1.本实用新型涉及热流道技术领域,尤其是一种热流道模具分流结构。
背景技术:
2.热流道是在注塑模具中使用的,将融化的塑料粒子注入到模具的型腔中的加热组件系统。热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融。大多数的一开多热流道模具均是通过分流板实现分流,具体地,分流板设有进料口以及多个与进料口连通的出料口,为了保证塑料在分流板保持熔融状态,就需要在分流板设在加热组件(如电热丝等)。
3.一般情况下,对于一开三的分流板,大多采用三个出料口呈直线或者呈等边三角形的排布方式。若三个出料口呈直线排布,则只需要一条直线通道就能够连通分流板上的一个进料口与三个出料口,分流板的加工较为容易,但是三个第一出料口与进料口的距离不相同,使得三个出料口的流量不够均衡;若三个出料口呈等边三角形排布,且为了使三个出料口与进料口的流量尽量均衡,则至少需要三条直线通道,提高分流板的加工难度。
技术实现要素:
4.本实用新型所要解决的技术问题在于,提供一种热流道模具分流结构,在保证出料口流量均衡的情况下,能够降低分流板的加工难度。
5.为了解决上述技术问题,本实用新型的一种热流道模具分流结构,包括第一分流板,所述第一分流板设有第一分流通道;所述第一分流通道包括一个设置在第一分流板顶面的第一进料口、三个设置在第一分流板底面的第一出料口、连通一个第一出料口与第一进料口的第一直线通道以及连通其余两个第一出料口与第一进料口的第二直线通道,三个所述第一出料口与第一进料口的距离相同。
6.作为上述方案的改进,本实用新型的热流道模具分流结构还包括第二分流板,所述第二分流板设有第二分流通道;所述第二分流通道包括一个设置在第二分流板顶面的第二进料口、两个设置在第二分流板底面的第二出料口以及连通两个第二出料口与第一出料口的第三直线通道,两个所述第二出料口与第二进料口的距离相同;所述第一分流板设有两组第一分流通道,两个所述第二出料口与第一进料口一一对应连接。
7.作为上述方案的改进,六个所述第一出料口呈矩形阵列设置。
8.作为上述方案的改进,本实用新型的热流道模具分流结构还包括第一热嘴,所述第二出料口与第一进料口通过第一热嘴一一对应连接。
9.作为上述方案的改进,本实用新型的热流道模具分流结构还包括与第一出料口一一对应连接的第二热嘴。
10.作为上述方案的改进,本实用新型的热流道模具分流结构还包括安装在第一分流板上的第一电热管以及安装在第二分流板上的第二电热管。
11.作为上述方案的改进,所述第一分流板顶面与底面均设有第一安装槽,两组第一电热管对应安装在第一安装槽内,所述第二分流板顶面与底面均设有第二安装槽,两组第二电热管对应安装在第二安装槽内。
12.作为上述方案的改进,所述第一安装槽路径均呈波纹设置。
13.实施本实用新型,具有如下有益效果:
14.本实用新型的热流道模具分流结构通过第一分流板、第一进料口、第一出料口、第一直线通道以及第二直线通道相互配合,在三个第一出料口与第一进料口的距离相同保证三个第一出料口的流量更为均衡的情况下,只需加工一条第一直线通道与一条第二直线通道即可,降低分流板的加工难度,提高生产效率。
附图说明
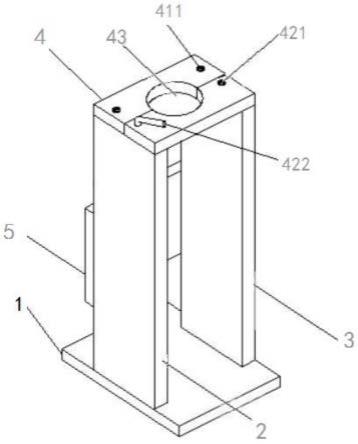
15.图1为本实用新型实施例中热流道模具分流结构的结构示意图;
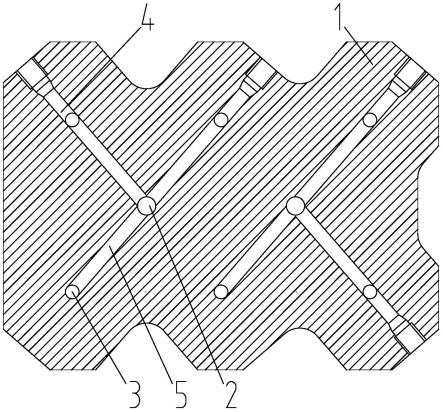
16.图2为本实用新型实施例中第一分流板的结构示意图;
17.图3为本实用新型实施例中第一分流板的俯视图;
18.图4为本实用新型实施例中第一分流板的仰视图;
19.图5为本实用新型实施例中第二分流板的结构示意图;
20.图6为本实用新型实施例中第二分流板的俯视图;
21.图7为本实用新型实施例中第二分流板的仰视图。
22.图中:1、第一分流板;2、第一进料口;3、第一出料口;4、第一直线通道;5、第二直线通道;6、第二分流板;7、第二进料口;8、第二出料口;9、第三直线通道;10、第一热嘴;11、第二热嘴;12、第一电热管;13、第二电热管;14、第一安装槽;15、第二安装槽。
具体实施方式
23.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚的理解本实用新型要求保护的技术思想。仅此声明,本实用新型在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
