用于上落粉式slm设备的粉仓内壁即时清洁装置及方法
技术领域
1.本发明涉及增材制造领域,具体涉及一种用于上落粉式slm设备的粉仓内壁即时清洁装置及方法。
背景技术:
2.金属slm是增材制造技术研究与开发的一个重点方向,市面上现有的上落粉式slm设备的粉仓在使用过程中往往会出现以下情况:一、粉仓内粉末量逐渐减少的同时,会有相当一部分金属粉末粘附在粉仓内壁上,不但不能将金属粉末的利用最大化,而且现有设备的粉仓设计需要在工件打印完成后将粉仓顶盖打开,手动清洁粉仓内壁,耗时耗力,另外很难清洁干净;二、附着在粉仓内壁的金属粉末长时间会局部结块,slm设备开启的过程中难免会有鼓风机、真空泵等运行造成的振动,结块粉末若掉落到粉床,会造成成型后的工件局部尺寸误差较大且致密度和强度异常;三、slm设备在完成一种材料的工件成型后,如若更换粉末,附着在粉仓内壁的前一种材料会与后一种材料出现混粉现象,粉床内出现杂质会导致局部开裂、翘曲,严重工件的局部成型质量。
技术实现要素:
3.本发明的目的在于提供一种用于上落粉式slm设备的粉仓内壁即时清洁装置及方法,伴随工件的成型过程,智能化即时清洁附着在粉仓内壁的金属粉末,大大提高金属粉末的利用率,避免局部致密度和强度异常,减少成型件开裂、翘曲,显著提高工件的成型质量。
4.为了达到上述的目的,本发明提供一种用于上落粉式slm设备的粉仓内壁即时清洁装置,包括粉末深度测量部分和清洁部分;粉末深度测量部分包括第一密封箱体、粉末深度测量计升降机构和粉末深度测量计;清洁部分包括第二密封箱体、清洁毛刷装置组件运动机构和清洁毛刷装置组件;清洁毛刷装置组件包括第一运动装置、第二运动装置和清洁装置分组件;第一密封箱体和第二密封箱体设置在粉仓的上端面上;第一密封箱体装载粉末深度测量计升降机构,粉末深度测量计与粉末深度测量计升降机构连接,粉末深度测量计升降机构用于驱动粉末深度测量计深入粉仓内粉末中或收纳于第一密封箱体内;第二运动装置与第一运动装置连接,清洁装置分组件与第二运动装置连接;第二密封箱体装载清洁毛刷装置组件运动机构,第一运动装置与清洁毛刷装置组件运动机构连接;第二运动装置用于驱动清洁装置分组件转动,使清洁装置分组件处于放开或收起状态;第一运动装置用于驱动清洁装置分组件沿粉仓径向方向移动;清洁毛刷装置组件运动机构用于驱动清洁毛刷装置组件转动,清洁粉仓内壁;所述清洁装置分组件清洁范围可调。
5.上述用于上落粉式slm设备的粉仓内壁即时清洁装置,其中,清洁装置分组件包括第三伺服电机、壳体、第三减速器、分组件丝杆螺母、分组件丝杆、分组件轴承组件、分组件导向轴和分组件导向轴环;第三伺服电机设置在壳体的上端面上,第三伺服电机的端头伸入壳体内与第三减速器连接;分组件丝杆一端与第三减速器相连,分组件丝杆另一端通过分组件轴承组件安装在壳体上;分组件丝杆螺母套在分组件丝杆上;分组件导向轴竖直安
装在壳体内;分组件导向轴环套在分组件导向轴上,分组件丝杆螺母与分组件导向轴环连接;清洁毛刷装置组件包括两个以上清洁装置分组件,并排设置;后一清洁装置分组件的壳体通过连接杆与前一清洁装置分组件的分组件丝杆螺母相连,最前的清洁装置分组件与与第二运动装置连接;各清洁装置分组件的壳体的正面设有毛刷组,最后的清洁装置分组件的壳体底部设有毛刷组。
