1.本发明涉及纺织技术领域,尤其是涉及一种混色“弱段彩”竹节包覆纱及其制备方法、应用和织物。
背景技术:
2.1.段彩纱
3.段彩纱,是指长度方向不同片段具有不同颜色的纱线,不同颜色的色段长短不同,可以是两种颜色色段间隔排列,也可以是多种颜色色段随机排列,是一种经典的花式(花色)纱线。段彩纱及段彩纱织物外观如图1所示(图1中的a为段彩纱的外观,图1中的b为段彩纱织物的外观)。
4.花式纱线可以采用多种技术方法加工制得,常用的加工方法包括:
5.①
段染法。即分段染色,采用专用设备对经过预处理的白色纱线进行分段染色。
6.②
多轴系色纺法。现将不同颜色的纤维分别纺制成条子或粗纱,纺纱时采用两根及以上的有色条子或粗纱喂入同一组牵伸装置,通过控制喂入不同颜色条子或粗纱的牵伸倍数控制喂入比例,并按照设定参数不断改变喂入比例,同时保持各颜色纱条的线密度总量(粗细)不变,使牵伸后的混和纱条产生颜色变化,使加捻后的成纱获取段彩外观。
7.③
异色芯纱假捻-包缠固结法。采用两根及以上不同颜色的纱线并合组成芯纱,通过不稳定假捻作用使芯纱产生不规则捻回,使芯纱不同片段呈现不同的颜色(如,一根白色纱线与一根黑色纱线并合并施加不规则捻回,会呈现一段黑、一段白的视觉外观),再用另一根纱线对芯纱进行包缠,将段彩效果固定下来。
8.2.竹节纱
9.竹节纱,是指沿纱线长度方向分布着长短不一、间隔不同粗节的纱线,即具有类似竹节的粗细不匀外观的纱线。
10.竹节纱的加工,是在普通的纺纱设备上加装竹节纱系统,通过控制随机改变牵伸装置的牵伸倍数(间歇增大中后罗拉的速度,减小现身倍数),使纱线产生长短不一、间隔不同的粗节。
11.竹节纱及其织物外观如图2所示(图2中的a为竹节纱,图2中的b为竹节纱织物)。
12.3.段彩竹节纱
13.段彩竹节纱,是指在纱线长度方向上分布着长度不一、间隔不同的彩色粗节的纱线。段彩竹节纱采用类似“2.1段彩纱”中
“②
多轴系色纺法”的技术加工:
14.①
在多轴系不同颜色粗纱的喂入牵伸过程中,不保持各颜色纱条的线密度总量(粗细)不变,各颜色组分的混和比例之和可以大于1,即可在段彩的基础上因喂入总量超过正常粗细而产生粗节,制得段彩竹节纱。
15.②
采用两根及以上不同颜色的粗纱喂入(一般为两根),其中一根为基纱,另一根为饰纱,基纱保持恒定的牵伸倍数不变(粗细不变),饰纱在控制系统的控制下采用间歇喂入,当异色饰纱喂入一定长度纤维束时,就会在基纱表面附加一个彩色竹节。采用本方法纺
制的段彩竹节纱结构示意图如图3所示。
16.4.包覆纱
17.包覆纱,工厂称“机包纱”,是采用空心锭包覆机纺制的“纱/纱”包缠复合纱,使一根外包缠纱以螺旋线状缠绕到芯纱上形成的具有包缠结构的复合纱。包覆纺纱有单包和双包之分。所谓双包,就是将两组空心锭机构串联安装,是经过一次包覆的芯纱穿过第二组空心锭机构进行第二次包覆,以实现更好的包覆效果或实现更多组分的复合。包覆纱的结构如图4所示,图4中的a所示为包缠捻向为s捻的单包纱,图4中的b所示为包缠捻向为sz(第一次包覆为s捻,第二次包覆为z捻)的双包纱结构。
18.然而现有技术中关于“弱段彩”外观的复合纱较少。
19.有鉴于此,特提出本发明。
技术实现要素:
20.本发明的第一目的在于提供一种混色“弱段彩”竹节包覆纱。
21.本发明的第二目的在于提供上述混色“弱段彩”竹节包覆纱的制备方法,该制备方法简单方便。
