技术特征:
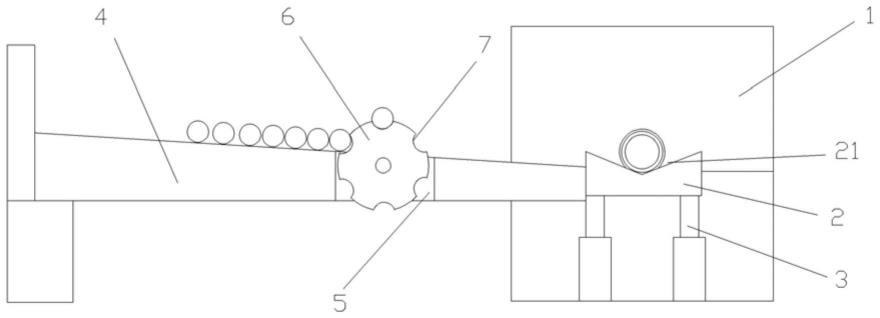
1.一种自动焊接小车的行走装置,包括车体(1),驱动机构,及车体(1)两端底部安装的两对第一驱动轮(3),在车体(1)两端面安有第二导向臂(6),在所述一对第二导向臂(6)的另一端是垂直活动安的垂直臂(7),垂直臂(7)可上下调节移动,在一对垂直臂(7)底部的内侧各安第一导向轮(4),其特征在于:在自动焊接小车车体(1)a、b两侧的两对第一驱动轮(3)之间安有若干对行走轮(27),在车体(1)的两端腔体中各安第二磁力座(40)。2.根据权利要求1所述的一种自动焊接小车的行走装置,其特征在于:第一减速机(45)横向安装固定在车体(1)驱动室(31)中,第一减速机(45)两端对称的轴连接车体(1)a、b两侧的一对第四轴(44)输出动力,所述第一减速机(45)由第一电机(47)带动,在所述一对第四轴(44)上各固定安第三齿轮(43),所述一对第三齿轮(43)则位于车体(1)a、b两侧的各第一轴向筋板(34)与各第二轴向筋板(36)所构成的腔体中,所述一对第四轴(44)活动安于以上所述的各第一轴向筋板(34)与各第二轴向筋板(36)上,车体(1)a、b两侧的各第三齿轮(43)与其两边的一对第二齿轮(42)啮合传动,所述两对第二齿轮(42)的另侧再分别与两对第一齿轮(35)啮合传动,所述两对第一齿轮(35)中心固定安装的两对第一轴(38)的外端轴上,分别固定安两对第一驱动轮(3),所述两对第一轴(38)的各另一端分别活动安在所述的车体(1)a、b两侧的一对第一轴向筋板(34)与一对边板(37)上,所述两对第二齿轮(42)活动安在两对第三轴(41)上,所述两对第三轴(41)分别固定安在所述车体(1)a、b两侧的各第一轴向筋板(34)与第二轴向筋板(36)上,一对第二轴(39)分别固定安在所述的车体(1)a、b两侧的边板(37)与两侧的第二轴向筋板(36)上,各第二轴(39)的外端轴上分别各活动安行走轮(27),所述行走轮(27)至少应有两对,在安有一对第一驱动轮(3)的各第一轴(38)的外端轴上及安有一对行走轮(27)的各第二轴(39)的外端轴上,分别各安链轮(29),在各链轮(29)上安链条(28),以上所述的各齿轮与各轴的活动安装,它们之间可以通过轴承或套活动安装,安在车体(1)两端腔体内的一对第二磁力座(40)的中心旋转轴(32)分别穿出车体(1)两端的端板(33)活动安装,且在穿出端分别各安第二开关旋钮(30),所述第二磁力座(40)在车体(1)轴长方向的长度不超过距其最远的一对行走轮(27)的横向轴线,磁力座也可以有不同的安装方式,在车体(1)两端的腔体内,横向安第一磁力座(24),第一开关旋钮(25)安在车体(1)的b侧,也可以安在车体(1)的a侧,安装第一磁力座(24)或第二磁力座(40)位置的车体(1)的底部可以没有底板,从其四周固定,悬空安装,其底部与第一工件(5)之间有间隙,不接触,且与第一工件(5)之间的间隙距离可以调整,也可以安入车体1两端底部有底板的腔体中,其底板的材料为非铁质材料制成,以上所述车体(1)a、b两侧的齿轮传动结构均相同,所述第一减速机(45)是从车体(1)的轴向中间向其两边对称的齿轮结构传递动力。3.一种自动焊接小车的行走装置,包括车体(1),驱动机构,及车体(1)两端底部安装的两对第一驱动轮(3),在车体(1)两端面安有第二导向臂(6),在所述一对第二导向臂(6)的另一端是垂直活动安的垂直臂(7),垂直臂(7)可上下调节移动,在一对垂直臂(7)底部的内侧各安第一导向轮(4),其特征在于:在自动焊接小车车体(1)a、b两侧的两对第一驱动轮(3)之间安有两对第二驱动轮(13),在车体(1)的两端腔体中各安第二磁力座(40)。4.根据权利要求3所述的一种自动焊接小车的行走装置,其特征在于:一对第二电机(52)分别横向固定安装在车体(1)腔体的中部,它们的输出端分别相反安装,各自对应着车体(1)的a、b两侧的各侧,所述一对第二电机(52)各连接的第二减速机(51)的第五轴(50)上