6.上述用于上落粉式slm设备的粉仓内壁即时清洁装置,其中,粉末深度测量计升降机构包括第一电机、第一联轴器、滚珠丝杆、滚珠丝杆螺母、粉末深度测量计连接板、导向轴环和导向轴;第一电机设置在第一密封箱体上表面上,第一电机的端头伸入第一密封箱体内与第一联轴器连接;第一联轴器连接滚珠丝杆,滚珠丝杆上装有滚珠丝杆螺母,粉末深度测量计通过粉末深度测量计连接板与滚珠丝杆螺母连接,导向轴竖直安装在第一密封箱体内,导向轴环套在导向轴上,导向轴环与滚珠丝杆螺母相连。
7.上述用于上落粉式slm设备的粉仓内壁即时清洁装置,其中,清洁毛刷装置组件运动机构包括第二电机、第二联轴器、连接轴和轴承组件;第二电机设置在第二密封箱体的上表面;第二电机的端头伸入第二密封箱体内与第二联轴器连接,轴承组件嵌在粉仓的上端面内,连接轴一端与第二联轴器连接,连接轴另一端穿过轴承组件与粉仓内的清洁毛刷装置组件的第一运动装置相连。
8.上述用于上落粉式slm设备的粉仓内壁即时清洁装置,其中,第一运动装置包括支撑杆、第一电机支撑板、第一伺服电机、同步带、同步轮和第一减速器;第二运动装置包括同步带压板组件、第二电机支撑板、第二伺服电机、第二减速器、嵌入式轴承组件、旋转驱动轴、旋转驱动轴连接块和支撑u型板;支撑杆一端与清洁毛刷装置组件运动机构可拆卸连接,支撑杆另一端连接第一电机支撑板,第一伺服电机安装在第一电机支撑板上,第一伺服电机的端头连接第一减速器,支撑杆两端分别装有一同步轮,第一减速器与其中一个同步轮相连,同步带与两个同步轮连接;第二电机支撑板通过同步带压板组件与同步带相连,第二伺服电机安装在第二电机支撑板上,第二伺服电机的端头与第二减速器连接;嵌入式轴承组件安装在第二电机支撑板上,旋转驱动轴一端穿过嵌入式轴承组件与第二减速器相连,旋转驱动轴另一端与旋转驱动轴连接块连接,支撑u型板与旋转驱动轴连接块连接。
9.本发明提供的另一技术方案是一种上落粉式slm设备粉仓内壁即时清洁方法,采用上述粉仓内壁即时清洁装置;该即时清洁方法包括清洁工序和工件成型工序,清洁工序与工件成型工序交替进行,由工件成型工序起步;工件成型工序中,清洁毛刷装置组件处于收起状态,粉末深度测量计升降机构驱动粉末深度测量计深入粉仓内粉末中,由粉末深度测量计测量粉末上表面高度的变化,当粉末上表面高度变化达到判定条件,暂停工件成型工序,转换到清洁工序;清洁工序中,粉末深度测量计收纳于第一密封箱体内,放开清洁毛刷装置组件,清洁毛刷装置组件运动机构驱动清洁毛刷装置组件旋转,对粉仓内壁进行清洁。
10.上述上落粉式slm设备粉仓内壁即时清洁方法,其中,清洁区域不同,清洁工序不同,具体如下:工件成型工序起步后,当粉末深度测量计测量到粉末上表面与清洁毛刷装置组件的距离刚刚超过l时,进行第一次清洁:清洁毛刷装置组件放开,清洁毛刷装置组件的各清洁装置分组件处于同一高度,清洁毛刷装置组件的毛刷与粉仓上半部分圆柱形内壁贴合,清洁毛刷装置组件运动机构驱动清洁毛刷装置组件旋转,对粉仓上半部分圆柱形内壁
进行清洁;第一次清洁完成后,清洁毛刷装置组件收起,转换到工件成型工序;后续每当粉末上表面高度下降
△
h就进行一次清洁;清洁粉仓上半部分圆柱形内壁时,清洁毛刷装置组件的毛刷与粉仓上半部分圆柱形内壁贴合,根据清洁区域的高度,中央控制器控制各清洁装置分组件之间在粉仓轴线方向上相对移动,使得清洁毛刷装置组件的毛刷长度与清洁区域高度相匹配;清洁粉仓下半部分圆锥形内壁时,中央控制器通过控制第一运动装置控制各清洁装置分组件沿粉仓径向移动,并控制各清洁装置分组件之间在粉仓轴线方向上相对移动,使得清洁毛刷装置组件的毛刷长度与清洁区域高度相匹配;l为单个清洁装置分组件的清洁范围,