22.本发明的第三目的在于提供上述混色“弱段彩”竹节包覆纱在制备织物中的应用。
23.本发明的第四目的在于提供一种织物。
24.第一方面,本发明提供了一种混色“弱段彩”竹节包覆纱,包括纱芯和外包缠纱;
25.所述纱芯为竹节纱;
26.所述纱芯与外包缠纱异色。
27.作为进一步技术方案,所述竹节纱的颜色包括白色、红色、黄色、蓝色或绿色,优选为白色;
28.优选地,所述竹节纱的节粗不少于150%。
29.作为进一步技术方案,所述外包缠纱为长丝纱;
30.优选地,所述外包缠纱异色的颜色包括白色、红色、黄色、蓝色或绿色;
31.优选地,所述外包缠纱的线密度为40d-200d。
32.作为进一步技术方案,所述竹节纱的捻向与外包缠纱包覆加工的包缠捻向相反。
33.作为进一步技术方案,所述混色“弱段彩”竹节包覆纱的包覆捻度为400t/m-750t/m。
34.第二方面,本发明提供了一种混色“弱段彩”竹节包覆纱的制备方法,包括:以竹节纱为芯纱,将外包缠纱包覆到纱芯上,制备得到混色“弱段彩”竹节包覆纱。
35.作为进一步技术方案,采用空心锭包覆机进行包覆;
36.优选地,包覆过程中,控制纱芯张力为芯纱强力的10%
±
3%。
37.作为进一步技术方案,所述包覆的次数为一次或者两次;
38.优选地,包覆的次数为1次时,包覆的捻度为400t/m-750t/m;
39.优选地,包覆的次数为2次时,第一次包覆的捻度为400t/m-750t/m,第二次包覆的捻度为第一次的0.6-0.8倍;
40.优选地,包覆的次数为2次时,2次包覆的包缠捻向相反。
41.第三方面,本发明提供了一种混色“弱段彩”竹节包覆纱在制备织物中的应用。
42.第四方面,本发明提供了一种织物,主要由所述的混色“弱段彩”竹节包覆纱制备得到。
43.与现有技术相比,本发明具有如下有益效果:
44.本发明提供的混色“弱段彩”竹节包覆纱,包括纱芯和外包缠纱,其中纱芯为竹节纱,纱芯与外包缠纱异色。该竹节包覆纱以具有可控粗细不匀特征的竹节纱为芯纱,异色纱线为外包缠纱,纺制得到,竹节处因直径粗,包缠捻度小,包覆度小,外包缠纱对芯纱色块分割“粗糙”,且更多呈芯纱颜色,因而形成与正常粗细纱段混色的反差,产生“弱段彩”的效果。
45.本发明提供的织物主要由上述混色“弱段彩”竹节包覆纱制备得到,竹节处与正常纱段混色效果的反差,会在织物表面强化竹节处与正常纱段处的差异,更加突出竹节的效果,使得织物具有独特的“麻彩” “弱段彩”外观纹理风格。
附图说明
46.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
47.图1为段彩纱及段彩纱织物的外观;
48.图2为竹节纱与竹节纱织物的外观;
49.图3为段彩竹节纱结构示意图;
50.图4为包覆纱的结构;
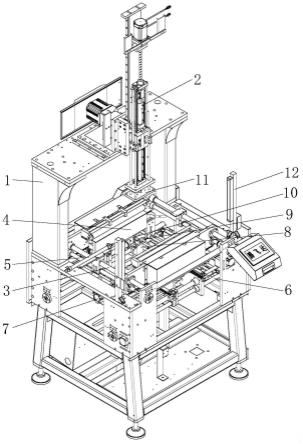
51.图5为空心锭包覆纺纱原理;
52.图6为13s深藏青竹节纱及其包覆纱的纱卡全图;
53.图7为13s深藏青竹节纱及其包覆纱的纱卡局部图;
54.图8为12s白色竹节纱及其包覆纱的纱卡全图;
55.图9为12s白色竹节纱及其包覆纱的纱卡局部图;
56.图10为纯棉本色32s竹节纱针织物与竹节包覆纱针织物;
57.图11为纯棉本色竹节纱与包覆不同线密度外包缠纱的包覆纱纱卡;
58.图12为包覆不同线密度外包缠纱的包覆纱管纱外观;
