1.本发明属于钛合金加工技术领域,具体涉及一种钛合金丝材的光亮拉拔系统。
背景技术:
2.现有钛及钛合金丝材的加工方法为固定孔模拉拔。固定孔模拉拔具有投资小、产品尺寸精确等优点,但生产过程中每道次加工量小,易粘模,表面易于产生划痕,生产效率低。在后续的丝材收线过程中,现有收线装置不能控制被卷绕丝材的张力,丝材从卷筒底部切入,卷绕在卷筒上,产生错排,叠绕在一起,相互挤压,产生磨损和缺陷,尤其当设备运行速度较快的时候,这种现象越为明显,难以保证钛合金丝材的表面质量。
技术实现要素:
本发明的第一个目的是为了解决钛及钛合金丝材采用固定孔模拉拔,每道次加工量小,易粘模,表面产生划痕,生产效率低的问题。第二个目的是解决在收线时,丝材在卷筒上,产生错排,相互挤压,表面产生磨损和缺陷的问题,提高钛合金丝材的表面质量。本发明采用如下的技术方案:一种鈦及钛合金丝材的辊压光亮拉拔系统,包括抛光机15,辊压机构,分线器,张力组件,收线装置,抛光机15,辊压机构,分线器,张力组件,收线装置根据所述顺序固定在机架18上,其特征在于所述辊压机构至少包括二对水平辊轮组和二对垂直辊轮组,各所述辊轮组包括两个转轴和套设于对应所述转轴上的辊轮,所述辊轮上制有线槽,所述分线器包括导辊3和拉丝滚筒5,所述导辊3和拉丝滚筒5的轴杆固定在导轮固定轴承4和拉丝滚筒固定轴承19上,导轮固定轴承4和拉丝滚筒固定轴承19固定在机架18上,所述张力组件包括张力调节辊和张力辊,张力调节辊和张力辊包括轴杆和圆盘,所述轴杆一端固定有轴承,所述轴承上固定有圆盘,所述圆盘侧面圆周制有线槽,张力调节辊和张力辊通过张力辊连杆20连接在一起,张力调节辊通过张力辊轴承22固定在机架18上。优选的,其特征在于所述导辊3和拉丝滚筒5的圆周表面制有等距离螺纹线槽,所述拉丝滚筒5的连接轴与拉丝滚筒减速器6连接,拉丝滚筒减速器6与拉丝滚筒电机7连接,所述拉丝滚筒电机7与控制器17电性联接。优选的,其特征在于张力调节辊定位杆33上方的机架上制有圆孔,将弹簧36置于机架圆孔之上,张力调节辊定位杆33穿过弹簧36和机架圆孔,固定到张力调节辊轴杆34上,张力调节辊定位杆33邻接弹簧上端的端頭直径大于所述弹簧外径。所述机架18制有的圆孔大于所述张力调节辊定位杆33的直径,小于所述弹簧的外径。优选的,其特征在于连接所述张力调节辊和张力辊的张力辊连杆20上装有电阻尺21,所述电阻尺21与控制器17联接,所述控制器17根据电阻尺21电阻的变化控制张力调节辊上下移动,实现对线材张力的控制。进一步优选的,其特征在于所述收线盘的收线盘10的轴杆穿过收线盘轴承31通过减速器与收线盘电机12连接,所述收线盘轴承31固定在收线盘支架14上,所述收线盘支架
14固定在收线盘底座27上,所述收线盘底座27下表面固定有滑动方块30,滑动方块30的侧面制有圆孔,滑动方块30的圆孔穿过滑动轴25,可沿滑动辊25滑动,底板26的两边固定有滑动轴支撑板28,滑动轴支撑板28制有圆孔,所述滑动轴25穿过滑动轴支撑板28制有的圆孔,固定在滑动轴支撑板28上,收线盘底座27与张力调节辊相邻的一边焊接有收线盘底座轴套23,所述收线盘底座轴套23内表面制有螺纹,螺纹轴杆13制有螺纹,所述收线盘底座轴套23内表面制有螺纹与螺纹轴杆13的螺纹可以吻合在一起,所述收线盘底座27可以沿螺纹轴杆13和滑动辊25移动,所述螺纹轴杆13一端固定在架体18上,另一端穿过收线盘底座轴套23制有螺纹孔,与收线盘底座电机24连接。本发明的技术效果在于:1.本发明的一种钛合金丝材的光亮拉拔系统,采用水平辊轮组和垂直辊轮组交替辊压拉拔的技术方案,不粘连模具,每道次加工量大,摩擦小,生产效率高,实现了被加工丝材的表面光亮,解决了钛及钛合金丝材采用固定孔模拉拔,每道次加工量小,易粘模,产生划痕,生产效率低的问题。2.通过分线器,张力组件,收线装置的特殊设计,实现了对丝材张力的调节和在卷筒上的均匀缠绕,解决了丝材在卷筒上,产生错排,相互挤压,表面产生磨损和缺陷的问题。