△
h为预先设定的高度变化范围。
11.与现有技术相比,本发明的有益技术效果是:
12.本发明提供一种用于上落粉式slm设备的粉仓内壁即时清洁装置与方法,首先能够在工件成型过程中智能化即时清洁附着在粉仓内壁的金属粉末,大大提高金属粉末的利用率,然后能够避免附着在粉仓内壁的金属粉末长时间出现局部结块,掉落到粉床影响成型后工件的局部致密度和强度异常,最后能够避免slm设备更换粉末时混粉现象的发生,减少成型件开裂、翘曲。这三方面的优化能够显著提高工件的成型质量。
附图说明
13.本发明的用于上落粉式slm设备的粉仓内壁即时清洁装置及方法由以下的实施例及附图给出。
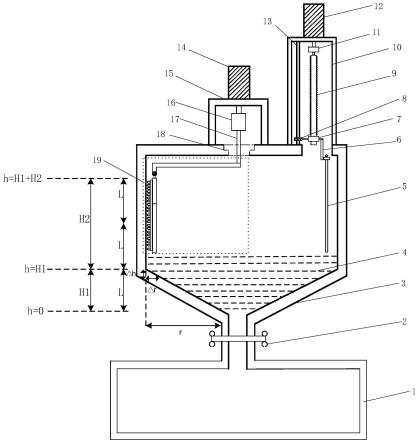
14.图1为本发明实施例中用于上落粉式slm设备的粉仓内壁即时清洁装置示意图,图中清洁装置处于放开状态,正清洁粉仓圆柱形内壁。
15.图2为本发明实施例中用于上落粉式slm设备的粉仓内壁即时清洁装置示意图,图中清洁装置处于处于收起状态。
16.图3为本发明实施例中用于上落粉式slm设备的粉仓内壁即时清洁装置示意图,图中清洁装置处于放开状态,正清洁粉仓圆锥形内壁。
17.图4为本发明实施例中清洁毛刷装置组件结构示意图。
18.图5为本发明实施例中清洁毛刷装置组件后视图。
19.图6为本发明实施例中清洁装置分组件后视图。
具体实施方式
20.以下将结合图1~图6对本发明的用于上落粉式slm设备的粉仓内壁即时清洁装置及方法作进一步的详细描述。
21.图1所示为本发明实施例中用于上落粉式slm设备的粉仓内壁即时清洁装置示意图,图中清洁装置处于放开状态,正清洁粉仓圆柱形内壁;图2所示为本发明实施例中用于上落粉式slm设备的粉仓内壁即时清洁装置示意图,图中清洁装置处于处于收起状态;图3所示为本发明实施例中用于上落粉式slm设备的粉仓内壁即时清洁装置示意图,图中清洁装置处于放开状态,正清洁粉仓圆锥形内壁。
22.参见图1,上落粉式slm设备的粉仓系统包括真空箱体1、粉仓3和真空球阀2;所述真空箱体1为工件的成型提供惰性气体环境;所述粉仓3上半部分呈圆柱体状,下半部分呈圆锥体状;粉仓3与真空箱体1通过螺钉与密封o型圈实现密封连接,粉仓3与真空箱体1之间
设置有真空球阀2,此真空球阀2为电磁驱动,与中央控制器相连,用以控制粉仓3内金属粉末向真空箱体1的流入量。
23.本实施例的用于上落粉式slm设备的粉仓内壁即时清洁装置包括粉末深度测量部分和清洁部分;粉末深度测量部分包括第一密封箱体10、粉末深度测量计升降机构和粉末深度测量计5;清洁部分包括第二密封箱体15、清洁毛刷装置组件运动机构和清洁毛刷装置组件。
24.粉仓3的上端面设有第一密封箱体10和第二密封箱体15;粉仓3的上端面开设窗口,第一密封箱体10内部通过该窗口与粉仓3内部连通,第一密封箱体10通过螺钉与密封o型圈与粉仓3的上端面连接,第一密封箱体10中设置粉末深度测量计升降机构;第二密封箱体15通过螺钉与密封o型圈与粉仓3的上端面连接,第二密封箱体15中设置清洁毛刷装置组件运动机构。