59.图13为不同包覆捻度竹节包覆纱的管纱外观;
60.图14为不同包覆捻度竹节包覆纱纱卡;
61.图15为两种双包混色竹节包覆纱的管纱外观;
62.图16为两种双包混色竹节包覆纱的纱卡全图;
63.图17为两种双包混色竹节包覆纱的纱卡局部图。
64.图标:1-竹节纱筒子;2-导纱钩;3-张力器;4-空心锭;5-锭管;6-外包缠纱;7-会合导纱钩;8-引纱辊;9-导纱杆;10-横动导纱器;11-卷绕辊;12-成纱筒子。
具体实施方式
65.下面将结合实施方式和实施例对本发明的实施方案进行详细描述,但是本领域技
术人员将会理解,下列实施方式和实施例仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
66.第一方面,本发明提供了一种混色“弱段彩”竹节包覆纱,包括纱芯和外包缠纱;
67.所述纱芯为竹节纱;
68.所述纱芯与外包缠纱异色。
69.本发明提供的竹节包覆纱产生“弱段彩”外观的原理如下:
70.①
包缠-混色原理:外包缠纱对芯纱的螺旋线状包缠,形成了对芯纱表面的分割覆盖,当外包缠纱与芯纱异色时,外包缠纱对芯纱的螺旋线状缠绕,在复合纱可视面上,即形成了外包缠纱对芯纱的“色块分割”,纱线长度方向呈“芯纱色块”与“外包缠纱色块”相间排列,由于芯纱、外包缠纱的直径一般在0.2mm左右,这种尺度的色块分割目光所见即呈“色块混色”效应产生的“麻彩色”(类似黑色纤维与白色纤维混纺而成的纱线呈“麻灰”色的原理)。
71.②
包缠捻度分布不匀原理:由于外包缠纱在对芯纱缠绕时的张力扭矩作用,会使芯纱产生附加回转,附加回转多少与芯纱直径呈正相关,并与芯纱抗扭力矩形成动态平衡,导致芯纱附加回转转数与转向随芯纱直径的变化而变化,因而引起外包缠纱对芯纱包缠捻度(单位长度芯纱上缠绕的外包缠纱圈数)的变化,使芯纱上粗节处捻度小,细节处捻度大。即,芯纱的粗细不匀会引起复合纱的捻度分布不匀,粗节处捻度小于正常捻度,细节处大于正常捻度,且粗细不匀越显著,捻不匀特征越明显。包覆捻度不同,外包缠纱对芯纱的包覆度(覆盖、遮盖程度)也就不同,粗节处(包括细节处)与正常粗细纱段处即会呈现不同的混色效果:正常粗细纱段处呈现正常的混色效果;粗节处更多呈芯纱颜色,而细节处更多呈现外包缠纱颜色,复合纱整体呈“弱段彩”外观。(注:此规律为发明人发现并提出)。
72.③
以具有可控粗细不匀特征的竹节纱为芯纱,异色纱线为外包缠纱,纺制包覆纱,则竹节处因直径粗,包缠捻度小,包覆度小,外包缠纱对芯纱色块分割“粗糙”,且更多呈芯纱颜色,因而形成与正常粗细纱段混色的反差,产生“弱段彩”的效果。
73.因此,本发明给出了一种利用包覆纺纱技术包覆捻度分布不匀理论,采用包覆纺纱技术,以竹节纱为芯纱,与竹节芯纱异色纱线为外包缠纱,纺制具有“弱段彩”外观特征竹节包覆纱的技术方法,“弱段彩”效果由竹节处包覆度与正常纱段的差异产生,且可突出竹节段与正常纱段的差异,调控竹节分布参数、外包缠纱颜色、外包缠纱线密度和包覆捻度,可以调整“弱段彩”的效果。以本技术加工的复合纱及其织物,具有特殊的“麻彩” “弱段彩”外观纹理风格。
74.其次,通过外包缠长丝纱对短纤芯纱包缠复合的并合效应和紧密效应,可显著改善竹节纱的强度、弹性和耐磨性;外包缠纱对芯纱的包覆加工,可显著减少芯纱毛羽,复合纱具有良好的可加工性,可实现织造免浆(经纱不用上浆,即可达到织造的性能要求),实现生产过程的节能、减排(不消耗经纱上浆所需浆料、助剂、水、电和蒸汽等)。包缠复合对芯纱毛羽的有效控制,可提高毛型面料的抗起球性,提高麻型面料的防刺痒性。