附图说明
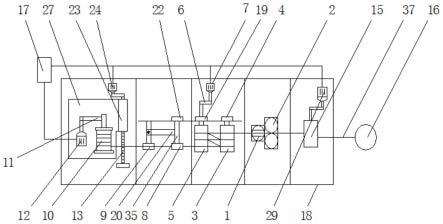
10.图1是本发明的一种钛合金丝材的光亮拉拔系统的俯视图。
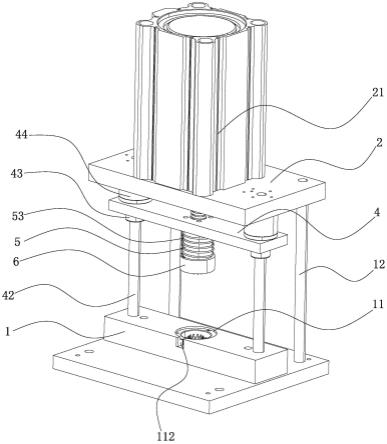
11.图2是本发明的一种钛合金丝材的光亮拉拔系统的主视图。
11.图3是发明的一种钛合金丝材的光亮拉拔系统收线装置的主视图。图4是本发明的一种钛合金丝材的光亮拉拔系统收线装置的左视图。
12.在图中:1-水平辊模,2-垂直辊模,3-导辊,4-导辊固定轴承,5-拉丝滚筒,6-拉丝滚筒减速器,7-拉丝滚筒电机,8-张力辊圆盘,9-张力调节辊圆盘,10-收线盘,11-收线盘传动带,12-收线盘电机,13-螺纹轴杆,14-收线盘支架,15-抛光机,16-放线盘,17-控制器,18-机架,19-拉丝滚筒固定轴承,20-张力辊连杆,21-电阻尺,22-张力辊轴承,23-收线盘底座轴套,24-收线盘底座电机,25-滑动轴,26-底板,27-收线盘底座,28-滑动轴支撑板,29-抛光机电机,30-滑动方块,31-收线盘轴承,32-收线盘电机支撑板,33-张力调节辊定位杆,34-张力调节辊轴杆,35-张力辊轴杆,36-张力调节弹簧,37-丝材。
13.下面结合附图说明本发明的实施例。
具体实施方式
一种鈦及钛合金丝材的辊压光亮拉拔系统,包括抛光机15,辊压机构,分线器,张力组件,收线装置,抛光机15,辊压机构,分线器,张力组件,收线装置根据所述顺序固定在机架18上。辊压机构位于抛光机15和分线器之间。所述辊压机构包括三对水平辊轮组和三对垂直辊轮组,通过辊套固定在机架18上。各所述辊轮组包括两个转轴和套设于对应所述转轴上的辊轮,1为水平辊轮,2为垂直辊轮,所述水平辊轮1和垂直辊轮2上制有线槽。所述分线器包括导辊3和拉丝滚筒5,位于辊压机构和张力组件之间,所述导辊3的连接轴固定在导辊固定轴承4上,并可在导辊固定轴承4内旋转。拉丝滚筒5连接轴固定在拉丝滚筒固定轴承19上,并可在拉丝滚筒固定轴承19内旋转。导轮固定轴承4和拉丝滚筒固定
轴承19固定在机架18上。所述导辊3和拉丝滚筒5的圆周表面制有等距离螺纹线槽,当丝材37进入导辊3的螺纹线槽后,被导辊3导进拉丝滚筒5的螺纹线槽,缠绕一圈后,再送回导辊3的第二圈螺纹线槽,导辊3转动,将丝材37输送到拉丝滚筒5的第二圈螺纹线槽,最后,从拉丝滚筒5的最后一圈螺纹线槽送出,进入张力辊圆盘8的侧面圆周线槽。拉丝滚筒5的连接轴与拉丝滚筒减速器6连接,拉丝滚筒减速器6与拉丝滚筒电机7连接,所述拉丝滚筒电机7与控制器17电性联接。所述张力组件包括张力调节辊和张力辊,位于分线器和收线装置之间。张力调节辊包括张力调节辊圆盘9和张力调节辊轴杆34,张力辊包括张力辊圆盘8和张力辊轴杆35。张力调节辊轴杆34和张力辊轴杆35一端固定有轴承,张力调节辊圆盘9通过轴承固定在张力调节辊轴杆34上,张力辊圆盘8通过轴承固定在张力辊轴杆35上。张力调节辊圆盘9可以在张力调节辊轴杆34上转动,张力辊圆盘8可以在张力辊轴杆35上转动。张力调节辊圆盘9和张力辊圆盘8的侧面圆周制有线槽。张力调节辊和张力辊通过张力辊连杆20连接在一起。张力辊通过张力辊轴承22固定在机架18上。