1.本技术涉及冲压设备的技术领域,尤其是涉及一种用于手袋的五金件上标设备。
背景技术:
2.商标是一种用于区别一个经营者的品牌或服务和其他经营者的商品或服务的标记,商标可以帮助消费者识别和购买某产品或服务。
3.在手袋的生产加工中,通常将商标设置于手袋的显眼位置,以便人们识别该品牌,达到宣传和树立品牌的作用,对此,商标可通过胶粘、冲压、缝制等方式设置于手袋上。由于台式压力机具有体积轻巧、生产效率高、操作简便等特点,目前主要采用台式压力机安装手袋上的商标。
4.针对上述中的相关技术,由于手袋面料具有柔韧性,并且面料质量较轻,在台式压力机冲压安装商标的过程中,面料容易发生偏移,因此,手袋商标的安装精度还有待提升。
技术实现要素:
5.为了提升手袋商标的安装精度,本技术提供一种用于手袋的五金件上标设备。
6.本技术提供的一种用于手袋的五金件上标设备采用如下的技术方案:
7.一种用于手袋的五金件上标设备,包括机架、设备本体以及定位组件;所述设备本体设置于所述机架上,所述设备本体具有压块,所述压块开设有让位槽,所述压块用于冲压安装商标;所述机架具有工作台,所述工作台位于所述设备本体下方,所述定位组件设置于所述工作台上;所述定位组件包括商标定位件以及面料定位件,所述商标定位件开设有用于容置商标的容置槽,所述容置槽可容置商标的若干个组成零件,所述面料定位件用于定位面料。
8.通过采用上述技术方案,该商标由三部分组成,分别是依次装配的标识件、第一固定件以及第二固定件,其中标识件安装于手袋面料的外侧,第一固定件以及第二固定件依次安装于手袋面料的另一侧。
9.对手袋安装商标时,先将标识件固定于容置槽内,再将手袋面料放置于工作台上,并通过面料定位件限制面料的位置,使得标识件恰好位于面料待安装商标的位置下方,从而提升手袋商标的安装精度;随后驱动设备本体,使压块对面料进行冲压,标识件一侧的安装部穿透面料;再将第一固定件套接于标识件的安装部上,驱动设备本体,压块对第一固定件进行冲压,使第一固定件与标识件的安装部相固定;最后继续将第二固定件套接于标识件的安装部上,驱动设备本体,压块对第二固定件进行冲压,使第二固定件与标识件的安装部相固定,从而提升商标安装的牢固性。
10.优选的,所述定位组件还包括定位板,所述定位板可拆卸连接于所述工作台上,所述面料定位件固定连接于所述定位板上。
11.通过采用上述技术方案,由于手袋的款式多种多样,手袋面料具有多个尺寸,为了提升该设备的适用性,在工作台顶部安装有定位板,并将面料定位件固定于定位板上;当更
换手袋面料尺寸时,可相应更换定位板,以便对不同尺寸的面料上标签。
12.优选的,所述商标定位件固定于所述工作台上,所述定位板上开设有定位孔,安装所述定位板时,所述商标定位件贯穿所述定位孔。
13.通过采用上述技术方案,为了便于拆装定位板,定位板放置于工作台顶部时,商标定位件贯穿定位孔,以对定位板在工作台上的位置进行定位,无需另外加固定位板,从而提升定位板的更换速度。
14.优选的,所述商标定位件包括固定部以及活动部,所述活动部与所述固定部插接配合,所述容置槽设置于所述活动部顶部。
15.通过采用上述技术方案,由于不同款式的手袋可能需要安装不同的商标或者其他标签,针对形状以及尺寸不同的商标或者其他标签,商标定位件的活动部上开设有的相应容置槽用于放置商标,活动部通过插接的方式与固定部相固定,以便更换不同的活动部进行上标。
16.优选的,所述容置槽包括第一槽体以及第二槽体,所述第一槽体以及所述第二槽体分别用于容置商标的两个组成零件。
17.通过采用上述技术方案,该商标的标识件由两个相互独立的零件组成,两个零件可按照组合顺序分别放入第一槽体以及第二槽体内,通过设备本体一次冲压进行安装,两个零件无需分开冲压安装,以使手袋上组成商标的两个零件的安装位置以及距离相一致。
18.优选的,所述面料定位件包括第一定位部以及第二定位部,所述第一定位部与所述定位板的长度方向相平行,所述第二定位部位于所述第一定位部靠近所述商标定位件的一侧,所述第二定位部与所述第一定位部相垂直。