75.此外,竹节纱的竹节(粗节)部分,捻度显著少于正常捻度,纱中纤维间相互作用较
弱,在织造准备和织造过程中受到摩擦作用,纤维容易脱离纱体掉落;织制成织物后,进行染整加工时,竹节部分容易因纤维抱合力小,也容易松散、脱落。通过包覆加工,竹节部分也能得到一定数量外包缠纱捻圈的捆扎、束缚,可以显著改善竹节部分的纤维脱落问题。
76.在一些优选的实施方式中,所述竹节纱的颜色包括但不限于白色、红色、黄色、蓝色或绿色,或者本领域技术人员所熟知的其他颜色,优选为白色;
77.优选地,所述竹节纱的节粗不少于150%。
78.作为“弱段彩”芯纱的竹节纱,可以根据面料产品的用途确定其性能、手感、风格、舒适性等要求,然后依此确定纱线的纤维组分、纱支,以及竹节相关参数,如节长、节距、节粗,并按此要求自行纺制,或向合作纱厂订制,或从纱线市场中采购满足要求的竹节纱。
79.本发明对所用竹节纱的材质、纱支及竹节参数没有限制,不同的竹节参数,经包覆加工后获得的“弱段彩”外观特征不同。调控复合纱的弱段彩外观,可通过调控竹节参数实现。鉴于竹节越粗,经包覆后竹节部分与正常粗细纱段的反差越大,因此,本发明中竹节的节粗最好不少于150%,即粗节部分的线密度(粗细)至少是正常纱段的1.5倍。
80.在一些优选的实施方式中,所述外包缠纱为长丝纱。本发明对于外包缠纱的种类和材质不限,但出于生产稳定考虑,外包缠纱优选采用长丝纱,具体种类可根据产品的最终用途综合考虑,最好与芯纱在性能上具有互补性。也可以基于生态性、功能性等考虑,选择外包缠纱品种,提高产品的附加值。例如外包缠纱可采用差别化、功能性、智能型长丝纱,通过与竹节芯纱的包缠复合,提高复合纱面料的舒适性、生态性,赋予复合纱面料功能性(如抗菌、吸湿发热等)、智能性(如吸湿排汗、蓄热调温等)。
81.在一些优选的实施方式中,所述外包缠纱异色的颜色包括但不限于白色、红色、黄色、蓝色或绿色,或者本领域技术人员所熟知的其他颜色。本发明中,外包缠纱的颜色须选择与芯纱颜色反差较大的颜色,以获得较为清晰的包缠纹理和较明显的弱段彩外观。
82.本发明中,以本色(未经染色的白色)竹节纱为芯纱,采用彩色长丝纱(最优选择为原液着色长丝,也可采用染色长丝)为外包缠纱,纺制弱段彩竹节包覆纱,可通过复合加工实现本色竹节芯纱的赋色,织物产品不需染色、印花,仅需简单整理加工,可显著提高面料加工过程的消耗(不消耗染色所需染料、助剂、水、电、蒸汽)。
83.在一些优选的实施方式中,所述外包缠纱的线密度为40d-200d。
84.在其它参数不变的情况下,影响麻彩、弱段彩特征的外包缠纱最重要性质,是其线密度(即粗细)。外包产的线密度,在包覆捻度相同的情况下决定了芯纱的包覆度,因而影响混色效果和弱段彩特征。综合考虑可加工性和本技术方案建议外包缠纱线密度40d-200d,太细呈色不明显,太粗色块分割混色不细腻。
85.在一些优选的实施方式中,所述竹节纱的捻向与外包缠纱包覆加工的包缠捻向相反。
86.包覆加工的包缠捻向与竹节芯纱的捻向相反配置,即,若竹节芯纱为z捻,则包覆加工采用s捻,反之,若竹节芯纱为s捻,则包覆加工采用z捻。这样包覆加工产生的退捻力矩可以与竹节芯纱的退捻力矩产生抵消效应(扭矩矢量方向相反),可使复合纱获得较为稳定的成纱结构,不易发生扭结。
