1.本发明涉及焊接工艺领域,具体是指一种用于烘干机上的焊接处理方法。
背景技术:
2.现有技术中虽然有用于钢板的焊接工艺,但是整个焊接过程不能保证钢板的平整度和在高温条件下的稳定性。其焊接方法容易造成钢板变形,从而造成钢板与木板接触不平衡,造成木板干湿不均匀。且现有技术中钢板有些位置比较狭窄,不方便焊接;钢板在焊接过程中存在热胀冷缩的问题。
3.因此,一种用于烘干机上的焊接处理方法成为整个社会亟待解决的问题。
技术实现要素:
4.为解决上述技术问题,本发明提供的技术方案为:一种用于烘干机上的焊接处理方法,包括以下焊接处理方法,
5.(1)将12毫米厚钢板安要求尺寸切割成长2800x宽1350毫米,在钢板上钻16排,每排4个孔给钢板和方钢直接焊上,方钢规格25x25x115毫米,方钢做钢板定和导热油引焊接在两个钢板之间;
6.(2)首先把钢板和方钢按照尺寸要求加工好,把第一张钢板放在工装平台上,放上调整好后点焊,方钢一头预留10cm给油路运行进出。第一张钢板点焊好后把第二张钢板放上调整好也进行点焊这样就固定了整张钢板;
7.(3)按照以上点焊固定第一面钢板和方钢;
8.(4)用叉车将钢板放进固定工装夹紧后进行焊接;
9.(5)最后焊稳钢板和方钢;
10.(6)处理焊接完成铁板放上龙门刨床安装尺寸进行刨双面和四边;
11.(7)刨完整铁板后再进行开槽,开槽完毕后整张铁板就基本完成;
12.(8)然后开始焊接机架、组装钢板,依次装上油管、液压油站、操作箱,即可完成生产烘干机的过程。。
13.进一步地,所述焊稳钢板和方钢的方法包括以下步骤:
14.(1)首先把钢板放上固定工装液压夹紧进行焊接,这样就不存在热胀冷缩问题,液压工装190度旋转翻面焊接,关键是能掏焊一多米狭窄封内,用特制手把焊枪使用普通422焊条直径3.2焊接;
15.(2)焊完整张铁板后从工装卸下钢板进行焊接加固孔封孔,封孔是用二保常规焊机;
16.(3)焊完加固孔后把钢板立起来焊接封边四面,那整张铁板就算焊接完成。
17.本发明与现有技术相比的优点在于:本发明采用上述焊接方法,能够保证整个钢板平整度和200高温时有稳定性。防止钢板出现变形造成钢板和木板接触面不平衡,保证了木板烘干后干湿均匀。把钢板放上固定工装液压夹紧进行焊接,这样就不存在热胀冷缩问
题,且采用改进后的焊枪进行焊接,便于进行掏焊。
附图说明
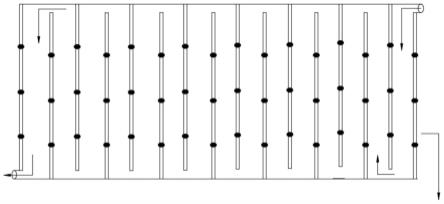
18.图1是钢板内空间和油路循环示意图;
19.图2是钢板上打孔示意图;
20.图3是钢板上开槽示意图;
21.图4是焊枪掏焊的示意图。
22.如图所示:1、中心轴,2、手柄,3、焊条,4、限位部,5、铜管,6、连接头,7、防滑纹路,8、圆盘状底座,9、圆盘状底座。
具体实施方式
23.下面结合附图对本发明做进一步的详细说明。
24.结合附图,对本发明进行详细介绍。
25.本发明在具体实施时提供了一种用于烘干机上的焊接处理方法,包括以下焊接处理方法,
26.(1)将12毫米厚钢板安要求尺寸切割成长2800x宽1350毫米,在钢板上钻16排,每排4个孔给钢板和方钢直接焊上,方钢规格25x25x115毫米,方钢做钢板定和导热油引焊接在两个钢板之间;
27.(2)首先把钢板和方钢按照尺寸要求加工好,把第一张钢板放在工装平台上,放上调整好后点焊,方钢一头预留10cm给油路运行进出。第一张钢板点焊好后把第二张钢板放上调整好也进行点焊这样就固定了整张钢板;
28.(3)按照以上点焊固定第一面钢板和方钢;
29.(4)用叉车将钢板放进固定工装夹紧后进行焊接;
30.(5)最后焊稳钢板和方钢,包括以下方法:
31.(a)首先把钢板放上固定工装液压夹紧进行焊接,这样就不存在热胀冷缩问题,液压工装190度旋转翻面焊接,关键是能掏焊一多米狭窄封内,用特制手把焊枪使用普通422焊条直径3.2焊接;