分别各固定安第五齿轮(49),所述一对第五齿轮(49)与一对第四齿轮(48)啮合传动,所述一对第五齿轮(49)与一对第四齿轮(48)位于驱动室(31)中,在所述车体(1)a、b两侧的一对第四齿轮(48)分别固定安在一对第四轴(44)上,一对第四轴(44)的另端分别固定安一对第三齿轮(43),所述一对第三齿轮(43)分别位于车体(1)a、b两侧的由一对第一轴向筋板(34)与一对第二轴向筋板(36)所构成的一对轴向腔体中,所述一对第四轴(44)也分别固定安在所述各第一轴向筋板(34)与各第二轴向筋板(36)上,所述车体(1)a、b两侧的一对第三齿轮(43)分别与其两侧的两对第九齿轮(57)在以上所述腔体中啮合传动,所述两对第九齿轮(57)的另一侧分别与两对第八齿轮(56)在所述腔体中啮合传动,所述两对第八齿轮(56)的另一侧,分别与两对第七齿轮(54)啮合传动,两对第七齿轮(54)的另一侧分别与两对第六齿轮(53)啮合传动,以上所述的两对第九齿轮(57)活动安在两对第七轴(58)上,两对第七轴(58)的两端分别固定安装在所述车体(1)a、b两侧的一对第一轴向筋板(34)与第二轴向筋板(36)上,以上所述的两对第八齿轮(56)分别固定安在两对第六轴(55)上,两对第六轴(55)的两端分别活动安装在所述的一对第一轴向筋板(34)与第二轴向筋板(36)上,以上所述的两对第七齿轮(54)分别活动安在两对第二轴(39)上,两对第二轴(39)的两端分别固定安装在所述的一对第一轴向筋板(34)与一对第二轴向筋板(36)上,以上所述的两对第六齿轮(53)分别固定安装在两对第一轴(38)上,两对第一轴(38)的两端分别活动安装在所述的一对第一轴向筋板(34)与一对边板(37)上,以上所述两对第六齿轮(53)与两对第八齿轮(56)的规格相同,以上所述各齿轮位于所述腔体的横向各轴中间,以上所述的各齿轮与各轴的活动安装,它们之间可以通过轴承或套活动安装,在所述两对第一轴(38)伸出车体(1)a、b两侧外一端的轴上各固定安第一驱动轮(3),在所述两对第六轴(55)伸出车体(1)a、b两侧外一端的轴上各固定安第二驱动轮(13),以上所述车体(1)a、b两侧的齿轮传动结构相同,以上所述车体(1)a、b两侧的一对第四轴(44)是从车体(1)的轴向中间向其两边对称的齿轮结构传递动力;所述一对第二磁力座(40)的中心旋转轴(32)分别穿出车体(1)两端的端板(33)活动安装,且在穿出端各安第二开关旋钮(30),安装磁力座位置的车体(1)的底部可以没有底板,从其四周固定,悬空安装,其底部与第一工件(5)之间有间隙,不接触,且与第一工件(5)之间的间隙距离可以调整,也可以安入车体(1)两端底部有底板的腔体中,其底板的材料为非铁质材料制成;以上所述的一对第二电机(52)作为驱动力,还可以有不同电机驱动方式,第三电机(59)横向安装在车体(1)的驱动室(31)中,第三电机(59)的一端连接车体(1)一侧的第四轴(44),车体(1)a、b两侧的一对第四轴(44)上分别固定安一对第三齿轮(43),所述一对第三齿轮(