19.通过采用上述技术方案,当手袋面料裁剪为方形时,需要上标的面料为方形,将面料放置于定位板上时,面料相邻的两侧分别与第一定位部以及第二定位部相抵接,第一定位部与第二定位部相互配合限制面料长度方向以及宽度方向上的偏移,从而提升面料上标过程的稳定性。
20.优选的,所述压块选用为橡胶材质。
21.通过采用上述技术方案,橡胶材质的压块具有一定硬度,可用于冲压,冲压时不会刮破面料;同时橡胶具有缓冲作用,压块对商标的第一固定件以及第二固定件进行冲压时,压块与第一固定件以及第二固定件相碰撞不会产生较大噪音,也不易使第一固定件以及第二固定件变形。
22.优选的,所述定位板选用为硬纸板。
23.通过采用上述技术方案,硬纸板具有一定的硬度,不易弯折,并且表面平整,可用于粘贴固定面料定位件;另外硬纸板是一种环保材料,硬纸板老化后可进行回收再利用,从而减少资源的浪费。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1、安装商标时,先将商标的标识件固定于容置槽内,再将手袋面料放置于工作台上,并通过面料定位件限制面料的位置,使得标识件恰好位于面料待安装商标的位置下方,从而提升手袋商标的安装精度;
26.2、为了提升该设备的适用性,在工作台顶部可拆卸安装有定位板,商标定位件贯穿定位孔,以对定位板在工作台上的位置进行定位,无需另外加固定位板,从而提升定位板
的更换速度;
27.3、针对形状以及尺寸不同的商标或者其他标签,商标定位件的活动部上开设有的相应容置槽用于放置商标,活动部通过插接的方式与固定部相固定,以便更换不同的活动部进行上标。
附图说明
28.图1是本技术上标设备的整体结构示意图。
29.图2是本技术中商标定位件的装配关系示意图。
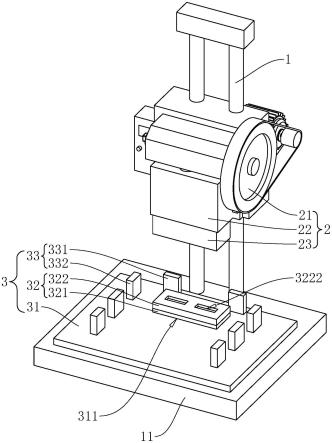
30.图3是本技术上标设备另一视角的结构示意图。
31.附图标记说明:1、机架;11、工作台;2、设备本体;21、驱动件;22、连杆机构;23、压块;231、让位槽;3、定位组件;31、定位板;311、定位孔;32、商标定位件;321、固定部;3211、插接槽;322、活动部;3221、插接块;3222、容置槽;33、面料定位件;331、第一定位部;332、第二定位部。
具体实施方式
32.以下结合附图1-3对本技术作进一步详细说明。
33.本技术实施例公开一种用于手袋的五金件上标设备。参照图1,该上标设备包括机架1、设备本体2以及定位组件3。其中,机架1上具有水平工作台11,定位组件3设置于工作台11上,定位组件3用于对待上标的面料进行定位;设备本体2安装于机架1上,并且设备本体2位于工作台11上方,设备本体2用于冲压安装商标或者其他标签。
34.在本实施例中,设备本体2包括驱动件21、连杆机构22以及压块23,驱动件21以及连杆机构22分别安装于机架1上,压块23固定于连杆机构22底部,驱动件21用于驱动连杆机构22进行竖直方向上的往复运动,以使连杆机构22带动压块23进行冲压。在此,以下以该上标设备的常规使用状态展开描述。
35.本实施例所述的商标由三部分组成,分别是依次装配的标识件、第一固定件以及第二固定件。其中,标识件安装于手袋面料的外侧,标识件由两个相互独立的零件排列组成,标识件靠近手袋的一侧具有安装部,安装部用于贯穿面料;第一固定件以及第二固定件依次安装于手袋面料的另一侧,第一固定件以及第二固定件分别套接固定于安装部上。
36.具体的,定位组件3包括定位板31、商标定位件32以及面料定位件33。商标定位件32固定于工作台11靠近设备本体2的一侧,并且商标定位件32位于压块23正下方,在本实施例中,商标定位件32为方体状。定位板31安装于工作台11靠近设备本体2的一侧,面料定位件33通过胶粘固定连接于定位板31远离工作台11的一侧上;定位板31贯穿开设有定位孔311,定位孔311的形状与商标定位件32的外缘轮廓相适配,在本实施例中,定位板31呈方形,定位孔311呈方形。
