1.本实用新型涉及一种汽车塑料件的成型模具。
背景技术:
2.注塑是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的过程,汽车内饰中有许多的塑料件,这些塑料件均在配套的成型模具中制成;现有的成型模具在制造内部结构较为复杂的汽车塑料件时,必须在成型前先对上模仁和下模仁进行分批限位,等所有限位机构完成动作后才能注射熔融料,当塑料件成型后需要脱模时,也必须先将所有的限位措施取消,这就导致加工步骤较为繁琐,工作效率低下,费时费力,有待于进一步改进。
技术实现要素:
3.针对上述现有技术的现状,本实用新型所要解决的技术问题在于提供一种能使内部结构较为复杂的汽车塑料件也能一次性的完成成型和脱模,进而大幅简化了加工步骤并显著提高了工作效率以达到省时省力效果的汽车塑料件的成型模具。
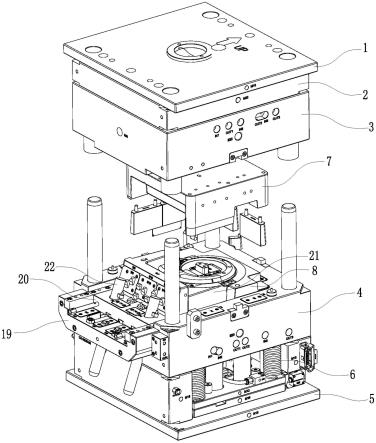
4.本实用新型解决上述技术问题所采用的技术方案为:一种汽车塑料件的成型模具,包括顶板、固定在顶板底部的垫板、固定在垫板底部的动模板、设于动模板下方的定模板、设于定模板下方的底板、设于定模板与底板之间的顶出机构、固定在动模板底部的上模仁、以及固定在定模板顶部并与上模仁相互配合的下模仁,其特征在于,还包括限位组件,所述限位组件包括嵌设在定模板一侧的座块、活动连接在上的滑块、两个倾斜穿插设置在滑块中并相互对称分布的牵引柱、以及固定在滑块内侧的卡块;两个所述牵引柱的上端均固定在动模板上,两个所述牵引柱的下端均活动穿过座块并均伸出到定模板的外部;所述下模仁的顶部形成有型芯,所述型芯的一侧还嵌设有第一成型块、第二成型块和第三成型块,所述第一成型块、第二成型块和第三成型块均设于卡块的内侧,所述第二成型块设于第一成型块与第三成型块之间,所述卡块的内侧还固定有压块、插块和两个上下对称设置的侧块,所述压块与第一成型块和第二成型块的外壁均相互配合,所述插块和两个所述侧块均与第三成型块的外壁相互配合;所述型芯的一侧开设有缺口腔,所述缺口腔中还嵌设有内滑块,所述内滑块的顶部开设有斜开口槽,所述动模板的底部还固定有驱动块,所述驱动块的端部向外形成有斜插块,所述斜插块活动插入在斜开口槽中;所述内滑块的外壁上向外形成有延伸块,所述延伸块伸出到第二成型块的下方并与卡块的内侧相互配合。
5.优选地,所述型芯与下模仁之间还嵌设有第四成型块,所述第四成型块与第三成型块相互配合。
6.优选地,所述型芯的顶部向上形成有弧形凸条,对应地,所述动模板的底部还固定有第五成型块,所述第五成型块的端部内侧开设有弧形缺口,所述弧形缺口与弧形凸条相互配合。
7.与现有技术相比,本实用新型的优点在于:本实用新型能在上模仁和下模仁相互
拼合的同时完成模腔内各位置处的自动限位,并在上模仁和下模仁相互分离的同时完成模腔内各位置处的限位措施的自动撤销,从而使内部结构较为复杂的汽车塑料件也能一次性的完成成型和脱模,进而大幅简化了加工步骤并显著提高了工作效率以达到省时省力的效果。
附图说明
8.图1为本实用新型的限位组件的俯侧分解结构图;
9.图2为本实用新型的下模仁的俯侧分解结构图。
具体实施方式
10.除非另外定义,本实用新型使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
11.为了保持本实用新型实施例的以下说明清楚且简明,本实用新型省略了已知功能和已知部件的详细说明。
