1.本实用新型属于铜带生产加工处理设备技术领域,涉及一种铜带缝合头位置检测装置。
背景技术:
2.铜带脱脂清洗线在生产过程中,需要将上一卷铜带的尾部与下一卷铜带的头部连接在一起,由缝合机实现完成,缝合头在通过清洗线各胶辊和刷子时,必须抬起或落下胶辊和刷子,为了让缝合头顺利通过各设备,清洗线设计有穿带程序,运行速度为10米/分,原设计根据s辊上的速度辊传动电机编码器发出的脉冲信号,清洗线计算机计算后,由缝合头到达每一个辊或刷子时间来控制动作。
3.但由于带材缝合时,铜带处于松弛状态,穿带时带材开始加张力,所以缝合头的位置移位,不易精确控制胶辊或刷子抬起、落下的动作,就需要提前打开,时间较长,而这一段的带材不能进行脱脂、抛光、挤干等工序作业,往往剪切后作为废料回炉,影响铜带生产的成品率,而且因胶辊或刷子抬起落下动作不及时,造成胶辊表面和刷子损坏事故时有发生。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有的缺陷,提供一种铜带缝合头位置检测装置,通过缝合机上安装的冲孔机构同时在铜带缝合头部位冲孔,巡孔仪可精确检测到铜带缝合头位置,通过控制箱将信号发送到清洗线的各plc控制器,由plc控制器将缝合头位置达到每个胶辊或刷子的时间精确计算,发出各个胶辊或刷子的动作指令,料头料尾约30米左右部分的铜带将不用作为废料剪去报废,每卷可节约20米左右的铜带,并且避免了胶辊和刷子的损坏,延长了胶辊和刷子的使用寿命,有效解决背景技术中的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种铜带缝合头位置检测装置,采用的技术方案是,包括铜带缝合机与导向辊轮,所述铜带缝合机用于压接缝合两段铜带,所述导向辊轮用于对接合后的铜带进行导向,所述铜带缝合机一侧设置有用于对铜带进行打孔的冲孔机构,所述导向辊轮一侧设置有用于检测孔位的巡孔机构,所述巡孔机构一侧设置有控制箱;
6.所述铜带缝合机包括缝合机底座,所述缝合机底座上侧四角设置有导向柱,所述导向柱上端固定上支撑板,导向柱中段滑动连接有缝合板;
7.所述冲孔机构包括下打孔模板与上打孔模板,所述打孔模板位于上支撑板一端下部固定,所述上打孔模板位于缝合板一端上部固定;
8.所述巡孔机构包括巡孔机架与巡孔仪,所述巡孔仪位于巡孔机架上侧可升降设置。
9.作为本实用新型的一种优选技术方案,所述缝合机底座上侧设置有缝合液压缸,所述缝合液压缸用于驱动缝合板升降,所述上支撑板下端可拆卸连接有上缝合模板,所述缝合板上端可拆卸连接有下缝合模板,所述上缝合模板与下缝合模板配合完成两铜带压接
缝合。
10.作为本实用新型的一种优选技术方案,所述导向辊轮包括两个导向辊机架,所述导向辊机架上侧设置有辊轮座,所述辊轮座内侧转动连接有辊轮。
11.作为本实用新型的一种优选技术方案,所述上打孔模板上侧设置有调节座,所述上打孔模板内侧可拆卸连接有打孔针,所述调节座用于调节紧定打孔针。
12.作为本实用新型的一种优选技术方案,所述巡孔机架上部两侧设置有升降柱,所述升降柱上侧连接有升降杆,所述升降杆一侧固定有巡孔仪。
13.作为本实用新型的一种优选技术方案,所述巡孔机架一侧固定有控制箱架,所述控制箱位于控制箱架一侧固定。
14.作为本实用新型的一种优选技术方案,所述上缝合模板与下缝合模板可根据不同铜带厚度尺寸进行更换调整。
15.作为本实用新型的一种优选技术方案,所述打孔针可根据不同使用情况更换尺寸。
16.与现有技术相比,本实用新型的有益效果是:一种铜带缝合头位置检测装置,通过缝合机上安装的冲孔机构同时在铜带缝合头部位冲孔,巡孔仪可精确检测到铜带缝合头位置,通过控制箱将信号发送到清洗线的各plc控制器,由plc控制器将缝合头位置达到每个胶辊或刷子的时间精确计算,发出各个胶辊或刷子的动作指令,料头料尾约30米左右部分的铜带将不用作为废料剪去报废,每卷可节约20米左右的铜带,并且避免了胶辊和刷子的损坏,延长了胶辊和刷子的使用寿命,降低了生产成本。
附图说明
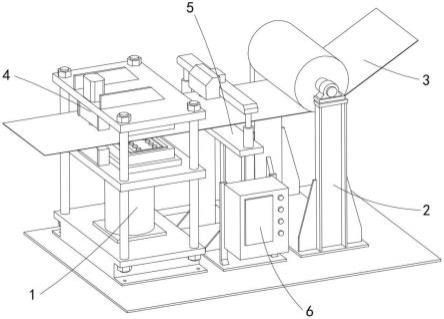
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型的导向辊轮结构示意图;
19.图3为本实用新型的铜带缝合机结构示意图;
20.图4为本实用新型的冲孔机构结构局部图;
21.图5为本实用新型的巡孔机构结构局部图。
22.图中:
23.1、铜带缝合机;101、缝合机底座;102、导向柱;103、上支撑板;104、缝合板;105、缝合液压缸;106、上缝合模板;107、下缝合模板;
