1.本发明涉及吉他领域,具体涉及一体成型吉他及其生产工艺。
背景技术:
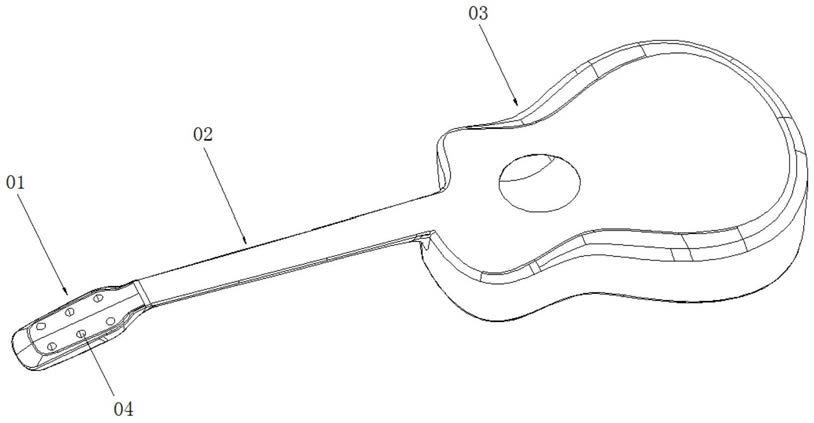
2.吉他是一种弹拨乐器,它的主体如图1所示主要由琴头01、琴颈02、琴桶03组成,琴头01为实心而琴颈02、琴桶03为空心,现有吉他主体为分体式结构即琴头01、琴颈02、琴桶03它们各自制造完成后,再通过胶水粘合在一起,现在市场上并没有可以将吉他主体的琴头01、琴颈02、琴桶03一次成型的工艺,这种分体式吉他生产工艺的缺陷在于:一是制造周期长,各部件的配合、产品平整度等等参数得不到保证;二是不能对局部位置进行补强,吉他琴桶都是通过音梁来实现调整音质,音质不稳定;三是琴头01处设有琴头旋钮孔04,琴头旋钮孔04的作用是用于供旋钮的旋柱伸出从而调节吉他的弦,琴头旋钮孔04的制造方法是,先把琴头制造完成,然后采用电钻把琴头旋钮孔加工出来,加工精确性无法得到保证,琴头旋钮孔的孔径、位置等不够精密,影响吉他品质。
技术实现要素:
3.针对现有技术存在上述缺陷,本发明提供了一体成型吉他及其生产工艺,具体技术方案如下:
4.一体成型吉他生产工艺,依次包括以下步骤,
5.①
包料,气囊外侧包卷碳纤维布,初步包出类似吉他形状;
6.②
入模成型,将包好碳纤维布的气囊放入一体成型模具内,模具合模后往气囊内部充气,气囊涨大使碳纤维布充分填充到一体成型模具内,对一体成型模具加压加热,碳纤维布紧密固化成型出吉他主体;
7.③
脱模下料,取出一体成型模具内的吉他主体,去除吉他主体毛刺,气囊放气体积缩小然后被取出得到完整的吉他主体。
8.作为本发明一体成型吉他生产工艺的一种优选方案,在步骤
①
中,气囊外侧包卷多层碳纤维布,不同层碳纤维布具有不同厚度、纤维角度实现局部补强。
9.作为本发明一体成型吉他生产工艺的一种优选方案,所述一体成型模具包括公模板和母模板,公模板盖合母模板,母模板内部设有琴头成型槽、琴颈成型槽、琴桶成型槽,琴头成型槽连通琴颈成型槽,琴颈成型槽连通琴桶成型槽,气囊放入到琴颈成型槽、琴桶成型槽中。
10.作为本发明一体成型吉他生产工艺的一种优选方案,所述母模板内安装琴桶滑块,琴桶滑块包括按照方位分布的左斜向滑块、右斜向滑块、左横向滑块、右横向滑块、下纵向滑块,左斜向滑块、右斜向滑块、左横向滑块、右横向滑块、下纵向滑块围绕形成琴桶成型槽,吉他脱模时琴桶滑块移动方便吉他琴桶脱离琴桶成型槽。
11.作为本发明一体成型吉他生产工艺的一种优选方案,所述母模板设有左斜向滑槽、右斜向滑槽、左横向滑槽、右横向滑槽、下纵向滑槽,左斜向滑块滑动安装于左斜向滑槽
内,左斜向滑槽引导左斜向滑块沿左斜上方向移动,右斜向滑块滑动安装于右斜向滑槽内,右斜向滑槽引导右斜向滑块沿右斜上方向移动,左横向滑块滑动安装于左横向滑槽内,左横向滑槽引导左横向滑块沿左横向水平方向移动,右横向滑块滑动安装于右横向滑槽内,右横向滑槽引导右横向滑块沿右横向水平方向移动,下纵向滑块滑动安装于下纵向滑槽内,下纵向滑槽引导下纵向滑块沿下纵向竖直方向移动。
12.作为本发明一体成型吉他生产工艺的一种优选方案,所述公模板下方安装琴头上成型块,母模板上方安装琴头下成型块,琴头成型槽由琴头上成型块与琴头下成型块盖合形成,琴头成型槽内安装旋钮孔凸柱,琴头在琴头成型槽成型时旋钮孔凸柱插入琴头成型出琴头旋钮孔。
13.作为本发明一体成型吉他生产工艺的一种优选方案,在步骤
②
中,气囊充气方式分为五次充气,第一次充气气压为0.4~0.5kg/c
㎡
、时间为5~6秒,第二次充气气压为3~4kg/c