87.在一些优选的实施方式中,所述混色“弱段彩”竹节包覆纱的包覆捻度为400t/m-750t/m。
88.普通包覆纱包覆捻度多在200t/m-400t/m。本发明中,将弱段彩竹节包覆纱的包覆捻度优选控制在400t/m-750t/m。因为包覆捻度越大,竹节部分与正常粗细纱段的捻度差异越大,弱段彩特征越鲜明。但捻度太大,一方面影响生产产量,另一方面会使复合纱的结构稳定性变差,在较大退捻力矩的作用下容易发生扭结,可加工性变差。
89.第二方面,本发明提供了一种混色“弱段彩”竹节包覆纱的制备方法,包括:以竹节纱为芯纱,将外包缠纱包覆到纱芯上,制备得到混色“弱段彩”竹节包覆纱。
90.该制备方法简单方便,能够快速高效的制备得到混色“弱段彩”竹节包覆纱。
91.在竹节包覆纱制备之前,可以按照面料用途和风格要求,选定纤维原料,确定竹节纱纺制工艺参数(节长、节距、节粗),利用配有竹节纱系统的纺纱机,纺制要求线密度和竹节分布要求的竹节纱;或根据拟开发面料的用途和风格要求,从纱线市场选购材质、线密度和竹节分布满足要求的竹节纱产品。
92.在一些优选的实施方式中,采用空心锭包覆机进行包覆;
93.优选地,包覆过程中,控制纱芯张力为芯纱强力的10%
±
3%。
94.处在空心锭顶端和会合导纱钩之间的芯纱段,在外包缠纱张力作用下,以空心锭内孔和会合导纱钩内孔孔径为直径高速回转,当竹节通过该段时,会因离心力过大而严重偏离其运行路线,导致包缠作用不能正常进行。因此,纺制竹节包覆纱时,应调整增大芯纱张力。通过调整张力装置,使其张力至少达到包覆同等线密度非竹节芯纱时的2倍(张力最大值受芯纱强力及强力不匀率限制),以保证包缠作用的顺利进行。
95.芯纱张力大小,按所用芯纱强力的10%设定,并以此为基准,可在
±
3%范围内调整,要达到的技术效果是:确保在外包缠纱对芯纱的缠绕点处,芯纱具有足够的张力,不会在外包缠纱缠绕张力作用下,被拉偏离芯纱轴线,以保证外包缠纱对芯纱的稳定包缠。实用中,根据芯纱粗细(强力)进行调整。
96.在一些优选的实施方式中,所述包覆的次数为一次或者两次;
97.优选地,包覆的次数为1次时,包覆的捻度为400t/m-750t/m;
98.优选地,包覆的次数为2次时,第一次包覆的捻度为400t/m-750t/m,第二次包覆的捻度为第一次的0.6-0.8倍;
99.优选地,包覆的次数为2次时,2次包覆的包缠捻向相反。
100.对竹节芯纱进行两次包覆时,第二次包覆的捻回分布特征仍符合分布规律:竹节处捻回少于正常纱段。
101.当需要获得外包缠纱对芯纱更好的包覆效果,或采用不同颜色的外包缠纱以获取更丰富的混色效果,或采用不同材质的外包缠纱实现更多成分的复合时,可采用两次包覆工艺。两次包覆(双包)采用相反的包缠捻向配置,且第二次包覆的包覆捻度小于第一次包覆的包覆捻度,两次包覆的捻度比选择为0.6~0.8,以获取较为稳定复合纱结构,不易发生扭结。
102.例如,可以采用不同颜色的外包缠纱对竹节芯纱进行两次包覆,复合纱可获得更为丰富的混色效果;采用不同材质、性能、功能的外包缠纱对竹节芯纱进行两次包覆,可实现更多成分的复合,赋予复合纱更为优化的性能和/或功能。
103.本发明中,“弱段彩”竹节包覆纱的纺制工艺路线如图5中的a所示。
104.竹节纱从竹节纱筒子1上引出,穿过位于卷装中心上方的导纱钩2,再穿过可调式