位于张力调节辊9上方的机架上制有圆孔,将弹簧36置于机架圆孔之上,张力调节辊定位杆33穿过弹簧36和机架圆孔,固定到张力调节辊轴杆34上,张力调节辊定位杆33邻接弹簧上端的端頭直径大于所述弹簧外径。所述机架18制有的圆孔大于所述张力调节辊定位杆33的直径,小于所述弹簧的外径,使得张力辊定位杆33在机架圆孔内可以上下移动,带动张力调节辊圆盘9上下移动,从而能够保持不同线径的丝材具有恒定的张力。所述张力辊连杆20上装有电阻尺21,所述电阻尺21与控制器17电性联接,张力调节辊圆盘9上下移动使得连接在张力辊连杆20的电阻尺的电阻值发生变化,所述控制器17根据电阻尺21电阻的变化控制张力调节辊上下移动,实现对线材张力的控制。所述收线装置位于系统的最后,收线装置的收线盘10的轴杆穿过收线盘轴承31通过减速器与收线盘电机12连接。所述收线盘轴承31固定在收线盘支架14上,收线盘支架14固定在收线盘底座27上,所述收线盘底座27下表面焊接有滑动方块30,所述滑动方块30有四个,位于底板27下表面的两侧,滑动方块30的侧面制有圆孔,所述滑动方块30的圆孔穿过滑动轴25,可沿滑动轴25滑动。底板26的两侧固定有滑动轴支撑板28,滑动轴支撑板28制有圆孔,所述滑动轴25有两个,滑动轴25穿过滑动轴支撑板28制有的圆孔,固定在滑动轴支撑板28上。收线盘底座27与张力调节辊相邻的一边焊接有收线盘底座轴套23,所述收线盘底座轴套23内表面制有螺纹,螺纹轴杆13制有螺纹,所述底座轴套23内表面制有螺纹与螺纹轴杆13的螺纹可以吻合在一起,所述收线盘底座27可以沿螺纹轴杆13和滑动辊25移动,所述螺纹轴杆13一端固定在架体18上,另一端穿过收线盘底座轴套23制有的螺纹孔,连接到减速器,减速器与收线盘底座电机24连接。收线盘底座电机24转动,带动螺纹轴杆13转动,使得收线盘底座27沿螺纹轴杆13移动,最后使固定在收线盘底座27上的收线盘10在螺纹轴杆13的方向移动,实现丝材在收线盘10上分层均匀排列。丝材辊压光亮拉拔时,控制器17控制抛光机电机29,带动抛光机15转动,放线盘16上的丝材进入抛光机15,通过抛光辊内的抛光布对丝材37进行连续抛光。抛光后的丝材37通过辊轮组交替进行三个道次的水平辊压和三个道次的垂直辊压,尺寸精度达到要求后,传送到分线器的导轮3。辊模拉拔之后的丝材37通过导轮3的线槽,使丝材分开,缠绕到拉丝滚筒5的线槽内,最后从拉丝滚筒5的最后一圈线槽进入张力组件的张力辊圆盘8的侧面圆
周线槽和张力调节辊圆盘9的侧面圆周线槽,最后缠绕在收线盘10上。控制器17与收线盘电机12和收线盘底座电机24电性联接,控制器17控制收线盘电机12带动收线盘10转动,控制器17控制收线盘底座电机24转动,带动螺旋轴杆13转动,收线盘底座27沿螺旋轴杆13移动,使丝材37分层均匀地缠绕到收线盘10上,避免了由于重叠缠绕产生的划痕和缺陷。收线盘10转动缠绕丝材37时,对通过张力调节辊圆盘9的侧面圆周线槽内的丝材37产生一个向下的压力,加上张力调节辊圆盘9本身的重力,使弹簧36被压缩,弹簧36会产生一个反向弹力,使张力辊定位杆33向上,向上和向下两个力的平衡,使得张力调节辊圆盘9内的丝材37的张力保持恒定。张力辊连杆20上装有电阻尺21,电阻尺21与控制器17电性联接,张力调节辊圆盘9上下运动,使电阻尺21的电阻发生变化,控制器17根据电阻尺21电阻的变化,控制收线盘电机12转动,驱动收线盘10转动,带动张力调节辊转动,实现对丝材37张力的控制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。