㎡
、时间为300~305秒,第三次充气气压为8~9kg/c
㎡
、时间为600~605秒,第四次充气气压为12~13kg/c
㎡
、时间为1200~1205秒,第五次充气气压为0.1~0.2kg/c
㎡
、时间为5~6秒。
14.作为本发明一体成型吉他生产工艺的一种优选方案,在步骤
②
中,对一体成型模具施加压力为90~100吨、加热温度为150~160℃。
15.一体成型吉他,由上述一体成型吉他生产工艺制成。
16.本发明的有益效果:生产工艺步骤合理,吉他主体在一体成型模具内一次成型制得,保证琴头、琴颈、琴桶加工精密度和平整度,提高产品质量,提高生产效率,而且可通过调节包卷碳纤维布的厚度、纤维角度来实现吉他局部补强满足不同规格吉他要求,使用范围广。
附图说明
17.图1是吉他主体的立体图;
18.图2是本发明的工艺流程图
19.图3是本发明的一体成型模具的立体图;
20.图4是本发明的母模板与琴桶滑块的立体图;
21.图5是本发明的琴桶滑块的立体图;
22.图6是本发明的母模板的立体图;
23.图7是本发明的各滑块滑动方向的示意图;
24.图8是本发明的公模板、母模板、琴头上成型块、琴头下成型块相配合的立体图;
25.图9是本发明的琴头上成型块与琴头下成型块盖合时的立体图;
26.图10是本发明的旋钮孔凸柱安装实施方式一的立体图;
27.图11是本发明的旋钮孔凸柱安装实施方式二的立体图。
具体实施方式
28.下面结合附图,对本发明的具体实施方式做进一步说明:
29.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了
便于描述本发明和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本发明中的具体含义。
31.如图2和3所示,一体成型吉他生产工艺,依次包括以下步骤,
32.①
包料,气囊1外侧包卷碳纤维布,初步包出类似吉他形状;
33.②
入模成型,将包好碳纤维布的气囊1放入一体成型模具内,模具合模后往气囊1内部充气,气囊1涨大使碳纤维布充分填充到一体成型模具内,对一体成型模具加压加热,碳纤维布熔融一体紧密固化成型出吉他主体;
34.③
脱模下料,取出一体成型模具内的吉他主体,去除吉他主体毛刺,气囊1放气体积缩小然后被取出得到完整的吉他主体。
35.具体的,在步骤
①
中,气囊1外侧包卷多层碳纤维布,不同层碳纤维布具有不同厚度、纤维角度实现局部补强,例如多层碳纤维布层包括从上而下叠放的第一层、第二层、第三层,第一层是3k编织布,第二层是纤维角度为0度的碳纤维布,第三层为纤维角度为45度的碳纤维布。还例如多层碳纤维布层包括从上而下叠放的第一层、第二层、第三层、第四层、第五层、第六层、第七层,第一层是纤维角度为45度的碳纤维布,第二层是纤维角度为30度的碳纤维布,第三层是纤维角度为0度的碳纤维布,第四层是纤维角度为90度的碳纤维布,第五层是纤维角度为60度的碳纤维布,第六层是3k编织布,第七层是1k编织布。上述的3k编织布是每束碳纱由3000根纤维交叉编织成的布纹,种类有3k平织,3k斜织等,简称3k;1k编织布是每束碳纱由1000根纤维交叉编织成的布纹,种类有1k平织,1k斜织等,简称1k;纤维角度指的是碳纤维布在产品主荷载上的纤维方向,通过排列碳纤维布卷绕分布呈井、米、丰等等形状来调节局部厚度也可实现局部补强。