张力器3,从下端进入空心锭4的中心管,向上穿出。锭管5活套在空心锭4上,并用下托持器与锭帽固定在空心锭4上,使其与空心锭4一起回转。锭管5上卷绕有外包缠纱6,外包缠纱6从锭管5上退绕、引出,在会合导纱钩7处与从空心锭4中心管上端引出的芯纱会合。锭管5与空心锭4一起高速回转,带动外包缠纱6高速回转,将外包缠纱缠6绕到芯纱上。复合纱经引纱辊8引导输出,经导纱杆9的导向,穿过横动导纱器10上的导纱瓷眼,在横动导纱器10的引导下,以交叉卷绕方式卷绕到被卷绕辊11摩擦传动的成纱筒子12上,卷绕成纱线筒子。当进行两次包覆时,则采用两组空心锭串联使用(如图5中的b所示)。
105.第三方面,本发明提供了一种混色“弱段彩”竹节包覆纱在制备织物中的应用。
106.本发明提供的混色“弱段彩”竹节包覆纱具有“弱段彩”外观,能够用于织物的制备。
107.第四方面,本发明提供了一种织物,主要由所述的混色“弱段彩”竹节包覆纱制备得到。
108.本发明提供的织物主要由混色“弱段彩”竹节包覆纱制备得到,竹节处与正常纱段混色效果的反差,会在织物表面强化竹节处与正常纱段处的差异,更加突出竹节的效果,使得织物具有独特的“麻彩” “弱段彩”外观。
109.下面通过具体的实施例和对比例进一步说明本发明,但是,应当理解为,这些实施例仅仅是用于更详细地说明之用,而不应理解为用于以任何形式限制本发明。
110.以下实施例均按照图5中的a的工艺路线进行纺织。
111.实施例1
112.采用空心锭包覆机,以纯涤13s深藏青色竹节纱(z捻,节粗大于320%)为芯纱,白色100d/48f涤纶dty长丝纱为外包缠纱,包覆捻度600t/m(捻/米),纺制包覆纱,芯纱张力设置为35cn(芯纱张力为芯纱强力的10%),包覆捻向为s捻。竹节纱及其包覆纱的纱卡外观如图6和图7所示。(纱卡为a4黑卡纸,纱线间距5mm,图中标尺刻度为1mm,下同。)图中上部绕纱为竹节纱原纱,下部绕纱为包覆纱。(注:13s中的s为“英支”,表示纱线线密度,即粗细,英支数越大,纱线越细。100d/48f,表示长丝纱的线密度,d为“旦尼尔”,数值越大,表示纱线越粗;48f表示长丝纱由48根单丝组成。dty为“拉伸变形丝”,弹力丝,为长丝纱品种。)。
113.从图6和图7可以看出:
①
白色外包缠纱对深藏青色芯纱的螺旋线状包缠,沿复合纱长度方向上形成芯纱和外包缠纱两种颜色色块的相间排列(色块分割),使复合纱呈两种颜色的“麻彩”混色,且具有特殊的混色肌理;
②
竹节处包缠捻度小于正常纱段(外包缠纱捻圈稀疏),细节处捻度大于正常纱段;
③
竹节处于正常纱段处的色差增大,使复合纱的竹节外观更加凸显,复合纱呈“弱段彩”外观。
114.实施例2
115.以白色(本色)12s粘/棉57/43竹节纱(捻向为z捻,节粗大于400%)为芯纱,黑色锦纶70d/48f fdy长丝纱为外包缠纱,包覆捻度为600t/m,纺制包覆纱,包覆捻向为s捻,芯纱张力设置为38cn(芯纱张力为芯纱强力的10%)。竹节纱及其包覆纱的纱卡外观如图8和图9所示。图中上部绕纱为竹节纱原纱,下部绕纱为包覆纱。(fdy,为“全拉伸丝”,表示长丝纱品种。)。
116.从图8和图9中可以看出:
①
黑色外包缠纱对白色(本色)芯纱的螺旋线状包缠,沿复合纱长度方向上形成芯纱和外包缠纱两种颜色色块的相间排列,使复合纱呈黑白两种颜
色的“麻灰”混色,通过包覆复合实现了对本色竹节纱的“赋色”,其面料可以不用染色(免染);