24.2、导向辊轮;201、导向辊机架;202、辊轮座;203、辊轮;
25.3、铜带;
26.4、冲孔机构;401、下打孔模板;402、上打孔模板;403、调节座;404、打孔针;
27.5、巡孔机构;501、巡孔机架;502、升降柱;503、升降杆;504、巡孔仪;
28.6、控制箱;601、控制箱架。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例(为描述与理解方便,以下以图1的上方为上方进行描述)。基于本实用新型中的实施
例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.实施例1
31.如图1至图5所示,本实用新型所述的一种铜带缝合头位置检测装置,采用的技术方案是,包括铜带缝合机1与导向辊轮2,所述铜带缝合机1用于压接缝合两段铜带3,所述导向辊轮2用于对接合后的铜带3进行导向,所述铜带缝合机1一侧设置有用于对铜带3进行打孔的冲孔机构4,所述导向辊轮2一侧设置有用于检测孔位的巡孔机构5,所述巡孔机构5一侧设置有控制箱6,所述铜带缝合机1包括缝合机底座101,所述缝合机底座101上侧四角设置有导向柱102,所述导向柱102上端固定上支撑板103,导向柱102中段滑动连接有缝合板104,所述冲孔机构4包括下打孔模板401与上打孔模板402,所述打孔模板402位于上支撑板103一端下部固定,所述上打孔模板402位于缝合板104一端上部固定,所述巡孔机构5包括巡孔机架501与巡孔仪504,所述巡孔仪504位于巡孔机架501上侧可升降设置,装置在铜带缝合机1上设置安装一套冲孔机构4,当缝合机缝合时,安装在缝合机上的冲孔机构4同时在铜带缝合头部位冲孔,巡孔仪504可精确检测到铜带3缝合头位置,通过控制箱6将信号发送到清洗线的各plc控制器,由plc控制器将缝合头位置达到每个胶辊或刷子的时间精确计算,发出各个胶辊或刷子的动作指令。
32.进一步地,所述缝合机底座101上侧设置有缝合液压缸105,所述缝合液压缸105用于驱动缝合板104升降,所述上支撑板103下端可拆卸连接有上缝合模板106,所述缝合板104上端可拆卸连接有下缝合模板107,所述上缝合模板106与下缝合模板107配合完成两铜带3压接缝合。
33.进一步地,所述导向辊轮2包括两个导向辊机架201,所述导向辊机架201上侧设置有辊轮座202,所述辊轮座202内侧转动连接有辊轮203,辊轮203支撑完成铜带3导向。
34.进一步地,所述上打孔模板402上侧设置有调节座403,所述上打孔模板402内侧可拆卸连接有打孔针404,所述调节座403用于调节紧定打孔针404,通过松脱调节座403可更换调节打孔针404长度。
35.进一步地,所述巡孔机架501上部两侧设置有升降柱502,所述升降柱502上侧连接有升降杆503,所述升降杆503一侧固定有巡孔仪504,所述巡孔机架501一侧固定有控制箱架601,所述控制箱6位于控制箱架601一侧固定,控制箱6与缝合液压缸105、升降柱502和巡孔仪504电连接,巡孔仪504由升降柱502带动升降适应不同工况的铜带3巡孔作业。
36.在使用时:在铜带缝合机1上设置安装一套冲孔机构4,当缝合机缝合时,安装在缝合机上的冲孔机构4同时在铜带缝合头部位冲一个φ16mm的孔,巡孔机构安装在第一对挤干辊前的设备导向辊轮2机架一侧,当穿带程序运行时,铜带加张力后,铜带被拉通过巡孔仪504时,巡孔仪504可精确检测到缝合头位置,通过控制箱6将信号发送到清洗线的各plc控制器,由plc控制器将缝合头位置达到每个胶辊或刷子的时间精确计算,发出各个胶辊或刷子的动作指令,料头料尾约30米左右部分的铜带将不用作为废料剪去报废,每卷可节约20米左右的铜带,并且避免了胶辊和刷子的损坏。
37.实施例2
38.与实施例1的不同之处在于,上缝合模板106与下缝合模板107可根据不同铜带3厚度尺寸进行更换调整,适应不同厚度的铜带3缝合需要,打孔针404可根据不同使用情况更
换尺寸,提升装置适用性。
39.本文中未详细说明的电路控制方式为现有技术。
40.本实用新型通过缝合机上安装的冲孔机构同时在铜带缝合头部位冲孔,巡孔仪可精确检测到铜带缝合头位置,通过控制箱将信号发送到清洗线的各plc控制器,由plc控制器将缝合头位置达到每个胶辊或刷子的时间精确计算,发出各个胶辊或刷子的动作指令,料头料尾约30米左右部分的铜带将不用作为废料剪去报废,每卷可节约20米左右的铜带,并且避免了胶辊和刷子的损坏,延长了胶辊和刷子的使用寿命。
41.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。