25.继续参照图1,粉末深度测量计升降机构包括第一电机12、第一联轴器11、滚珠丝杆9、滚珠丝杆螺母7、粉末深度测量计连接板6、导向轴环8和导向轴13;第一电机12设置在第一密封箱体10上表面上,与第一密封箱体10之间密封连接,第一电机12的端头伸入第一密封箱体10内与第一联轴器11连接;第一联轴器11连接滚珠丝杆9,滚珠丝杆9上装有滚珠丝杆螺母7,粉末深度测量计5通过粉末深度测量计连接板6与滚珠丝杆螺母7连接,导向轴13竖直安装在第一密封箱体10内,导向轴环8套在导向轴13上,导向轴环8与滚珠丝杆螺母7相连。第一电机12带动滚珠丝杆9转动,从而驱动滚珠丝杆螺母7沿滚珠丝杆9上下移动,进而带动粉末深度测量计5在竖直方向上下移动,粉末深度测量计5向上移动的最大距离可使粉末深度测量计5完全置于第一密封箱体10内,这样可以在清洁毛刷装置组件运动时,避免产生干涉。
26.参照图1,清洁毛刷装置组件运动机构包括第二电机14、第二联轴器16、连接轴17和轴承组件18;第二电机14设置在第二密封箱体15的上表面,与第二密封箱体15之间密封连接;第二电机14的端头伸入第二密封箱体15内与第二联轴器16连接,轴承组件18嵌在粉仓3的上端面内,连接轴17一端与第二联轴器16连接,连接轴17另一端穿过轴承组件18与粉仓3内的清洁毛刷装置组件19相连。第二电机14通过连接轴17实现清洁毛刷装置组件19的转动,进而完成对粉仓内壁附着金属粉末的清洁。
27.图4所示为本发明实施例中清洁毛刷装置组件结构示意图;图5所示为本发明实施例中清洁毛刷装置组件后视图。
28.参照图4,清洁毛刷装置组件19包括支撑杆19-1、第一电机支撑板19-5、第一伺服电机19-6、同步带19-2、同步带压板组件19-3、同步轮19-4、第一减速器19-14、第二电机支撑板19-8、第二伺服电机19-9、第二减速器19-10、嵌入式轴承组件19-11、旋转驱动轴19-12、旋转驱动轴连接块19-16、支撑u型板19-15和清洁装置分组件19-7;
29.支撑杆19-1一端与连接轴17可拆卸连接,支撑杆19-1另一端连接第一电机支撑板19-5,第一伺服电机19-6的底部安装在第一电机支撑板19-5上,第一伺服电机19-6的端头连接第一减速器19-14,支撑杆19-1两端分别装有一同步轮19-4,第一减速器19-14与其中一个同步轮19-4相连,同步带19-2与两个同步轮19-4连接;第二电机支撑板19-8通过同步带压板组件19-3与同步带19-2相连,第二伺服电机19-9的底部安装在第二电机支撑板19-8上,第二伺服电机19-9的端头与第二减速器19-10连接;嵌入式轴承组件19-11安装在第二
电机支撑板19-8上,旋转驱动轴19-12一端穿过嵌入式轴承组件19-11与第二减速器19-10相连,旋转驱动轴19-12另一端与旋转驱动轴连接块19-16连接,支撑u型板19-15与旋转驱动轴连接块19-16连接;当清洁毛刷装置组件19包含两个以上清洁装置分组件19-7,各清洁装置分组件19-7并排设置,其中,一清洁装置分组件19-7与支撑u型板19-15连接,其余清洁装置分组件19-7依次相连,离支撑u型板19-15最远的清洁装置分组件19-7的底部设有毛刷组19-13。
30.中央控制器通过控制第一伺服电机19-6带动清洁毛刷装置组件19在水平方向上的运动,同时还能通过控制第二伺服电机19-9带动清洁装置分组件19-7实现放开状态与收起状态的切换。
31.图6所示为本发明实施例中清洁装置分组件后视图。
32.参照图6,清洁装置分组件19-7包括第三伺服电机19-7-1、壳体19-7-2、第三减速器19-7-3、分组件丝杆螺母19-7-4、分组件丝杆19-7-5、分组件轴承组件19-7-6、分组件导向轴19-7-7、分组件导向轴环19-7-8以及毛刷;