43)分别位于车体(1)a、b两侧的由各第一轴向筋板(34)与各第二轴向筋板(36)所构成的各轴向腔体中,所述一对第四轴(44)分别固定安在第一轴向筋板(34)与第二轴向筋板(36)上,所述车体(1)a、b两侧的一对第三齿轮(43)与其两侧的两对第九齿轮(57)在所述腔体中啮合传动,所述一对第三齿轮(43)右侧的一对第九齿轮(57)分别固定安在一根传动轴(60)的两端部,传动轴(60)的两端分别活动安在车体(1)a、b两侧的各第一轴向筋板(34)与各第二轴向筋板(36)上,以上所述车体(1)a、b两侧的对称的腔体中的一对齿轮传动结构均相同,所述第三电机(59)通过一对第四轴(44)从车体(1)的轴向中间向其两边对称的齿轮结构传递动力;
还可以有不同的电机结构,第四电机(90)的两端分别安一对第三减速机(89)做为整体驱动机构,由第三减速机(89)各端输出动力,第四电机(90)也可以是由两台电机尾部相对组成且横向安装于车体(1)的轴向中间。5.根据权利要求1所述的一种自动焊接小车的行走装置,其特征在于:在车体(1)a、b两侧的两对第一驱动轮(3)、两对第二驱动轮(13)上安履带(15),履带(15)由金属材料制作的履带板链节而成,则履带(15)的外表面做成花纹状,以增加与第一工件(5)之间的摩擦糸数,优选铝铅合金材料,它们制造的履带(15),在钢质工件上行走具有比其它金属材料更好的摩擦糸数,及符合本发明的耐高温性能,此时的第一驱动轮(3)、第二驱动轮(13)或行走轮的外径则可以是与金属履带(15)吻合相匹配的齿状。6.根据权利要求1、3所述的一种自动焊接小车的行走装置,其特征在于,在自动焊接小车车体1的底部粘结一层隔热绝热材料(88),使工件5上产生的高温不直接传递到各磁力座上,以保护各磁力座的磁力不衰减,同时保护驱动机构。7.一种自动焊接小车的行走装置。包括车体(1),驱动机构驱动的两对第一驱动轮(3),在车体(1)两侧的两对第一驱动轮(3)之间安有两对第二驱动轮(13),在车体(1)的两端腔体中分别各安第二磁力座(40),其特征在于:一对第二导向臂(6)的一端分别安在自动焊接小车的两端面上,所述一对第二导向臂(6)的另一端伸出车体(1)外,其端头是弯成90度垂直向下的垂直臂(7),在所述一对垂直臂(7)下部的内侧,分别连接导向杆(11)的两端,在导向杆(11)的两端,分别由各端部向中间方向间隔着、水平的依次安第二导向轮(10)、磁铁块(12)、第三导向轮(14),所述磁块(12)是方条形,但不限于方条形,其中间有垂直于其水平面的通孔,用螺栓与导向杆(11)平行连接,导向杆(11)在轴长方向与第一工件(5)的侧面相平行,磁块(12)与导向杆(11)相平行的两侧面之间的厚度小于第二导向轮(10)、第三导向轮(14)的直径,磁块(12)与第一工件(5)或第二工件65的侧面之间有间隙,不接触,所述导向杆(11)两端上的一对第二导向轮(10)及一对第三导向轮(14)的外径与第一工件(5)或第二工件(65)的侧面活动接触;所述车体(1)两端安装的一对第二导向臂(6)的另一端还可以安装不同的结构,所述一对第二导向臂(6)的另一端,垂直活动各安第一升降臂(64),在第一升降臂(64)的下部内侧,分别连接导向杆(11)的两端,在导向杆(11)的两端,分别由各端部向中间方向间隔着、水平的依次安第二导向轮(10)、第三磁力座(61)、第三导向轮(14),第三磁力座(61)与导向杆(11)相平行的两侧面之间的厚度小于第二导向轮(10)、第三导向轮(14)的直径,第三磁力座(61)与第一工件(5)或第二工