1.本技术涉及模具技术领域,尤其涉及模具加热装置。
背景技术:
2.在模具首次生产或停机后再开机生产时,模具的温度接近常温,但是相对高温的金属熔液来说,模具的温度是非常低的。为了防止金属熔液在初期进入模具内时冷却凝固而影响铸件质量,在开始铸造生产前,都需要预先对于模具的模芯进行加热,使模芯的温度升高到铸造工艺需要的温度。中国发明专利申请cn201621461698.8中公开了一种模具加热框,包括配电箱、围板、加热板、加热线、感温线和显示仪;所述围板内侧壁尺寸大小及形状与待加热模具外侧壁的尺寸大小及形状一致,即所述围板能够恰好的将待加热模具的外侧壁包裹起来,所述加热板安装在所述围板的内壁上,所述加热板的尺寸大小及形状与所述围板的尺寸大小及形状一致。
3.该实用新型的模具加热框因其外围板要与待加热模具外侧壁的尺寸大小及形状一致,未能做到对不同尺寸规格的待加热模具进行加热,同时该加热框不能够进行旋转以使加热装置能够全面对待加热模具进行加热。
4.因此需一款模具加热装置能够针对不同尺寸规格的待加热模具进行加热以解决现有技术问题。
技术实现要素:
5.为克服相关技术中存在的问题,本技术提供一种模具加热装置,该模具加热装置,能够针对不同尺寸规格的待加热模具进行加热并能进行旋转以使加热装置能够全面且均匀对待加热模具进行加热。
6.本技术第一方面提供一种模具加热装置,包括外方形加热模框和内圆模框,所述内圆模框嵌设于外方形加热模框腔内,所述内圆模框的圆周上设有n个加热件通道,所述加热件通道放置有加热棒,所述加热件通道由所述内圆模框上表面至下表面设置,所述外方形加热模框设有测温孔。
7.在一种实施方式中,所述n个加热件通道均匀的分布在所述内圆模框的圆周上。
8.在一种实施方式中,所述外方形加热模框的结构为外方内圆的结构。
9.在一种实施方式中,所述外方形加热模框的内圆直径与所述内圆模框外圆直径一致。
10.在一种实施方式中,所述测温孔由所述外方形加热模框外壁至内壁设置。
11.在一种实施方式中,所述内圆模框的内圆直径范围为200-210mm。
12.在一种实施方式中,所述内圆模框的外圆直径范围为260-270mm。
13.本技术提供的技术方案可以包括以下有益效果:模具加热装置包括外方形加热模框和内圆模框,模具放置于内圆模框的内腔内进行加热,通过外方形加热模框和内圆模框的双重加热的方式,能够更为充分地加热待加热模具,除此之外,内圆模框的圆周上设有n
个加热件通道,加热件通道放置有加热棒,加热件通道由内圆模框上表面至下表面设置,加热件通道的设置能够更加充分的对模具侧面进行加热,同时内圆模框,因其圆形结构可以进行旋转,通过旋转以适配内圆腔内的不同规格的待加热模具进行均匀加热,外形加热框设置有测温孔,通过测温孔能够精准的检测到加热温度。
14.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
15.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
16.图1是本技术实施例示出的模具加热装置的结构示意图;
17.图2是本技术实施例示出的模具加热装置的侧面剖视结构示意图;
18.图3是本技术实施例示出的模具加热装置的另一结构示意图。
具体实施方式
19.下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
20.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
21.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.实施例一
23.在模具首次生产或停机后再开机生产时,模具的温度接近常温,但是相对高温的金属熔液来说,模具的温度是非常低的。为了防止金属熔液在初期进入模具内时冷却凝固而影响铸件质量,在开始铸造生产前,都需要预先对于模具的模芯进行加热,使模芯的温度升高到铸造工艺需要的温度。中国发明专利申请cn201621461698.8中公开了一种模具加热框,包括配电箱、围板、加热板、加热线、感温线和显示仪;所述围板内侧壁尺寸大小及形状与待加热模具外侧壁的尺寸大小及形状一致,即所述围板能够恰好的将待加热模具的外侧壁包裹起来,所述加热板安装在所述围板的内壁上,所述加热板的尺寸大小及形状与所述围板的尺寸大小及形状一致。
24.该实用新型的模具加热框因其外围板要与待加热模具外侧壁的尺寸大小及形状一致,未能做到对不同尺寸规格的待加热模具进行加热,同时该加热框不能够进行旋转以使加热装置能够全面对待加热模具进行加热。
25.针对上述问题,本技术实施例提供一种模具加热装置,该模具加热装置,能够针对不同尺寸规格的待加热模具进行加热并能进行旋转以使加热装置能够全面且均匀对待加热模具进行加热。
26.以下结合附图详细描述本技术实施例的技术方案。