②
竹节处包缠捻度小于正常纱段;
③
竹节处于正常纱段处的色差增大,使复合纱的竹节外观凸显,复合纱呈“弱段彩”外观,由于竹节段与正常纱段线密度(粗细)差异大,包覆捻度差异更大,竹节部分更加凸显;
④
竹节纱竹节处捻度纱,结构蓬松,纤维间摩擦抱合力小,纤维极易散落,经包覆加工后,外包缠纱对竹节段形成包缠、捆扎束缚,显著提高了竹节段的结构稳定性,毛羽显著减少,可改善织造准备与织造、染整加工过程中竹节段纤维脱落、结构松散的问题。
117.实施例3
118.以白色(本色)纯棉32s竹节纱(捻向z捻,节粗大于200%)为芯纱,分别以锦纶40d/34f、70d/48f、140d/48f长丝纱为外包缠纱,包覆捻度600t/m,包覆捻向s捻,芯纱张力设置为22cn(芯纱张力为芯纱强力的10%),纺织竹节包覆纱。由纯棉竹节纱与70d/48f锦纶包覆纱织制的针织物(组织为纬平针,针号12)如图10所示,其中左图为纯棉竹节纱织物,右图为竹节包覆纱织物;纯棉竹节原纱与3种包覆纱的纱卡如图11所示,每种纱线绕10根,自上而下依次为纯棉本色竹节纱,包覆锦纶40d/34f的包覆纱、包覆锦纶70d/48f的包覆纱、包覆锦纶140d/48f的包覆纱;3种包覆纱的管纱外观如图12所示,自左至右依次为包覆锦纶40d/34f、70d/48f、140d/48f长丝纱的包覆纱。
119.从图10、11、12中可以看出:
①
相较纯棉竹节纱及其织物,黑色外包缠纱包覆竹节纱及其织物上竹节特征更加凸显,竹节包覆纱及其织物呈现“麻彩 弱段彩”外观;
②
随着外包缠纱线密度(粗细)的增大,复合纱的包覆度增大;纱线整体颜色增深(麻灰色的灰色深度增加)。
120.实施例4
121.以实施例3中所用白色(本色)纯棉32s竹节纱为芯纱,黑色锦纶70d/48f长丝纱为外包缠纱,分别纺制了包覆捻度为400、500、600、750t/m的包覆纱,芯纱张力设置为22cn(芯纱张力为芯纱强力的10%)。包覆纱管纱外观如图13所示,自左至右包覆捻度依次增大;复合纱纱卡见图14,每种纱线绕纱10根,自上而下包覆捻度依次增大。
122.从图13、14中可以看出:
①
随着包缠捻度的增大,外包缠纱与芯纱的色块分割越细腻,混色效果越好;
②
随着包缠捻度增大,竹节段与正常纱段的捻度差异越大,竹节外观更凸显。
123.实施例5
124.分别以实施例2所用12s粘/棉混纺白色(本色)竹节纱和实施例3中所用白色(本色)纯棉32s竹节纱为芯纱,100d/48f蓝色涤纶dty为一次外包缠纱、70d/48f红色锦纶fdy为二次外包缠纱,纺制双包包覆纱,包覆捻度为500/400t/m(一次包覆捻度500t/m,二次包覆捻度400t/m),包覆捻向为sz(一次包覆为s捻,二次包覆为z捻。)两种包覆纱的管纱外观见图15,纱卡见图16和图17。
125.从图15、16和17中可以看出:
①
包覆纱呈芯纱和两次包覆外包缠纱的混色(白、红、兰混色而成的紫色),纱线混色色彩更丰富;
②
两次包覆的包覆捻度呈现同样的分布规律,复合纱仍呈“麻彩 弱段彩”外观;
③
竹节段包缠固结效果进一步提高,可解决纤维散落问题,且复合纱毛羽相较单包复合纱进一步减少,且复合纱强力由于两次包覆进一步提高,可进一步提高纱线的可加工性(织造免浆)。
126.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。