33.毛刷固定于壳体19-7-2的正面,毛刷数量可以是多个,多个毛刷并排设置将壳体19-7-2的正面铺满,相邻两毛刷之间的距离为10mm~15mm;第三伺服电机19-7-1设置在壳体19-7-2的上端面上,第三伺服电机19-7-1的端头伸入壳体19-7-2内与第三减速器19-7-3连接;分组件丝杆19-7-5一端与第三减速器19-7-3相连,分组件丝杆19-7-5另一端通过分组件轴承组件19-7-6安装在壳体19-7-2上;分组件丝杆螺母19-7-4套在分组件丝杆19-7-5上;分组件导向轴19-7-7竖直安装在壳体19-7-2内;分组件导向轴环19-7-8套在分组件导向轴19-7-7上,分组件丝杆螺母19-7-4与分组件导向轴环19-7-8连接。
34.参见图5,一清洁装置分组件19-7的壳体19-7-2与支撑u型板19-15相连,其第三伺服电机19-7-1位于支撑u型板19-15内,与该清洁装置分组件19-7相邻的清洁装置分组件,其壳体19-7-2通过连接杆与该清洁装置分组件19-7的分组件丝杆螺母19-7-4相连。
35.本实施例中,清洁毛刷装置组件19包含三个清洁装置分组件19-7,如图5,分别记为清洁装置分组件a、清洁装置分组件b和清洁装置分组件c,中央控制器通过控制清洁装置分组件c和清洁装置分组件b的第三伺服电机19-7-1实现清洁装置分组件b和清洁装置分组件a在竖直方向上的运动。如图1,设粉仓3上半部分圆柱形内壁需要清洁区域的竖直高度为h2,单个清洁装置分组件的清洁范围为l,h2=2l,这样,保持清洁装置分组件c不动,将清洁装置分组件b完全移动到最下端时,固定于三个清洁装置分组件正面的毛刷的清洁范围可以完全覆盖粉仓3上半部分圆柱形内壁。分组件丝杆19-7-5的运动精度为0.2mm。
36.参照图3和图5,粉仓3上半部分圆柱形内壁的粉末清洁完成后,中央控制器控制清洁装置分组件b的第三伺服电机19-7-1驱动清洁装置分组件a向下移动,同时中央控制器控制第一伺服电机19-6带动三个清洁装置分组件在水平方向上向粉仓3中轴线运动,利用清洁装置分组件a的壳体19-7-2的下表面设置的毛刷组19-13可以清洁粉仓3下半部分圆锥形内壁。同步带19-2的运动精度同样为0.2mm。
37.使用上述清洁装置清洁粉仓料箱内壁金属粉末的方法包括以下步骤:
38.1)启动上落粉式slm设备,中央控制器向第一伺服电机19-6发出控制指令,通过第一减速器19-14驱动一同步轮19-4转动,从而驱动同步带19-2运动,进而带动三个并排设置的清洁装置分组件19-7水平移动远离粉仓3中轴线的最远端;中央控制器向第二伺服电机
19-9发出控制指令,通过第二减速器19-10驱动旋转驱动轴19-12转动,从而带动三个并排设置的清洁装置分组件19-7转动,使三个并排设置的清洁装置分组件19-7转动到水平位置;中央控制器向清洁装置分组件a和清洁装置分组件b的第三伺服电机19-7-1发出控制指令,使三个清洁装置分组件19-7两两之间没有高度差,清洁毛刷装置组件19处于完全收起状态;
39.2)中央控制器向第一电机12发出控制指令,带动粉末深度测量计5在竖直方向下移动到最大深度,中央控制器向真空球阀2发出控制指令,使真空球阀2处于完全关闭状态;向粉仓3内加粉,直至粉末上表面位于清洁毛刷装置组件19的下方,距离为5mm~10mm;通过粉末深度测量计5监测粉仓3内的粉末深度并显示在中央控制屏;
