1.本实用新型涉及机械加工技术领域,特别涉及一种薄型管材成形装置。
背景技术:
2.内高压成形通过高压液体在模具型腔内,对管、板类零件的复杂特征曲面进行高压成形的一项技术;在使用时,液压机左右两侧缸将推头推至模具左右两端进行密封充液成形,因此在大直径管材加工上无法实现内高压成形加工,但现缺少针对不锈钢管件的加工内高压成形装置。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,根据本实用新型的实施例一种薄型管材成形装置,包括模体、外成形块、浮动缸,所述模体分为上模、下模,所述上模与所述下模上分别设有成形腔;所述外成形块装于所述成形腔的两端,所述外成形块上设有外成形腔、管颈部;所述浮动缸采用两个,两个所述浮动缸分别滑动装于所述成形腔的左右两端,其中一所述浮动缸内设有充液排气通道。
4.根据本实用新型的一些实施例,所述浮动缸包括缸体、推头,所述缸体内滑动装入所述推头,所述推头上设有第一充液排气通道。
5.根据本实用新型的一些实施例,所述缸体分为充液缸体、封堵缸体,所述充液缸体上设有第二充液排气通道,所述第二充液排气通道与所述第一充液排气通道相连通。
6.根据本实用新型的一些实施例,所述缸体的外端端部连接有连接板,所述推头的尾端贯穿过所述连接板。
7.根据本实用新型的一些实施例,所外成形块固定安装于固定槽内。
8.根据本实用新型的一些实施例,所述上模上设有定位槽,所述下模上设有定位块,在所述上模与所述下模合模后,所述定位块卡入所述定位槽内。
9.根据本实用新型的一些实施例,所述定位块、所述定位槽均采用四个。
10.本实用新型至少具有如下有益效果:
11.将管件装于下模的成形腔内,将上模与下模进行合模,浮动缸对管件的两端进行抵紧,浮动缸对管材施加恒定力,使管材保持静止不变形,向管件内充入高压液体,使得管件内膨胀变形,提高了涨形率。
12.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
13.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
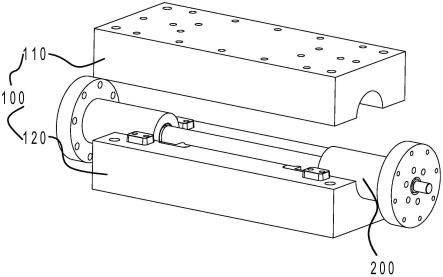
14.图1为本实用新型实施例的整体合模前示意图;
15.图2为本实用新型实施例的上模爆炸示意图;
16.图3为本实用新型实施例的下模、浮动缸组合状态示意图;
17.图4为本实用新型实施例的下模、浮动缸组合状态下剖面示意图图一;
18.图5为本实用新型实施例的下模、浮动缸组合状态下剖面示意图图二。
具体实施方式
19.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
20.参照图1至5所示,一种薄型管材成形装置,包括模体100、外成形块300、浮动缸200,模体100分为上模110、下模120,上模110与下模120上分别设有成形腔101;外成形块300装于成形腔101的两端,外成形块300上设有外成形腔310、管颈部320;浮动缸200采用两个,两个浮动缸200分别滑动装于成形腔101的左右两端,其中一浮动缸200内设有充液排气通道。
21.在本实施例中,浮动缸200包括缸体210、推头220,缸体210内滑动装入推头220,推头220上设有第一充液排气通道221,进行封堵时,推头220移动至管件的端口处,将管件的端口封闭。
22.缸体210分为充液缸体211、封堵缸体212,充液缸体211用于向管件内充液,封堵缸体212用于将管件内腔的另一端口封闭,使管件内腔形成一封闭环境;充液缸体211上设有第二充液排气通道2111,第二充液排气通道2111与第一充液排气通道221相连通,用于高压液体的进出。
23.在缸体210的外端端部连接有连接板230,通过连接板230对浮动缸200进行固定安装,推头220的尾端贯穿过连接板230。
24.上模110上设有定位槽111,下模120上设有定位块121,定位块121、定位槽111均采用四个;在上模110与下模120合模后,定位块121卡入定位槽1 11内,保证合模的准确。
25.上述薄型管材成形装置的使用方法,包括步骤:
26.a.浮动缸200抵于管材的端部,并通过外部稳压装置使浮动缸200对管材端部压力的平衡,使管材不因浮动缸200的压力变形,保持剪波力。
27.b.推头220将管材的端部进行封堵,通过第一充液排气通道与第二充液排气通道进行充液排气;
28.c.管材通过充入的液体在成形腔101内、外成形块300上涨形,同时推头2 20随管材的变形,在缸体210内移动。
29.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
技术特征:
1.一种薄型管材成形装置,其特征在于,包括:模体(100),所述模体(100)分为上模(110)、下模(120),所述上模(110)与所述下模(120)上分别设有成形腔(101);外成形块(300),所述外成形块(300)装于所述成形腔(101)的两端,所述外成形块(300)上设有外成形腔(310)、管颈部(320);浮动缸(200),所述浮动缸(200)采用两个,两个所述浮动缸(200)分别滑动装于所述成形腔(101)的左右两端,其中一所述浮动缸(200)内设有充液排气通道。2.根据权利要求1所述的一种薄型管材成形装置,其特征在于,所述浮动缸(200)包括缸体(210)、推头(220),所述缸体(210)内滑动装入所述推头(220),所述推头(220)上设有第一充液排气通道(221)。3.根据权利要求2所述的一种薄型管材成形装置,其特征在于,所述缸体(210)分为充液缸体(211)、封堵缸体(212),所述充液缸体(211)上设有第二充液排气通道(2111),所述第二充液排气通道(2111)与所述第一充液排气通道(221)相连通。4.根据权利要求2所述的一种薄型管材成形装置,其特征在于,所述缸体(210)的外端端部连接有连接板(230),所述推头(220)的尾端贯穿过所述连接板(230)。5.根据权利要求1所述的一种薄型管材成形装置,其特征在于,所外成形块(300)固定安装于固定槽(140)内。6.根据权利要求1所述的一种薄型管材成形装置,其特征在于,所述上模(110)上设有定位槽(111),所述下模(120)上设有定位块(121),在所述上模(110)与所述下模(120)合模后,所述定位块(121)卡入所述定位槽(111)内。7.根据权利要求6所述的一种薄型管材成形装置,其特征在于,所述定位块(121)、所述定位槽(111)均采用四个。
技术总结
本实用新型公开了一种薄型管材成形装置,包括模体、浮动缸,模体分为上模、下模,上模与下模上分别设有成形腔,上成形腔与下成形腔相互对应;浮动缸采用两个,两个浮动缸分别滑动装于成形腔的左右两端,其中一浮动缸内设有充液排气通道,将管件装于下模的成形腔内,将上模与下模进行合模,浮动缸对管件的两端进行抵紧,浮动缸对管材施加恒定力,使管材保持静止不变形,向管件内充入高压液体,使得管件内膨胀变形,提高了涨形率。提高了涨形率。提高了涨形率。
技术研发人员:李经明 李博 胥志高
受保护的技术使用者:佛山市兴迪机械制造有限公司
技术研发日:2021.11.09
技术公布日:2022/7/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。