24.如图1至7所示,本实用新型实施例中的一种热流道模具分流结构,包括第一分流板1,所述第一分流板1设有第一分流通道;所述第一分流通道包括一个设置在第一分流板1顶面的第一进料口2、三个设置在第一分流板1底面的第一出料口3、连通一个第一出料口3与第一进料口2的第一直线通道4以及连通其余两个第一出料口3与第一进料口2的第二直线通道5,如图2所示,熔融塑料从第一进料口2进入第一分流板1,通过第一直线通道4流到其中一个第一出料口3并通过这个第一出料口3离开第一分流板1,同时,熔融塑料通过第二直线通道5分流到其余两个第一出料口3并通过这两个第一出料口3离开第一分流板1,使第一分流通道形成一开三分流道;实际上,加工完毕第一直线通道4与第二直线通道5后,在第一直线通道4与第二直线通道5的加工端面装上堵头,防止熔融塑料从第一直线通道4与第二直线通道5的加工端面离开;三个所述第一出料口3与第一进料口2的距离相同,使得三个第一出料口3的流量更为均衡。
25.本实用新型的热流道模具分流结构通过第一分流板1、第一进料口2、第一出料口
3、第一直线通道4以及第二直线通道5相互配合,在三个第一出料口3与第一进料口2的距离相同保证三个第一出料口3的流量更为均衡的情况下,只需加工一条第一直线通道4与一条第二直线通道5即可,降低分流板的加工难度,提高生产效率。
26.进一步地,如图1至7所示,本实用新型的热流道模具分流结构还优选包括第二分流板6,所述第二分流板6设有第二分流通道;所述第二分流通道包括一个设置在第二分流板6顶面的第二进料口7、两个设置在第二分流板6底面的第二出料口8以及连通两个第二出料口8与第一出料口3的第三直线通道9,如图5所示,熔融塑料从第二进料口7进入第二分流板6,通过第三直线通道9流到两个第二出料口8并通过两个第二出料口8离开第二分流板6,使第二分流通道形成一开二分流道;实际上,加工完毕第三直线通道9后,在第三直线通道9的加工端面装上堵头,防止熔融塑料从第三直线通道9的加工端面离开;两个所述第二出料口8与第二进料口7的距离相同,使得两个第二出料口8的流量更为均衡;所述第一分流板1设有两组第一分流通道,两个所述第二出料口8与第一进料口2一一对应连接。通过第一分流板1与第二分流板6组合,外部注塑机将熔融塑料注入第二进料口7,经过第三直线通道9后分别从两个第二出料口8并进入到两个第一进料口2中,并经过两条第一直线通道4与两个第二直线通道5从六个第一出料口3离开,形成一开六分流道。
27.值得一提的是,如图2所示,六个所述第一出料口3优选呈矩形阵列设置。由于一组第一分流通道中三个第一出料口3与第一进料口2的距离相等,即三个第一出料口3以第一进料口2为圆心圆周设置,且由于第二直线通道5穿过两个第一出料口3以及第一进料口2,即这两个第一出料口3之间连线为圆的直径,而与第一直线通道4连通的第一出料口3在圆周上,使得三个第一出料口3呈直角三角形分布,如图2所示,两组第一分流通道的六个能够形成矩形阵列。使得一开六分流能够以矩形阵列的形式输出熔融塑料。
28.实际上,如图1所示,本实用新型的热流道模具分流结构还优选包括第一热嘴10,所述第二出料口8与第一进料口2通过第一热嘴10一一对应连接,实现第二出料口8与第一进料口2的连接。进一步地,本实用新型的热流道模具分流结构还优选包括与第一出料口3一一对应连接的第二热嘴11,实现熔融塑料的输出。实际上,所述第一热嘴10与第二热嘴11均设置有加热丝,提高第一热嘴10以及第二热嘴11的温度,保证通过第一热嘴10与的第二热嘴11的塑料保持熔融状态。实际上,本实用新型的热流道模具分流结构还设有用于支承第一分流板1、第二分流板6、第一热嘴10以及第二热嘴11的支架(图中忽略画出),保证第一分流板1、第二分流板6、第一热嘴10以及第二热嘴11的安装。
29.具体地,如图2至7所示,本实用新型的热流道模具分流结构还优选包括安装在第一分流板1上的第一电热管12以及安装在第二分流板6上的第二电热管13,提高第一分流板1以及第二分流板6的温度,保证通过第一分流板1以及第二分流板6的塑料保持熔融状态。
30.实际上,如图2至7所示,所述第一分流板1顶面与底面均设有第一安装槽14,两组第一电热管12对应安装在第一安装槽14内,所述第二分流板6顶面与底面均设有第二安装槽15,两组第二电热管13对应安装在第二安装槽15内,有两个第一电热管12从第一分流板1顶面与底面两侧对第一分流板1加热以及有两个第二电热管13从第二分流板6顶面与底面两侧对第二分流板6加热,保证第一分流板1与第二分流板6的温度。此外,所述第一安装槽14路径均优选呈波纹设置,延长第一安装槽14的路径以延长第一电热管12的长度,提高第一电热管12的加热功率。
31.以上仅为本实用新型的具体实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。