1.本发明属于桥梁防护技术领域,尤其涉及一种用于桥梁或钢结构的喷涂方法。
背景技术:
2.越来越多的钢结构构筑物开始兴修,比如钢桥等,钢结构桥梁具有跨径大、承载能力强、施工工期短、服役年限长等特点,被世界各国广泛采用;它们一方面给人类提供了方便,另一方面钢结构桥梁终日伫立户外日晒雨淋,身处湿热、酸雨、盐雾、工业大气、海洋大气等环境,受到介质作用容易发生腐蚀;我国目前桥梁钢结构的腐蚀类型主要分为均匀腐蚀、点蚀以及缝隙腐蚀;
4.均匀腐蚀是最常见的腐蚀形态,主要特征是腐蚀分布于整个金属表面,并以相同的速度使金属整体厚度减薄;均匀腐蚀虽然造成大量金属损失,但并不可怕,由于腐蚀速度均匀,可以容易地进行预测和防护,只要进行严格的工程设计和采取合理的防腐蚀措施,钢桥梁一般不会发生突然性的腐蚀事故;
5.点蚀钢材在适宜的环境介质中,经过一定时间大部分表面未受腐蚀,但在个别的点或微区内,由于金属的选择性腐蚀而出现蚀孔或麻点,随着时间的增加,蚀孔向纵深方向发展,这种腐蚀形态称为点蚀。点蚀的产生一般是由于cl
‑ꢀ
吸附在金属表面膜中某些缺陷处引起的;
6.缝隙腐蚀缝隙腐蚀是因金属与金属、金属与非金属相连接时表面存在缝隙,在有腐蚀介质存在时发生的局部腐蚀形态,主要发生在金属铆接、螺栓连接、螺钉接头、非金属材料的法兰垫圈与金属材料间等部位;
7.从上述情况看,如何对钢结构进行卓有成效的防腐蚀、确保其长久寿命已成为钢桥梁设计和建造过程中的重要环节;并且随着节能及环保意识的高涨,对桥梁的维护及耐久性的延长成了一项不得不进行的研究,对于腐蚀生锈的钢构件传统如镀铬等方式不仅对人的皮肤,粘膜等有刺激性,还有上呼吸道致癌的可能;同时镀铬对水质的影响也一直被讨论,因此各国家相继开始了自己一套防腐蚀环保技术;现阶段我国常用的钢结构防腐蚀措施主要分为两类:一类是机械隔离措施,即采用惰性材料包覆在钢结构表面,隔离水、氧气等腐蚀介质以达到防腐蚀的目的;另一类是根据电化学腐蚀原理,人为提高钢结构的电位,使其处于电位较高的一极,从而达到保护目的。
8.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
9.为了解决上述问题,本发明的目的是提供一种用于桥梁或钢结构的喷涂方法,
10.为实现上述目的,本发明提出了一种用于桥梁或钢结构的喷涂方法,其特征在于,包括:
11.⑴
用加热法将工件表面微孔中的油脂除去;
12.⑵
使用磨料喷砂法去除微孔中油脂燃烧后残留的积炭;
13.⑶
使用射吸式或者压力式喷砂装置压缩空气对基体表面试试清洁以及粗化处理,令基体露出新的金属表面;
14.⑷
工件喷砂后,用压缩空气将粘附在工件表面的碎砂粒吹净;
15.⑸
待工件表面吹净后,在工件表面再次被污染或氧化前将喷涂材料融化成液体或熔融状态,将液体状或熔融状的材料细化成微粒后,令其向前飞行与基材表面发生碰撞、变形、凝固和堆积,形成涂层;
16.⑹
电弧喷涂结束后采用刷子或者喷涂机器使封孔剂浸透孔隙,填充至孔隙中强化工件内部的同时,令工件表面变得光滑,多余的封孔剂直接成为涂层。
17.在一个示例中,喷涂材料为铝镁涂层。
18.在一个示例中,电弧喷涂的电流为180a,喷涂电压为32v,喷涂距离为 160mm,喷涂气压为0.75mpa。
19.在一个示例中,封孔剂的材料为环氧树脂,环氧树脂的厚度为0.5mm。
20.通过本发明提出的一种用于桥梁或钢结构的喷涂方法能够带来如下有益效果:
21.1.提高工件的抗腐蚀能力,延长工件的使用寿命;
22.2.使用高压电弧喷涂技术,提高节能环保性;
23.3.增加涂层的持久性。
附图说明
24.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
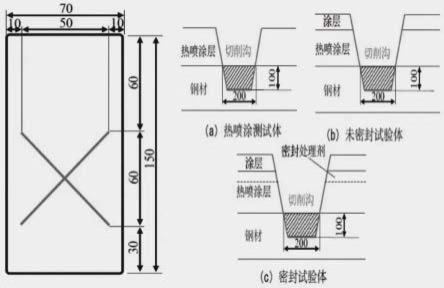
25.图1为本发明的测试件和横切的形状和尺寸以及测试件的薄膜组成图;
26.图2为本发明侧视后测试件的外观状态图;
27.图3为本发明试验体的膨胀性状图;
28.图4为本发明腐蚀试验之前和压缩试样之前和之后的喷涂涂层的表面纹理和表面粗糙度图;
29.图5为本发明测试件的阻抗结果图;