件(65)的侧面之间有间隙,不接触;所述车体(1)两端安装的一对第二导向臂(6)另一端垂直臂(7)的下部还可以是不同结构,所述垂直臂(7)的下端是支架(68),支架(68)两端是向内开口的一对第二凹槽(71),在一对第二凹槽(71)内,分别各安第二导向轮(10),在一对第二导向轮(10)之间的第一凹槽(67)内安第四磁力座(70),第四磁力座(70)的开关轴(74)下端长方条(82)插入磁柱(83)上部的第三凹槽(81)内,吻合相配,开关轴(74)的另端插进盖板(77)上的第一垂直管(76)中,并从第一垂直管(76)的上端穿出,所述第一垂直管(76)插入垂直臂(7)内的第三孔(73)中,并从垂直臂(7)的上端穿出,由第一螺母(75)在垂直臂(7)的上平面锁紧第一垂直管(76),在所述开关轴(74)的顶端安第四开关旋钮(66),并由第三螺栓(72)固定,所述第四磁力座(70)与支架(68)相平行的两侧面之间的厚度小于一对第二导向轮(10)的直径,所述第四磁
力座(70)与第一工件(5)或第二工件(65)不接触,有间隙。8.一种自动焊接小车的行走装置,包括车体(1),驱动机构,及车体(1)两端底部安装的两对第一驱动轮(3),在车体(1)两端面安有第二导向臂(6),在所述一对第二导向臂(6)的另一端是垂直活动安垂直臂(7),在一对垂直臂(7)底部的内侧各安第一导向轮(4),其特征在于:第一驱动轮(3)、第二驱动轮(13)及行走轮(27),由一、摩擦材料制造;二、或由半金属摩擦材料制造;三、或由金属材料制造;四、或由金属轮的外径固定安装耐高温圈(17),耐高温圈(17)由以上所述一、二材料及其工艺制造。9.根据权利要求8所述的一种自动焊接小车的行走装置,其特征在于,第一驱动轮(3)、第二驱动轮(13)及行走轮(27),用摩擦材料制造,选用的材料为,耐高温橡胶粉,如全氟醚橡胶粉或再生全氟醚橡胶粉,质量占比25-35%,粒径范围0.006-0.02mm,硅酸铝纤维短丝质量占比,10-15%,丝径0.008-0.03毫米,丝长5毫米,玻璃纤维短丝质量占比5-8%,丝径0.006-0.02毫米,石英粉,质量占比15-20%,粒径范围0.004-0.008毫米,金刚砂质量占比13-20%,粒度范围:0.3-0.8毫米,粉状硼改性酚酫树脂质量占比,8-15%,液体硼改性酚酫树脂5-10%,制作步骤如下,a、全氟醚橡胶粉、石英粉、金刚砂、硅酸铝纤维短丝、玻璃纤维短丝在搅拌机内搅拌至混合均匀,b、再加入粉状硼改性酚酫树脂继续混合,时间1.5分钟,c、再加入液体硼改性酚酫树脂混合,时间2分钟,d、使用石墨涂料对模具空腔(124)进行喷刷,e、再把以上混合好的物料经过筛称量,潻入模具空腔(124)中,刮平,f、冷压,压力范围10-15n/mm2,时间5-15秒,压制好后取出冷坯,g、在固化炉内进行固化,固化温度155-165度,时间12小时,之后,温度升高至200度,时间40分钟,h、自然降温至常温取出所述各驱动轮及行走轮,l、精加工,成品;以上所述第一驱动轮(3)、第二驱动轮(13)及行走轮(27),可用半金属摩擦材料制造,选用材料为,不锈钢丝网10目,2个,丝径0.4-0.7毫米,丝网中心有孔,硅酸铝纤维短丝,质量占比15-20%,丝径0.02-0.08毫米,丝长5毫米,它们作为轮子内部的基础加强筋,第二轴套(121)一个,锌粉质量占比15-20%,粒度范围:0.08-0.15毫米,三氧化二铝质量占比20-25%,粒度:0.3-0.8毫米,增加摩擦糸数,腰果壳油摩擦粉质量占比3-5%,以提高各驱动轮及各行走