12.如图1~2所示,一种汽车塑料件的成型模具,包括顶板1、固定在顶板1底部的垫板2、固定在垫板2底部的动模板3、设于动模板3下方的定模板4、设于定模板4下方的底板5、设于定模板4与底板5之间的顶出机构6、固定在动模板3底部的上模仁7、以及固定在定模板4顶部并与上模仁7相互配合的下模仁8,顶板1和垫板2在下移时会带动动模板3同步下移直到上模仁7与下模仁8相互拼合,接着熔融料经由顶板1、垫板2和动模板3进入到上模仁7与下模仁8之间,冷却后就完成了注塑成型,上述原理为现有技术,而本实用新型的特点在于:还包括限位组件,限位组件包括嵌设在定模板4一侧的座块19、活动连接在上的滑块20、两个倾斜穿插设置在滑块23中并相互对称分布的牵引柱22、以及固定在滑块20内侧的卡块21;两个牵引柱22的上端均固定在动模板3上,两个牵引柱22的下端均活动穿过座块19并均伸出到定模板4的外部;下模仁8的顶部形成有型芯81,型芯81的一侧还嵌设有第一成型块9、第二成型块10和第三成型块11,第一成型块9、第二成型块10和第三成型块11均设于卡块21的内侧,第二成型块10设于第一成型块9与第三成型块11之间,卡块21的内侧还固定有压块12、插块13和两个上下对称设置的侧块14,压块12与第一成型块9和第二成型块10的外壁均相互配合,插块13和两个侧块14均与第三成型块11的外壁相互配合;型芯81的一侧开设有缺口腔83,缺口腔83中还嵌设有内滑块15,内滑块15的顶部开设有斜开口槽151,动模板3的底部还固定有驱动块16,驱动块16的端部向外形成有斜插块161,斜插块161活动插入在斜开口槽151中;内滑块15的外壁上向外形成有延伸块152,延伸块152伸出到第二成型块10的下方并与卡块21的内侧相互配合。
13.型芯81与下模仁8之间还嵌设有第四成型块17,第四成型块17与第三成型块11相
互配合。
14.型芯81的顶部向上形成有弧形凸条82,对应地,动模板3的底部还固定有第五成型块18,第五成型块18的端部内侧开设有弧形缺口181,弧形缺口181与弧形凸条82相互配合。
15.工作原理:动模板3在向下移动时会带动两个牵引柱22同步下移,进而迫使滑块20向内移动以带动卡块21朝着型芯81的方向移动,从而带动压块12朝着第一成型块9和第二成型块10的方向移动,同时带动插块13和两个侧块14均朝着第三成型块11的方向移动;动模板3在向下移动时还会带动驱动块16向下移动,进而使斜插块161插入到斜开口槽151中,从而迫使内滑块15朝着缺口腔83的外侧移动以带动延伸块152向外伸出;当上模仁7与下模仁8相互拼合时,第五成型块18上的弧形缺口181压紧在弧形凸条82上;当熔融料进入到上模仁7与下模仁8之间后,就会在卡块21、压块12、插块13、两个侧块14、第一成型块9、第二成型块10、第三成型块11、第四成型块17、第五成型块18和延伸块152的相互作用下成型出注塑件的预定结构。
16.当注塑件冷却后,动模板3会向上移动以带动上模仁7离开下模仁8,进而带动两个牵引柱22向上移动以按照同理带动滑块20向外移动,从而带动卡块21、压块12、插块13和两个侧块14均向外移动,同时,驱动块16也会随动模板3上移以带动斜插块161从斜开口槽151中出来,进而带动内滑块15朝着缺口腔83的内侧移动,从而带动延伸块152向内回缩,最后,顶出机构6向上将注塑件向上顶出以便于取下。
17.本实用新型能在上模仁7和下模仁8相互拼合的同时完成模腔内各位置处的自动限位,并在上模仁7和下模仁8相互分离的同时完成模腔内各位置处的限位措施的自动撤销,从而使内部结构较为复杂的汽车塑料件也能一次性的完成成型和脱模,进而大幅简化了加工步骤并显著提高了工作效率以达到省时省力的效果。
18.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神与范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。