1.本实用新型涉及风标制动器技术领域,更具体地说,它涉及一种多个释放杆多工位加工工装。
背景技术:
2.释放杆的侧边开有释放轴孔,释放杆的一端可以插入释放手柄,释放杆通过风标调节螺母固定在竖直设置的释放螺杆上,释放杆与释放手柄、释放轴和释放螺杆配合使用。
3.释放杆上轴孔、螺杆孔的加工和外表面的打磨,以往都是通过手动加工的方式进行生产制作,所以相对来说,手工制作的产品的精度和质量难以统一,并且其产品的产率较低。
4.由于传统的释放杆的生产是通过手工的方式进行,所以成品释放杆存在质量和精度不准确和不达标的问题,同时释放杆的生产效率较低,无法满足企业持续售出的需求。
技术实现要素:
5.本实用新型的目的是提供一种多个释放杆多工位加工工装,解决释放杆的质量不统一、精度较低,生产效率低的问题。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种多个释放杆多工位加工工装,所述工装包括板体,板体上设有中心孔和四个定位型腔,所述中心孔位于板体中心位置,且四个定位型腔位于中心孔四周两两相对设置,所述定位型腔侧壁螺纹贯穿设有螺栓,所述螺栓可从定位型腔侧壁横着向定位型腔内延申,且定位型腔底板向下贯穿设有避空孔。
7.本实用新型的原理:先将待加工的释放杆安装在定位型腔内,然后通过定位型腔侧壁螺纹连接的螺栓向加工槽内延伸,螺栓可将释放杆抵紧,确保x轴方向的定位精度;y轴方向同样可调。传动轴经中心孔可与动力源连接,传动轴的另一端与压板连接,传动轴驱动压板,带动压头夹紧释放杆,固定好释放杆即可对释放杆进行加工。
8.进一步,所述中心孔两侧对称设有销子螺纹孔。当传动轴一端与动力源连接,动力源带动传动轴旋转,进而导致压板旋转,就会出现夹紧不可靠的问题,在中心孔前后两端设销子螺丝孔,安装销子,使板体与传动轴之间固定、夹紧可靠。
9.进一步,单个所述定位型腔远离中心孔的一端设有螺栓孔。单个工装可以一次性装夹四件产品,相较于以前的手工制作,提高了生产效率,中心孔和螺栓孔分别位于定位型腔的两端。压板的压力从定位型腔上方将释放杆向下压住,通过螺栓孔内安装螺栓,压板可通过螺栓进行限位,进一步将释放杆紧固在加定位型腔内。
10.进一步,所述定位型腔内竖向设有第一凸台和第二凸台,所述第一凸台和第二凸台分别位于避空孔两侧,所述第一凸台和第二凸台与定位型腔侧壁之间均留有间隙,且第一凸台和第二凸台同高。第一凸台和第二凸台用以支撑释放杆,方便对释放杆侧面进行加工,在实际进行加工的过程中,释放杆与刀面的接触位置持续处于高温状态,通常在加工的
同时会用冷却水进行冷却,加工水可以从第一凸台和第二凸台与加工槽侧壁之间的间隙中流出,再通过加工孔排出,加工产生的废屑可以通过间隙进行缓冲,然后通过避空孔排出。
11.进一步,单个所述螺栓孔与定位型腔之间还设有螺丝通孔。螺丝通孔可确保y轴方向产品定位精度,通过将相应尺寸的螺丝固定在螺丝孔内,横向将释放杆固定在定位型腔内,螺丝通孔与螺栓配合形成“十”字结构,在x和y方向将释放杆固定在定位型腔内。
12.进一步,所述板体上与定位型腔相对一面还设有键槽,所述键槽位于两个螺栓孔之间设置。在实际加工生产时,板体需要与设备加工平台进行固定,
13.综上所述,本实用新型具有以下有益效果:本实用新型可以与自动化动力源连接,相较于原来的手工操作生产,一方面可以使产品的质量保持一致,还可以通过自动化设备的精准定位和加工来提高产品的质量;结合工装的结构设计,本实用新型提供的工装一次性可以装夹四件产品,提高了生产效率,更有利于大规模的工业化生产。
附图说明
