1.本发明属于精准装车技术领域,具体涉及一种无人快速精准装车系统。
背景技术:
2.随着矿井产量的增加,安全严管力度的加大,地销发运量的效率成为制约矿井生产的因素之一,传统形式的地销煤炭外运,均采用工程车装载,不但效率低、劳动强度大,还对煤场安全管理造成很大的隐患,使地销煤炭发运带来局限性和瓶颈,严重制约着矿井地销煤炭的发运。
3.现在多数矿场,受到单位职工退休、内部退养、无新进职工补充以及年龄“老龄化”加剧等客观因素的影响,劳动力大幅度的减少,而地销煤炭的发运需要的人手较多,两者相冲突,导致地销煤炭的发运受到影响。
4.因此,针对上述技术问题,有必要提供一种无人快速精准装车系统。
技术实现要素:
5.本发明的目的在于提供一种无人快速精准装车系统,以解决上述的问题。
6.为了实现上述目的,本发明一实施例提供的技术方案如下:
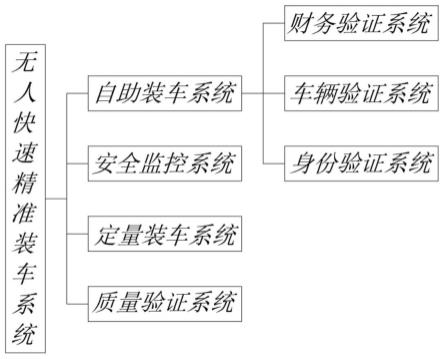
7.一种无人快速精准装车系统,包括自助装车系统、定量装车系统和质量验证系统,所述自助装车系统包括财务验证系统、车辆验证系统和身份验证系统,所述财务验证系统用于验证款项结付情况,所述车辆验证系统用于识别并核对待装载的车辆,所述身份验证系统用于识别人员身份,所述定量装车系统用于向待装载的车辆装载设定质量的物料,所述质量验证系统用于验证实际装载的物料质量;
8.通过自助装车系统验证通过后,即可实现定量装车系统实现装车,通过质量验证系统检测实际装载的物料质量与定量装车系统的设定质量差值在设定阈值范围内,即完成装车作业。
9.作为本发明的进一步改进,所述无人快速精准装车系统还包括安全监控系统。
10.作为本发明的进一步改进,所述安全监控系统包括作业监控摄像头。
11.作为本发明的进一步改进,所述自助装车系统包括主控机,所述主控机上设置有显示屏和控制按钮。
12.作为本发明的进一步改进,所述车辆验证系统包括车牌识别设备,所述车牌识别设备上设置有车牌识别摄像头。
13.作为本发明的进一步改进,所述身份验证系统包括卡片识别区,所述卡片识别区安装在主控机上。
14.作为本发明的进一步改进,所述定量装车系统包括装车平台,所述装车平台的下端固定连接有多个第一支撑柱,所述装车平台的上端固定连接有称重皮带秤,所述装车平台上固定连接有与称重皮带秤相匹配的下料管,所述装车平台上开设有多个通孔。
15.作为本发明的进一步改进,所述称重皮带秤的上侧设置有控料管,所述控料管的
上端固定连接有进料斗,所述进料斗与装车平台之间固定连接有多个第二支撑柱。
16.作为本发明的进一步改进,所述控料管的一侧壁上固定连接有截料阀。
17.作为本发明的进一步改进,所述质量验证系统包括地磅设备,所述地磅设备设置在下料管的正下方。
18.与现有技术相比,本发明具有以下优点:
19.本发明通过定量装车系统能够实现煤炭等物料的精准装车,同时配合质量验证系统能够大幅提升装车质量的精准度,通过自助装车系统和安全监控系统,可实现无人化管理和煤炭等物料的精准装车,效率高,准确度高,便于无人化管理。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为本发明一实施例中一种无人快速精准装车系统的原理图;
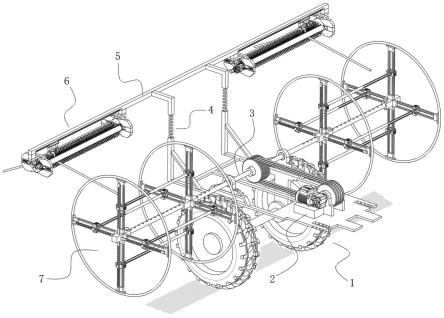
22.图2为本发明一实施例中一种无人快速精准装车系统的第一结构示意图;
23.图3为本发明一实施例中一种无人快速精准装车系统的第二结构示意图;
24.图4为本发明一实施例中一种无人快速精准装车系统的第三结构示意图;