轮的耐摩性、稳定性及韧性,提高材料的整体品质,柔性焦碳粉质量占比10-15%,粒度:0.03-0.08毫米,以降低耐高温轮的硬度,稳定摩擦糸数,粉状全氟醚橡胶或再生全氟醚橡胶,粒径范围0.02-0.05毫米,质量占比3-10%,作为结合剂及降低轮子的硬度,改善摩擦性能,粉状硼改性酚酫树脂质量占比,8-15%,液体硼改性酚酫树脂4-8%,它们作为耐高温结合剂,各驱动轮及行走轮的制作流程如下:a、以上所述硅酸铝纤维短丝与所述粉状原料在搅拌机内混合均匀,之后加入粉状硼改性酚酫树脂继续混合,时间1.5分钟,最后加入液体硼改性酚酫树脂混合均匀,时间2分钟,b、把第二轴套(121)套入模轴(125)上,再把以上混合好的物料经过筛称量,分3次潻入模具空腔(124)中,第一次潻料后,放入不锈钢丝网,不锈钢丝网的中心孔从第二轴套(121)的外径上套入,之后潻入混合物料,再放入不锈钢丝网,最后再潻入混合物料刮平,c、冷压,压力范围15-20n/mm2,时间5-15秒,压制好后取出冷坯,d、在固化炉内进行固化,固化温度160-170度,时间20小时,e、自然降温至40-60度取出所述轮,f、精加工,成品;以上所述第二轴套(121)的用料及制作如下:硅酸铝纤维短丝质量占比,30-35%,丝径0.008-0.03毫米,丝长5毫米,玻璃纤维短丝质量占比20-25%,丝径0.02-0.08毫米,石英砂
质量占比范围30-35%,粒径范围0.02-0.05毫米,氧化镁质量占比范围3-8%,粒径范围0.02-0.03毫米,粉状硼改性酚酫树脂质量占比5-15%,粒径范围0.02-0.06毫米,液体硼改性酚酫树脂质量占比3-7%,液体树脂作为润湿剂,成型前,以上所述硅酸铝纤维短丝、玻璃纤维短丝、石英粉、氧化镁混合均匀,之后再加入粉体树脂与以上所述混合好的材料混合均匀,混合时间1.5分钟,再加入液体树脂与上述已混合好的物料再次混合,时间2分钟,混合好后的物料经过筛称量后潻入模具空腔(124)中,刮平冷压,压力范围10-15n/mm2,时间5-15秒,压制好后取出冷坯第二轴套(121),之后,按前述固化步骤操作,第二轴套(121)的长度等于或短于所述各轮的厚度,第二轴套(121)的外径有竖向凹槽(120)与径向凹槽(122)若干个条,所述模具空腔(124)中的混合料经压制镶嵌于竖向凹槽(120)与径向凹槽(122)中,从而使第二轴套(121)在所述各驱动轮及行走轮中结合固定,第二轴套(121)的作用在于隔热,所用材料均为无机材料,不含金属材料,阻隔热量,避免热量通过传动轴传递给电机,以上所述材料均为耐高温材料,由此材料及工艺制造的所述各驱动轮及行走轮适合在高温工件上长期行走;所述第一驱动轮(3)、第二驱动轮(13)及行走轮(27),还可用金属材料制造,如铝合金,
①
、选择铸造工序,其制作工序如下:a、使用石墨涂料对模具空腔进行喷刷,把氧化锆陶瓷材料制作的第一轴套(119),从其第五孔(117)套入模具中心的轴上,所述第一轴套(119)的外径在轴向与径向均有若干条v形槽,b、把金属模具放入烘箱内预热,预热至250度时取出,c、把熔化至680-740度的铝合金,浇注入模具空腔并把第一轴套(119)包复其中成型,c、在保温状态下自然冷却至具有一定的强度不变形时,即时取出,d、待完全冷却后,精加工,其外径由机床挤压成花纹状,即成品,轮子外径的花纹用于提高其摩擦糸数,摩擦糸数的大小取决于轮子的材质及外径表面的粗糙度,第一轴套(119)的长度等于或短于所述各驱动轮及行走轮的厚度,所述第一轴套(119)的内孔在轴向有键槽,用于由键与传动轴的固定连接,所述第一轴套(119)的作用就是隔热,并不限于由氧化锆陶瓷材料制作,它可以是一种或多种组份组成的非金属材料,或主要是非金属材料,优选无机材料,并具有很好的绝热性能;