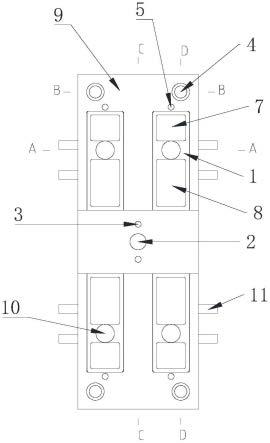
14.图1是本实用新型实施例的俯视图;
15.图2是本实用新型实施例的侧视图;
16.图3是本实用新型实施例c-c剖视图;
17.图4是本实用新型实施例d-d剖视图;
18.图5是本实用新型实施例a-a剖视图;
19.图6是本实用新型实施例b-b剖视图。
20.图中:1、定位型腔;2、中心孔;3、销子螺纹孔;4、螺栓孔;5、螺丝通孔;6、键槽;7、第一凸台;8、第二凸台;9、板体;10、避空孔;11、螺栓。
具体实施方式
21.以下结合附图1-6对本实用新型作进一步详细说明。
22.实施例
23.一种多个释放杆多工位加工工装,工装包括板体9,板体9为矩形结构,板体9上机加工有中心孔2和四个定位型腔1,中心孔2贯穿板体9中心位置,且四个定位型腔1位于中心孔2四周两两相对设置,定位型腔1为向下沉的矩形结构,定位型腔1侧壁螺纹贯穿有螺栓11,螺栓11可从定位型腔1侧壁横着向定位型腔1延伸,且定位型腔1底板向下贯穿板体9加工有避空孔10。中心孔2两侧对称机加工有贯穿板体9的销子螺纹孔3。当传动轴一端与动力源连接,动力源带动传动轴旋转,进而导致压板旋转,就会出现夹紧不可靠的问题,在中心孔2前后两端设销子螺丝孔,安装销子,使板体9与传动轴之间固定、夹紧可靠。单个定位型腔1远离中心孔2的一端均机加工有螺栓11孔4。单个工装可以一次性装夹四件产品,相较于以前的手工制作,提高了生产效率,中心孔2和螺栓11孔4分别位于定位型腔1的两端。压板的压力从定位型腔1上方将释放杆向下压住,通过螺栓11孔4内安装螺栓11,压板可通过螺栓11进行限位,进一步将释放杆紧固在加定位型腔1内。定位型腔1内竖向一体成型铸造有第一凸台7和第二凸台8,第一凸台7和第二凸台8分别位于避空孔10两侧,第一凸台7和第二凸台8与定位型腔1侧壁之间均留有间隙,且第一凸台7和第二凸台8同高。第一凸台7和第二凸台8用以支撑释放杆,方便对释放杆侧面进行加工,在实际进行加工的过程中,释放杆与
刀面的接触位置持续处于高温状态,通常在加工的同时会用冷却水进行冷却,加工水可以从第一凸台7和第二凸台8与加工槽侧壁之间的间隙中流出,再通过加工孔排出,加工产生的废屑可以通过间隙进行缓冲,然后通过避空孔10排出。单个螺栓11孔4与定位型腔1之间还机加工有贯穿板体9的螺丝通孔5。螺丝通孔5可确保y轴方向产品定位精度,通过将相应尺寸的螺丝固定在螺丝孔内,横向将释放杆固定在定位型腔1内,螺丝通孔5与螺栓11配合形成“十”字结构,在x和y方向将释放杆固定在定位型腔1内。板体9上与定位型腔1相对一面还加工有下沉的矩形的键槽6,键槽6位于两个螺栓11孔4之间设置。在实际加工生产时,板体9需要与设备加工平台进行固定。
24.本设计方案在实际运用时,先将待加工的释放杆安装在定位型腔1内,然后通过定位型腔1侧壁螺纹连接的螺栓11向加工槽内延伸,螺栓11可将释放杆抵紧,确保x轴方向的定位精度;y轴方向通过螺丝通孔5同样可调。传动轴经中心孔2可与动力源连接,传动轴的另一端与压板连接,传动轴驱动压板,带动压头夹紧释放杆,固定好释放杆即可对释放杆进行加工。综上,本实用新型可以与自动化动力源连接,相较于原来的手工操作生产,一方面可以使产品的质量保持一致,还可以通过自动化设备的精准定位和加工来提高产品的质量;结合工装的结构设计,本实用新型提供的工装一次性可以装夹四件产品,提高了生产效率,更有利于大规模的工业化生产。
25.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