25.图5为本发明一实施例中一种无人快速精准装车系统安装吸尘组件的结构示意图;
26.图6为本发明一实施例中安装吸尘组件的部分结构示意图。
27.图中:100.主控机、102.显示屏、103.控制按钮、104.卡片识别区、105.加高杆、106.车牌识别设备、107.车牌识别摄像头、200.作业监控摄像头、300.装车平台、301.第一支撑柱、302.下料管、303.称重皮带秤、304.控料管、305.进料斗、306.第二支撑柱、307.截料阀、308.通孔、400.地磅设备、500.吸尘集合框、501.吸尘头、600.负压吸尘设备、601.吸尘管、602.输尘管。
具体实施方式
28.以下将结合附图所示的各实施方式对本发明进行详细描述。但该等实施方式并不限制本发明,本领域的普通技术人员根据该等实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
29.本发明一实施例公开的一种无人快速精准装车系统,参图1所示,包括自助装车系统、定量装车系统和质量验证系统,自助装车系统包括财务验证系统、车辆验证系统和身份验证系统,财务验证系统用于验证款项结付情况,车辆验证系统用于识别并核对待装载的车辆,身份验证系统用于识别人员身份。
30.参图2~图4所示,自助装车系统包括主控机100,主控机100上设置有显示屏102和控制按钮103,通过显示屏102可以显示相关的信息,通过控制按钮103可对主控机100进行操作。
31.车辆验证系统包括车牌识别设备106,车牌识别设备106上设置有车牌识别摄像头
107,其中车牌识别摄像头107用于拍摄待装载车辆的车牌,即用于识别待装载车辆的身份,并能够自动记录。
32.身份验证系统包括卡片识别区104,卡片识别区104安装在主控机100上,通过卡片识别区104可对id卡片进行识别,其中,id卡片可以与财务验证系统关联,id卡片内可录入相关的信息,包括客户名称、目的地、司机姓名、购买方信息、单价、总价、煤炭总质量等等。
33.定量装车系统用于向待装载的车辆装载设定质量的物料,质量验证系统用于验证实际装载的物料质量。
34.无人快速精准装车系统还包括安全监控系统,安全监控系统包括作业监控摄像头200,作业监控摄像头200与主控机100之间固定连接有加高杆105,通过作业监控摄像头200可实现对装车等过程的全部监控,便于管理,也便于分析各种场景、误差或事故出现的原因。
35.参图2~图4所示,定量装车系统包括装车平台300,装车平台300的下端固定连接有多个第一支撑柱301,多个第一支撑柱301用于对装车平台300的支撑,装车平台300的上端固定连接有称重皮带秤303,称重皮带秤303可以定量进行装车。
36.装车平台300上开设有多个通孔308,通过通孔308可在不影响装车平台300强度的前提下,减少装车平台300整体的质量。
37.质量验证系统包括地磅设备400,地磅设备400设置在下料管302的正下方,地磅设备400可对其上的装载车辆进行实时的称重,可记录车辆的最小质量,即未装载开始的重量,当装载完毕后,得到最大的质量,二者相减即可得到真实的装载质量。
38.具体的,装车平台300上固定连接有与称重皮带秤303相匹配的下料管302,称重皮带秤303将物料通过下料管302下落到装车平台300的下方,即可实现装车,驾驶员需要将车辆开至车厢位于下料管302正下方的位置,此时,车辆位于地磅设备400上。