30.图6为本发明sem-edx元素分析结果图;
具体实施方式
31.为了更清楚的阐释本发明的整体构思,下面结合说明书附图以示例的方式进行详细说明。
32.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
33.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,
除非另有明确具体的限定。
34.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
35.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个方案”、“一些方案”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该方案或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个方案或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的方案或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个方案或示例中以合适的方式结合。
36.本发明的实施例提出了一种用于桥梁或钢结构的喷涂方法,其包括:
37.⑴
用加热法将工件表面微孔中的油脂除去;
38.⑵
使用磨料喷砂法去除微孔中油脂燃烧后残留的积炭;
39.⑶
使用射吸式或者压力式喷砂装置压缩空气对基体表面试试清洁以及粗化处理,令基体露出新的金属表面;
40.⑷
工件喷砂后,用压缩空气将粘附在工件表面的碎砂粒吹净;
41.⑸
待工件表面吹净后,在工件表面再次被污染或氧化前将喷涂材料融化成液体或熔融状态,将液体状或熔融状的材料细化成微粒后,令其向前飞行与基材表面发生碰撞、变形、凝固和堆积,形成涂层;
42.⑹
电弧喷涂结束后采用刷子或者喷涂机器使封孔剂浸透孔隙,填充至孔隙中强化工件内部的同时,令工件表面变得光滑,多余的封孔剂直接成为涂层。
43.具体地,喷涂材料为铝镁涂层。
44.具体地,电弧喷涂的电流为180a,喷涂电压为32v,喷涂距离为160mm,喷涂气压为0.75mpa。
45.具体地,封孔剂的材料为环氧树脂,环氧树脂的厚度为0.5mm。
46.热喷涂工艺是指,采用一定的热源,将喷涂材料加热到熔融或半熔融状态,通过高速气流使其雾化,然后喷射、沉积到工件表面,形成喷涂沉积层的一种表面覆盖方法,具备适用范围广、涂层厚度可调范围广、基体材料性能不受影响以及工艺灵活,设备结构简单,有利于现场作业的优点。结合国内外先进经验来看,具有优异的耐腐蚀性的al-5mg合金喷涂已开始被采用,以恢复对涂漆钢结构的腐蚀损坏部件的腐蚀保护性能并预防对显着腐蚀的梁端部的预防性维护。在对桥梁的抗腐热喷涂处理中,其重点也是难点在于,如何对难以喷涂的狭窄区域进行处理,例如钢构件与主梁下凸缘的下表面之间,与下部结构的桥座表面之间的距离都很小,往往需要在喷涂周围区域后,再次对狭窄区域进行热喷涂,但是,当将al-mg合金喷涂部分施加到涂层钢结构上时,现有涂层和喷涂涂层之间会出现重叠,在这些重叠的部分中,涂膜下的喷涂膜由于带状刮擦而较早劣化,从而引起明显的溶胀,因此必须要对热喷涂涂层和涂层的保护技术进行研究。
47.申报人采用复合循环腐蚀实验针对热涂层腐蚀研究,检查除了热喷涂层和涂膜的单层涂膜以外的重叠部分的耐腐蚀性和防腐性能,具体试验方法如下:
48.试验方法:使用厚度为6mm的jis g3106 sm490a材料作为试验体。包含al-5mg热喷涂层的测试体(以下称为热喷涂测试体),在热喷涂后涂覆有 rc-i涂料的测试体(以下称为未密封试验体)和丙烯酸硅树脂涂料。与进行过密封处理的rc-i试验体(以下简称密封试验体)。在热喷涂之前,按照iso 的腐蚀试验规范标准对钢板表面进行喷砂处理(iso 8501-1,sa3.0,算术平均粗糙度ra:约15μm),对于al-mg喷涂,应用了用于钢桥梁端的等离子弧热喷涂。al-mg喷涂丝使用jis(日本规范)h 4040 a5056w(ф1.6)。等离子弧喷涂期间的气压,等离子气体压力和电流分别为0.40n/mm2、0.35 n/mm2和60a。样品的热喷涂层厚度约为170μm。