36.如图3和4所示,一体成型模具包括公模板2和母模板3,公模板2盖合母模板3,母模板3内部设有琴头成型槽31、琴颈成型槽32、琴桶成型槽33,琴头成型槽31连通琴颈成型槽32,琴颈成型槽32连通琴桶成型槽33,气囊1放入到琴颈成型槽32、琴桶成型槽33中,当公模板2、母模板3合模后加压加热时,碳纤维布会熔化充满在气囊1与琴头成型槽31、琴颈成型槽32、琴桶成型槽33之间形成的空隙中,然后成型出吉他主体。
37.如图4和5所示,母模板3内安装琴桶滑块4,琴桶滑块4包括按照方位分布的左斜向滑块41、右斜向滑块42、左横向滑块43、右横向滑块44、下纵向滑块45,左斜向滑块41、右斜向滑块42、左横向滑块43、右横向滑块44、下纵向滑块45围绕形成琴桶成型槽33,吉他脱模时琴桶滑块移动方便吉他琴桶脱离琴桶成型槽33。
38.如图6和7所示,母模板3设有左斜向滑槽34、右斜向滑槽35、左横向滑槽36、右横向滑槽37、下纵向滑槽38,左斜向滑块41滑动安装于左斜向滑槽34内,右斜向滑块43滑动安装于右斜向滑槽35内,左横向滑块43滑动安装于左横向滑槽36内,右横向滑块44滑动安装于右横向滑槽37内,下纵向滑块45滑动安装于下纵向滑槽38内,当需要取放气囊1时,左斜向滑槽34引导左斜向滑块41沿左斜上方向移动,右斜向滑槽35引导右斜向滑块43沿右斜上方
向移动,左横向滑槽36引导左横向滑块43沿左横向水平方向移动,右横向滑槽37引导右横向滑块44沿右横向水平方向移动,下纵向滑槽38引导下纵向滑块45沿下纵向竖直方向移动,从而方便气囊1放入和产品脱模,另外,下纵向滑块45设有便于气囊1的气嘴1a伸出的气孔,气囊1外侧包覆碳纤维布后初步成型出吉他形状然后放入琴颈成型槽32、琴桶成型槽33中,气囊1的气嘴1a从下纵向滑块45的气孔伸出,往气囊1内部充气使气囊1涨大碳纤维布完全填充到模具间隙,放气时也可从此处放气使气囊缩小从此处取出气囊。
39.如图8和9所示,公模板2下方安装琴头上成型块5,母模板3上方安装琴头下成型块6,琴头成型槽31由琴头上成型块5与琴头下成型块6盖合形成,琴头成型槽21内安装旋钮孔凸柱7,琴头在琴头成型槽21成型时旋钮孔凸柱7插入琴头成型出琴头旋钮孔。如图10所示,旋钮孔凸柱7安装实施方式一:旋钮孔凸柱7上端固定安装于琴头上成型块5,琴头下成型块6设有与旋钮孔凸柱7位置相对应的避位孔8,琴头上成型块5与琴头下成型块6盖合时旋钮孔凸柱7下端插入避位孔8内,此时旋钮孔凸柱7就位于琴头成型槽31内,琴头成型时即可成型出旋钮孔。如图11所示,旋钮孔凸柱7安装实施方式二:旋钮孔凸柱7下端固定安装于琴头下成型块5,琴头上成型块6设有与旋钮孔凸柱位置相对应的避位孔8,琴头上成型块5与琴头下成型块6盖合时旋钮孔凸柱5上端插入避位孔8内,此时旋钮孔凸柱7就位于琴头成型槽31内,琴头成型时即可成型出旋钮孔。
40.具体的,在步骤
②
中,气囊充气方式分为五次充气,第一次充气气压为0.4~0.5kg/c
㎡
、时间为5~6秒,第二次充气气压为3~4kg/c
㎡
、时间为300~305秒,第三次充气气压为8~9kg/c
㎡
、时间为600~605秒,第四次充气气压为12~13kg/c
㎡
、时间为1200~1205秒,第五次充气气压为0.1~0.2kg/c
㎡
、时间为5~6秒,多段脉冲式充气利于产品成型,另外,在步骤
②
中对一体成型模具施加压力为90~100吨、加热温度为150~160℃。
41.一体成型吉他,由上述一体成型吉他生产工艺制成。
42.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。