40.3)等到真空箱体1内的气氛环境达到标准之后,中央控制器向真空球阀2发出控制指令,使真空球阀2处于打开状态,工件成型过程开启;随着成型过程的持续进行,粉仓3内粉末量逐渐变少,当粉末上表面与清洁毛刷装置组件19的距离刚刚超过l时,中央控制器向第一电机12发出控制指令,带动粉末深度测量计5在竖直方向上向上移动,直到粉末深度测量计5完全置于第一密封箱体10内,这样可以在后续清洁毛刷装置组件19运动时,避免产生干涉;
41.4)中央控制器向第二伺服电机二19-9发出控制指令,带动三个并排设置的清洁装置分组件转动到竖直位置,此时安装于清洁装置分组件19-7的壳体19-7-2正面的毛刷刚好接触到粉仓3上半部分圆柱形内壁;中央控制器向第二电机14发出控制指令,带动三个并排设置的清洁装置分组件旋转,这样毛刷能够对粉仓3上半部分圆柱形内壁实现清洁,转动5~10圈后,中央控制器向第二伺服电机二19-9发出控制指令,停止转动,此时,清洁区域在竖直方向上的高度为l;
42.5)中央控制器向第二伺服电机19-9发出控制指令,带动三个并排的清洁装置分组件转动到水平位置;中央控制器向第一电机12发出控制指令,带动粉末深度测量计5在竖直方向下移动到最大深度,粉末深度测量计5监测粉仓3内的粉末深度并显示在中央控制屏;工件成型过程继续进行,粉仓3内的粉末量继续变少,当粉末上表面下降
△
h时,粉末上表面相比最初降低了l
△
h,中央控制器向第二伺服电机二19-9发出控制指令,带动三个并排设置的清洁装置分组件转动到竖直位置;中央控制器向清洁装置分组件c的第三伺服电机19-7-1发出控制指令,带动清洁装置分组件a和清洁装置分组件b下降
△
h,然后中央控制器向第一电机12发出控制指令,带动粉末深度测量计5移动到第一密封箱体10内;中央控制器向第二电机14发出控制指令,带动三个清洁装置分组件转动5~10圈后停止;
43.中央控制器向第一电机12发出控制指令,带动粉末深度测量计5在竖直方向下移动到最大深度,粉末深度测量计5监测粉仓3内的粉末深度并显示在中央控制屏;当粉末上表面继续下降
△
h后,重复上述操作直到粉末上表面相比最初降低2l,完成粉仓3上半部分圆柱形内壁的清洁;
44.6)工件成型过程继续进行,中央控制器向第一电机12发出控制指令,带动粉末深度测量计5在竖直方向下移动到最大深度,粉末深度测量计5监测粉仓3内的粉末深度并显示在中央控制屏;当粉末上表面继续下降
△
h后,粉末上表面已处于粉仓3圆柱体与圆锥体交界处以下,中央控制器向第一伺服电机19-6发出控制指令,带动三个清洁装置分组件向粉仓3中轴线移动
△
r,然后中央控制器向第一电机12发出控制指令,带动粉末深度测量计5
移动到第一密封箱体10内;中央控制器向第二电机14发出控制指令,带动三个清洁装置分组件转动5~10圈后停止,此时固定于清洁装置分组件a底部的毛刷组19-13可对粉仓3下半部分圆锥形内壁进行清洁;中央控制器向第一电机12发出控制指令,带动粉末深度测量计5在竖直方向下移动到最大深度,粉末深度测量计5监测粉仓3内的粉末深度并显示在中央控制屏;随着工件成型过程的继续进行,粉末上表面继续下降
△
h,重复以上操作,完成粉仓3下半部分圆锥形内壁的清洁。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。