②
、选择机加工工艺,其制作工序如下:以2024-t351铝合金为例,a、用机床加工,使铝合金轮的外形及尺寸符合设计要求,包括对内孔公差控制及外径滚制花纹,b、对第一轴套(119)外径涂抹耐无机胶,铝合金轮的半成品与第一轴套(119)的连接,采用烘装工艺,过盈配合,固定连接,c、把加工好的铝合金轮子半成品平着放入加热炉内加热至350度,d、把第一轴套(119)插入半成品铝合金轮子的第一内圈(116))的孔中,e、在保温状况下自然降温至常温,使铝合金轮子冷缩固定住第一轴套(119),使二者成一整体,之后经精处理,即成品,所述由铝合金制作的各驱动轮及各行走轮只是作为使用金属材料的一个实施例,并不限于铝合金材料,优选与钢板之间滚动摩擦糸数大的金属材料,其溶点大于480度,所述金属可以是一种材质或多种金属组份的合金材质;所述第一驱动轮(3)、第二驱动轮(13)及行走轮(27),或由第一金属轮(16)的外径固定安耐高温圈(17)制造,以2024-t351铝合金为例,所述第一金属轮(16)就是由第一轮辐(18)的一端连接着轮子的第一外圈(22),其另一端连接着轮子的第一内圈(23),第一内圈(23)的中心是第一孔(20),在第一孔(20)内固定安陶瓷材质的轴套(19),按以上所述烘装工艺,过盈配合,固定连接,轴套(19)的内壁上在轴向有键槽(21),用于连接固定传动轴,其轮子
外径固定安装耐高温圈(17),耐高温圈(17)由以上所述一、用摩擦材料及工艺模压固化成型;或由第二项所述的半金属摩擦材料及工艺模压固化成型,固定在所述轮子外径上。10.一种自动焊接小车的行走装置。包括车体(1),驱动机构驱动的两对第一驱动轮(3),在车体(1)a、b两侧的两对第一驱动轮(3)之间安有两对第二驱动轮(13),或在车体(1)两侧的两对第一驱动轮(3)之间安若干个行走轮(27),在车体(1)的两端腔体中分别各安第二磁力座(40),在车体(1)两端安第三导向臂(84)或第二导向臂(6),其特征在于:第三导向臂(84)的一端垂直且活动连接第二升降臂(85),第二升降臂(85)的j侧面有两条第二透槽(87),且靠边布置,第五螺栓(86)穿过第二透槽(87)与第三导向臂(84)的端部连接,用于定位第二升降臂(85),所述第二升降臂(85)可以垂直上下移动,第二升降臂(85)的中心是通孔,即第三孔(73),第二升降臂(85)的下端是支架(68),支架(68)两端是向里开口的一对第二凹槽(71),在一对第二凹槽(71)内,分别各安第二导向轮(10),在一对第二导向轮(10)之间的第一凹槽(67)内安第四磁力座(70),第四磁力座(70)的开关轴(74)下端的长方条(82)插入磁柱(83)上部的第三凹槽(81)内,吻合相配,开关轴(74)的另端插进盖板(77)上的第一垂直管(76)中,并从第一垂直管(76)的上端穿出,所述第一垂直管(76)插入垂直臂(7)内的第三孔(73)中,并从垂直臂(7)的上端穿出,由第一螺母(75)在垂直臂(7)的上端面锁紧第一垂直管(76),在所述开关轴(74)的顶端安第四开关旋钮(66),并由第三螺栓(72)固定,第四磁力座(70)在正对着的第二导向臂(6)的轴长方向的两个侧面均可产生磁力,其两个侧面的厚度小于所述一对第二导向轮(10)的直径。11.一种自动焊接小车的行走装置。