39.其中,称重皮带秤303的上侧设置有控料管304,控料管304的上端固定连接有进料斗305,进料斗305与装车平台300之间固定连接有多个第二支撑柱306。
40.控料管304的一侧壁上固定连接有截料阀307,截料阀307用于对控料管304进行封闭,对控料管304进行封闭后,即可切断装车。
41.通过自助装车系统验证通过后,即可实现定量装车系统实现装车,通过质量验证系统检测实际装载的物料质量与定量装车系统的设定质量差值在设定阈值范围内,即完成装车作业。
42.使用时,可参考以下使用步骤:
43.步骤一、订单生成
44.由工作人员根据客户需求或公司要求制定订单的详细参数,包括装载的质量、价格、目的地、车辆信息、计划装载时间等等,然后生成订单,并将订单信息录入id卡片。
45.步骤二、财务确认
46.订单生成后,可要求客户付款,付款后财务完成确认,即可实现订单的生效,完成系统中订单状态的同步。
47.步骤三、精准装车
48.待装载车辆的司机将车辆开至地磅设备400上,其中一位司机或随车人员下车,在卡片识别区104上刷id卡片,此时,地磅设备400会记录空车的质量,然后卡片识别区104读
取id卡片上的信息后,即可在显示屏102上进行显示,然后通过车牌识别摄像头107读取车牌,通过控制按钮103进行确认无误后,主控机100即可控制截料阀307开启,称重皮带秤303开始工作,即可实现对待装载车辆的装车。
49.步骤四、完毕发车
50.在快速精准装车的过程中,作业监控摄像头200会对物料是否洒出车厢进行识别,当识别物料洒出车厢时,会自动暂停装车,由刷id卡的司机或随车人员确认后,按下对应的控制按钮103,即可完成继续的装车。装车完毕后,取下id卡片,即可停止装车,将车辆开走即可。
51.值得注意的是,管理人员可对装车的现场进行视频的参数的监控,也具有最高级别的控制权,能够实现对系统进行远程的控制。
52.参图5~图6所示,为了保证装车现场的清洁程度,防止因装车速度快导致粉尘弥漫,影响环境,在装车平台300的下端固定连接有吸尘集合框500,吸尘集合框500的下端固定连接有多个均匀分布的吸尘头501,多个吸尘头501的位置与其下方的地磅设备400相对应,能够较好的保证车厢位于多个吸尘头501内,便于保证吸尘的效果。
53.具体的,参图5所示,装车平台300的上端固定连接有负压吸尘设备600,负压吸尘设备600包括吸尘端和出尘端,吸尘端与吸尘集合框500之间安装有多个吸尘管601,出尘端与进料斗305之间安装有多个输尘管602,输尘管602的一端位于进料斗305内。
54.其中,吸尘集合框500为中空结构,负压吸尘设备600的结构原理为大功率的吸尘器,通过负压吸尘设备600能够从吸尘头501吸入灰尘,然后吸入的灰尘通过吸尘集合框500和吸尘管601进入负压吸尘设备600,再同步由负压吸尘设备600将灰尘通过输尘管602输送入进料斗305中,可实现灰尘的回收,再次将灰尘送入车内,减少浪费,且无需经常维护,实用性强。
55.由以上技术方案可以看出,本发明具有以下有益效果:
56.本发明通过定量装车系统能够实现煤炭等物料的精准装车,同时配合质量验证系统能够大幅提升装车质量的精准度,通过自助装车系统和安全监控系统,可实现无人化管理和煤炭等物料的精准装车,效率高,准确度高,便于无人化管理。
57.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
58.此外,应当理解,虽然本说明书按照实施例加以描述,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。