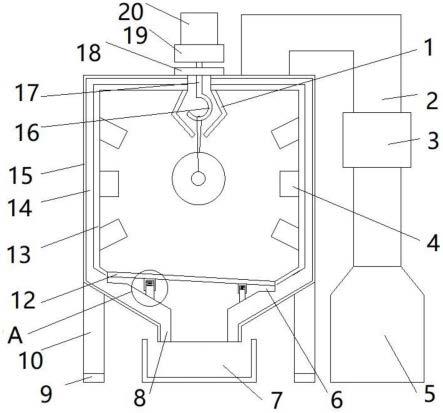
27.图1是本技术实施例示出的模具加热装置的结构示意图;
28.图2是本技术实施例示出的模具加热装置的侧面剖视结构示意图;
29.参见图1和图2。
30.本技术实施例的模具加热装置,包括外方形加热模框1和内圆模框2,内圆模框2嵌设于外方形加热模框1腔内,模具放置于内圆模框2的内腔内进行加热,通过外方形加热模框1和内圆模框2的双重加热的方式,能够使待加热模具加热更为充分。
31.内圆模框2的圆周上设有n个加热件通道21,加热件通道21放置有加热棒,加热件通道21由内圆模框2上表面至下表面设置。本技术实施例对内圆模框2的圆周上所设置的加热件通道21数量未进行限制,在实际生产应用中,可依据需求而设置,加热件通道21内放置有加热棒,加热棒的材质本技术实施例不进行限制,由发热材质构成的发热棒均在本技术的发明范围内。
32.本技术实施例的加热件通道21具体设置为由内圆模框2的上表面至下表面的纵向设置,如此结构的设置是使得内圆模框2对于待加热模具的相对加热面积更大,能够更为充分的对待加热模具进行加热。
33.同时本技术实施例的模具加热装置的待加热模具放置位置为内圆模框2的内腔,为圆形结构,由于其圆形结构,可放置不同规格尺寸的待加热模具于内腔中加热,同时还能够通过旋转内圆模框2进而对待加热模具更加充分均匀的加热,相对于现有技术的方形加热框只能够匹配相对应尺寸形状的待加热模具,本技术实施例在应用上更为广泛与便捷。
34.进一步的,本技术实施例的模具加热装置还设置有测温孔11,测温孔11设置于外方形加热模框1上,测温孔11的设置能够便于对待加热模具的加热温度进行及时精准的探测,方便进一步对温度的控制。
35.本技术实施例的有益效果:
36.模具加热装置包括外方形加热模框和内圆模框,模具放置于内圆模框的内腔内进行加热,通过外方形加热模框和内圆模框的双重加热的方式,能够待加热模具加热更为充分,除此之外,内圆模框的圆周上设有n个加热件通道,加热件通道放置有加热棒,加热件通道由内圆模框上表面至下表面设置,加热件通道的设置能够更加充分的对模具侧面进行加热,同时内圆模框,因其圆形结构可以进行旋转,通过旋转以适配内圆腔内的不同规格的待加热模具进行均匀加热,外形加热框设置有测温孔,通过测温孔能够精准的检测到加热温度。
37.实施例二
38.上述实施例介绍了模具加热装置能够针对不同尺寸规格的待加热模具进行加热并能进行旋转以使加热装置能够全面且均匀对待加热模具进行加热,在实际应用中,对模
具加热装置进一步发明设计能够更好的满足生产需求。
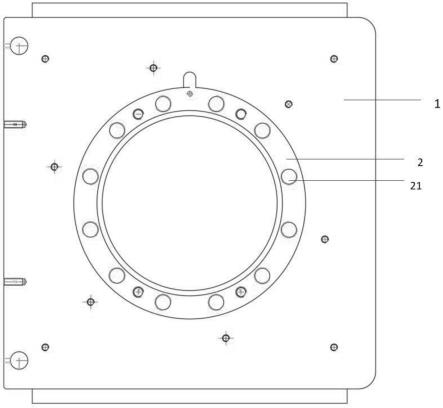
39.图3是本技术实施例示出的模具加热装置的另一结构示意图,参见图2和图3。
40.本技术实施例的模具加热装置包括上述实施例一的结构,具体为包括外方形加热模框1和内圆模框2,内圆模框2嵌设于外方形加热模框1腔内,内圆模框2的圆周上设有n个加热件通道21,加热件通道21放置有加热棒,加热件通道21由内圆模框2上表面至下表面设置,外方形加热模框1设有测温孔11。
41.除上述结构外,进一步的,本技术实施例的模具加热装置的加热件通道21数量示例性的采用12个,12个加热件通道21均匀等距的分布在内圆模框2的圆周上,加热件通道21内放置有加热件,内圆模框2的内腔构成模具加热空间,将待加热模具放置于内圆模框2的内腔内,即能够对模具进行加热,由于内圆模框2的内腔为圆形,可放置不同规格尺寸及形状的待加热模具,并能够通过对内圆模框2的旋转,进而均匀充分的对待加热模具进行加热。
42.进一步的,本技术实施例的外方形加热模框1的结构是外方内圆的结构,内圆的结构设置是为了能够将内圆模框2嵌设于外方形加热模框1的腔内,同时本技术实施例对外方形加热模框1的尺寸进行了限制。外方形加热模框1的内圆直径于内圆模框2的外圆直径一致,使得内圆模框2恰好能够嵌设于外方形加热模框1中,没有多余的缝隙,能够更好的利用加热资源,从而达到节能的效果。
43.进一步的,本技术实施例的测温孔11是由外方形加热模框1的外壁至内壁设置,测温孔11的数量本技术实施例未进行限制,可依据生产应用而设定。
44.进一步的,本技术实施例的内圆模框2的内圆直径范围为200-210mm,具体内圆直径未进行限制,可依据实际应用情况而设置,示例性选择200mm。
45.进一步的,本技术实施例的内圆模框2的外圆直径范围为260-270mm,具体外圆直径未进行限制,可依据实际应用情况而设置,示例性选择265mm。
46.本技术实施例的有益效果:本技术实施例对外方形加热模框的尺寸进行了限制。外方形加热模框的内圆直径于内圆模框的外圆直径一致,使得内圆模框恰好能够嵌设于外方形加热模框中,没有多余缝隙,能够更好的利用加热资源,从而达到节能的目的。
47.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。