49.如图1所示,对横切面进行加工以使钢材露出部分的宽度约为0.2mm。至于十字切口的位置,从切口的下端到样品的下端的距离被设置为30mm。另外,为了评价膜的耐腐蚀性,在试验片的上表面设置未进行加工的区域做对照。将 jis k 5600-7-9循环d应用于联合循环腐蚀加速试验。根据jis z 2371,将测试片相对于垂直方向成15
°
的角度安装。为了尽可能地减少试验室内的腐蚀性差异的影响,每周旋转试验片的安装位置(每周28次循环)。为了比较 1000次循环后的堆叠样品的劣化状态,使用非接触式三维测量装置以0.2mm 的间距进行测量(分辨率:约0.01mm,像素数:640
×
480像素)。为了评估涂料的形变,进行了膜ac阻抗测量(以下称为eis测量)。另外,通过 sem-edx进行元素分析来评估由喷涂涂层的腐蚀产物对钢材暴露部分的腐蚀因子的防护作用。
50.如图2所示,对于热喷涂样品,在1000次循环后,在横切部分的一部分发生了热喷涂涂层的早期劣化。这种恶化已显著发展为腐蚀在3000次循环周期实验中。猜测原因这是由于钢板表面的初期不平整导致的。也就是说,相对于钢基底的加工深度的目标值100μm,在变质部分中的划痕深度约为170μm,因此,钢基底暴露部分的阴极区域的面积铝的含量增加了约135%,以至al-mg 阳极反应被反应加速并且消耗完成后,钢基材的腐蚀开始了。另一方面,在未密封的有涂料试验片和密封后试验片中,白色al和mg衍生的氧化物在钢基底上伴随着试验溶解后析出致密的晶体保护了钢材进一步的腐蚀加速。
51.如图3所示,1000次循环试验后的未密封试验片和密封试验片的表面特性。无论是否进行密封处理,都会发生表面胀裂。观察到这是由于喷涂膜的腐蚀产物即al-5mg喷涂膜的阳极反应而体积膨胀。而无论密封处理的有无都涂抹都会在实验中破坏,但是由于密封剂抑制了腐蚀性的物质侵入熔射层上部的阳极区,抑制了上部阳极区的反应也因此增强了自身的耐久性。
52.如图4所示向喷涂的涂层施加90n/mm2的压缩应力,压缩后,热喷涂的凸部被平滑化,所有粗糙度参数的值均减小。因此,可以说通过压缩喷涂涂层,使多孔喷涂涂层固结并减少了喷涂涂层中密封剂的未填充面积。
53.实验结果:可以说,当密封处理后,由于阳极反应而引起的喷涂层的劣化比未密封的试件在宽度方向上从钢基板的露出端开始进行的腐蚀深度更大。
54.如图5所示,腐蚀试验前后的z值大致相同。这种趋势表面随着频率上升,涂料膜的电阻抗均匀上升,未出现不稳定的状态。也就是说涂料并没有破坏。
55.如图6所示的是在测试之后通过sem-edx对暴露的钢基底的腐蚀产物进行元素分析的结果。与经过密封处理的试件相比,未经密封处理的试件在暴露的钢材中的铁含量极
低,al和o的含量高。这是因为由于热喷涂涂层的溶解,诸如al(oh)3之类的物质在钢材附近出现。这个现象推测是因为热涂层溶解后在裸露部件的表面上溶解析出的原因。另外,由于al(oh)3的析出主要发生在阳极反应区域附近,因此与密封试验体相比,未密封的试验体有大量的析出物覆盖在钢材的表面,同时钢材没有腐蚀,所以认为析出的al(oh)3
56.抑制了在钢基材的腐蚀反应。
57.实验总结:在热喷涂al-mg合金层中,喷涂的单一涂层对钢材的保护性强,但是自身耐久性差。在热喷涂与涂料的双重作用下,对热喷涂进行密封处理会减弱涂层耐久性。为此,在进行桥梁及钢构件的抗腐施工时,可以通过在涂漆前对喷涂膜施加压缩应力并提高多孔膜的密度来改善涂膜与喷涂膜之间的层状部分的耐腐蚀性。也就是申报项目中所涉及的应用高压热喷涂的方式将熔融的铝镁合金材料附着在桥梁或钢结构上,以此来延长桥梁或钢结构使用寿命。
58.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
59.以上所述仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。