包括车体(1),及车体(1)的两侧由驱动机构驱动的两对第一驱动轮(3)之间还安有两对第二驱动轮(13),在车体(1)两端安有第三导向臂(84),第三导向臂(84)的另一端安第二升降臂(85),第二升降臂(85)下端的一对第二导向轮(10)之间安第四磁力座(70),车体(1)的两端腔体中分别各安第二磁力座(40),其特征在于:一对第五磁力座(94)的一端分别连接一对第三支架(93),所述一对第三支架(93)的另一端分别连接第二垂直管(104),所述一对第二垂直管(104)内分别各安螺杆(102),各螺杆(102)的上部有凸台(101),所述各凸台(101)的上部是短轴(99),各短轴(99)分别插入一对第二垂直管(104)上部的第四孔(100)中,第四孔(100)比第二垂直管(104)的内径(103)及凸台(101)的外径小,分别穿出一对第二垂直管(104)上端的各短轴(99)的端部各安手轮(98),所述一对螺杆(102)的凸台(101)的下部是全螺纹,各螺杆(102)的下端旋入螺纹管(106)中并旋出,所述一对螺杆(102)的底端插入螺帽(108)中心的盲孔(107)中与之配合,所述一对螺帽(108)分别与一对第二垂直管(104)的底端外螺纹连接,螺帽108的底部高于或平行于第五磁力座94的底部,所述一对螺纹管(106)连接的第二支架(92)的另一端从第二垂直管(104)的轴向第三透槽(105)中穿出,其端头弯成90度垂直向下,其端头的底端是定位板(91),所述第三透槽(105)的底端是开口,所述一对定位板(91)分别压住并固定角钢(96)的两端部,所述角钢(96)作为焊接小车行走的导轨之用,也可以使用其它型钢代替角钢,如槽钢、方钢、工字钢等材料,以上所述为自动焊接小车行走之用的一对导轨定位装置;还可有相同功能不同结构的定位装置,第五磁力座94的底部粘结一层隔热绝热材料88,所述第五磁力座(94)的一端是第四支架(110),第四支架(110)为7形状,其水平伸出的支架端部有垂直的螺孔(109),螺杆(102)的底端是圆盘(112),圆盘(112)装入定位盘(113)中间的盲孔(107)中,圆盘(112)的底部是推力轴承(111),推力轴承(111)安在盲孔(107)的
底部,螺杆(102)的上端从盖板(77)中心的第四孔(100)中穿过,盖板(77)用若干个第四螺栓(78)固定在定位盘(113)上平面,圆盘(112)的外径大于第四孔(100),所述螺杆(102)的上端从所述螺孔(109)的底部由下而上旋出,其上端安手轮(98),由第二螺母(97)固定。
技术总结
本发明公开了一种自动焊接小车的行走装置,现行自动焊接小车的行走装置不能对工件两端上平面上的一段焊缝进行焊接,需要人工另外增加辅助板焊接加长工件两端,使自动焊接小车运行到辅助板上才能焊接工件端上平面的一段焊缝,增加了人工费及材料费,效率极低;现行自动焊接小车行走装置在工作过程中,常常跑偏,需要停止工作,人工校正后,再次重新启动设备,影响焊接质量及工作效率;现行自动焊接小车不能同时用多台自动焊接小车焊接,以大幅度的提高工作效率;由于前面的自动焊接小车施工过程焊缝产生高温使工件温度升高,会使后面紧跟着的自动焊接小车胶轮烧坏,无法正常工作,现行技术还存在其它诸多通病,本发明的技术方案克服了所述全部缺陷,大幅度的提高了施工质量及生产效率。生产效率。生产效率。
技术研发人员:白天海
受保护的技术使用者:白天海
技术研发日:2021.11.17
技术公布日:2022/7/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。