37.定位板31可选用为硬纸板、塑料板、木板等材质,在本实施例中,定位板31具体选用为硬纸板。硬纸板具有一定的硬度,并且质量较轻,便于工作人员更换;同时硬纸板成本较低,老化后还可回收再利用,可减少资源的浪费。当需要更换手袋面料尺寸时,可相应更换定位板31,以便对不同尺寸的面料上标签。安装定位板31时,将定位板31放置于工作台11顶部,此时商标定位件32贯穿定位孔311,以对定位板31在工作台11上的位置进行定位,无
需另外加装固定件加固定位板31,从而提升定位板31的更换速度以及使用便捷性。
38.参照图2,由于不同款式的手袋可能需要安装不同的商标或者其他标签,为了提升该设备的适用性,商标定位件32包括固定部321以及活动部322。具体的,固定部321通过焊接固定于工作台11上,固定部321远离工作台11的一侧自外向内凹设有插接槽3211;活动部322的底部凸设有插接块3221,插接块3221的形状以及尺寸与插接槽3211相适配,活动部322通过插接块3221与插接槽3211插接配合安装于固定部321上,因此活动部322的更换简便、快捷。
39.为了定位商标的标识部以便上标,活动部322远离固定部321的一侧自外向内开设有容置槽3222。由于标识部由两个零件排列组成,容置槽3222包括第一槽体以及第二槽体,第一槽体以及第二槽体分别用于容置组成标识部的两个零件,第一槽体与第二槽体的形状以及大小分别与两个零件的外缘轮廓相适配。在此,两个零件可按照组合顺序分别放入第一槽体以及第二槽体内,通过设备本体2一次冲压进行安装,两个零件无需分开冲压安装,以使手袋上两个零件的安装位置以及距离相一致,保证手袋生产质量的一致性。
40.回看图1,手袋面料可根据款式的设计裁剪成不同的形状进行加工,在本实施例中,将需要上标的面料裁剪为方形,为了对面料进行限位,面料定位件33包括第一定位部331以及第二定位部332,第一定位部331以及第二定位部332均为长方体块状。
41.具体的,第一定位部331位于商标定位件32宽度方向上的一侧,第一定位部331与定位板31的长度方向相平行;第二定位部332位于商标定位件32宽度方向上的另一侧,在本实施例中,第二定位部332设置有两组,两组第二定位部332分别设置于商标定位件32长度方向上相背的两侧,第二定位部332与第一定位部331相垂直。当面料放置于定位板31上时,第一定位部331与第二定位部332分别与面料边缘相抵接,第一定位部331与第二定位部332相互配合限制面料长度方向以及宽度方向上的偏移,从而提升面料上标过程的稳定性。
42.参照图3,由于标识件上的安装部需要贯穿面料,安装部的端部延伸至容置槽3222外,因此压块23靠近商标定位件32的一侧开设有让位槽231。当压块23对面料进行冲压时,安装部的端部可容置于让位槽231内,以免压块23挤压造成安装部断裂或者变形,使得安装部无法与第一固定件以及第二固定件套接固定。在此,压块23选用为橡胶材质,橡胶材质具有一定的硬度,可用于冲压;另外,橡胶材质具有缓冲作用,冲压时压块23与第一固定件以及第二固定件相碰撞不会产生较大噪音,也不易导致第一固定件以及第二固定件变形。
43.本技术实施例一种用于手袋的五金件上标设备的实施原理为:对手袋上标时,先将商标的标识件放置于容置槽3222内,再将手袋面料放置于定位板31上,并通过第一定位部331以及第二定位部332限制面料的位置,使得标识件恰好位于面料待安装商标的位置下方,从而提升手袋商标的安装精度;随后驱动设备本体2,使压块23对面料进行冲压,标识件的安装部穿透面料,再将第一固定件套接于安装部上,驱动设备本体2,使压块23冲压固定第一固定件,最后将第二固定件套接于安装部上,驱动设备本体2,使压块23冲压固定第二固定件,从而完成商标的安装,并提升了商标安装的牢固性。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。