32.(b)焊完整张铁板后从工装卸下钢板进行焊接加固孔封孔,封孔是用二保常规焊机;
33.(c)焊完加固孔后把钢板立起来焊接封边四面,那整张铁板就算焊接完成。
34.(6)处理焊接完成铁板放上龙门刨床安装尺寸进行刨双面和四边;
35.(7)刨完整铁板后再进行开槽,开槽完毕后整张铁板就基本完成;
36.(8)然后开始焊接机架、组装钢板,依次装上油管、液压油站、操作箱,即可完成生产烘干机的过程。
37.这款烘干共有15烘干层可以烘干木板厚度8毫米以下,长度2.8米,宽1.3米
38.工作原理:
39.先烧锅炉供热给烘干机达到所需要温度,把120张单板放进15层后液压油泵工作把四个油缸往上顶进行烘干,在由高温双面钢板夹住木板产生热量把水分排出,在烘干规定时间内设定有3次钢板打开,每次3秒排出水分蒸气和给木纤维自然收缩不会开裂。每次
设定烘干时间长短也根据木板厚度和规格来调整温度。目前在市面上单板烘干没有哪款能和我们对比,我们这款产生成本低产量高和其他优点。例如:本机占地面积小8平米,烘干板面平整随时可调整干度按照客户要求,其他木材烘干设备没法做到因为工作原理不一样,简单操作每层装重叠2张木板4排8张15层120张板,烘干时间大概7分钟,水分15以下,一小时烘干1.38立方(这单板规格127*63*0.17厘米)如果一台60万大卡导热油锅炉就可以带动两台烘干机5个人投资45万一年半后就可以回本,单板主要由3省加工和销售市场为主导,桉树产地(广东,广西,福建)其他树木同样工作原理,但是木质纤维不一样而调整。
40.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
技术特征:
1.一种用于烘干机上的焊接处理方法,其特征在于:包括以下焊接处理方法,(1)将12毫米厚钢板安要求尺寸切割成长2800x宽1350毫米,在钢板上钻16排,每排4个孔给钢板和方钢直接焊上,方钢规格25x25x115毫米,方钢做钢板定和导热油引焊接在两个钢板之间;(2)首先把钢板和方钢按照尺寸要求加工好,把第一张钢板放在工装平台上,放上调整好后点焊,方钢一头预留10cm给油路运行进出。第一张钢板点焊好后把第二张钢板放上调整好也进行点焊这样就固定了整张钢板;(3)按照以上点焊固定第一面钢板和方钢;(4)用叉车将钢板放进固定工装夹紧后进行焊接;(5)最后焊稳钢板和方钢;(6)处理焊接完成铁板放上龙门刨床安装尺寸进行刨双面和四边;(7)刨完整铁板后再进行开槽,开槽完毕后整张铁板就基本完成;(8)然后开始焊接机架、组装钢板,依次装上油管、液压油站、操作箱,即可完成生产烘干机的过程。2.根据权利要求1所述的一种用于烘干机上的焊接处理方法,其特征在于:所述焊稳钢板和方钢的方法包括以下步骤:(1)首先把钢板放上固定工装液压夹紧进行焊接,液压工装190度旋转翻面焊接,可以掏焊一多米狭窄封内,用特制手把焊枪使用普通422焊条直径3.2焊接;(2)焊完整张铁板后从工装卸下钢板进行焊接加固孔封孔,封孔是用二保常规焊机;(3)焊完加固孔后把钢板立起来焊接封边四面,那整张铁板就算焊接完成。
技术总结
本发明公开了一种用于烘干机上的焊接处理方法,能够保证整个钢板平整度和200高温时有稳定性。防止钢板出现变形造成钢板和木板接触面不平衡,保证了木板烘干后干湿均匀。把钢板放上固定工装液压夹紧进行焊接,这样就不存在热胀冷缩问题,且采用改进后的焊枪进行焊接,便于进行掏焊。便于进行掏焊。便于进行掏焊。
技术研发人员:孙继成
受保护的技术使用者:孙继成
技术研发日:2022.05.24
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
