一种光固化3d打印硅橡胶导电弹性纤维及其制备方法
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种光固化3d打印硅橡胶导电弹性纤维及其制备方法。
背景技术:
2.3d打印又称增材制造,是一种用计算机建立物体三维模型,直接进行成型的技术。可通过生物医学工程、材料成型加工、自动化控制、计算机建模、人工智能等多可学科的交叉创新推动现有产业的加速发展或诞生性的产业。与传统成型技术相比,不需要传统刀具、夹具、以及多个步骤的加工工序。可通过程序控制自动并精确制造出任意复杂形状的零件,缩短了新产品的开发周期。增材制造技术近年来发展迅速,在航空航天、医疗、教育、食品、制造、模具、人工智能等方面应用越来越多。3d打印中打印材料的发展是三大关键技术之一,打印材料的瓶颈是限制该领域发展的首要问题。
3.硅橡胶主链结构为硅氧烷结构,其化学结构稳定,具有较高的耐温性、耐氧化、柔软性、疏水性、透气性、生理惰性、电绝缘、生物适应性好、无毒、无味、不致癌等一系列优良性能。硅橡胶中还可以填充复合各种功能填料和添加剂。由于硅橡胶的这些特性,聚甲基硅氧烷已成为生物医用和智能材料领域典型的柔性高分子材料。
4.随着科技进步,越来越多的电子产品和缓冲减震产品向柔性化、智能化、定制化发展,如医疗设备、健康监测设备、可穿戴设备等,这些产品不仅需要电子元器件的正常运转,还需要产品随着用户需求进行形变与回复。现有的柔性电子相关的研究主要是通过铸模的方式将导电材料嵌入到弹性材料中并进行封装成型。现有的铸模方式要先制造模具,生产成本高,根据不同的需要进行工艺调整,还需模具的更换,现有的缓冲减震功能也难以满足客户的个性化需求。一般硅橡胶固化时间长,其流动性不能保证3d打印精度,需要支撑材料才能完成复杂结构的3d打印。现有硅橡胶材料3d打印过程中会释放难闻气味,其疏水性和较低的表面能限制了其与其他材料有效的协同打印,因此硅橡胶的3d打印实现起来有一定困难。
5.为了开发硅橡胶3d打印的应用,目前急需设计开发一种适合3d打印的材料,其性能需要满足常温下有一定的流动性、固化快、体积收缩小、无需支撑、易于复合。
技术实现要素:
6.为了克服现有技术不足,本发明的目的是提供一种具有较好的拉伸回复能力,可导电,且可进行3d打印进行制备的硅橡胶导电弹性纤维及其制备方法。
7.本发明公开了一种光固化3d打印硅橡胶导电弹性纤维,其包括通过3d打印成型的导电硅橡胶芯层及包裹在所述导电硅橡胶芯层外的可光固化硅橡胶皮层。
8.本发明通过3d打印技术将导电硅橡胶芯层和可光固化硅橡胶皮层同时打印成型,保持硅橡胶纤维弹性的同时赋予其导电性,可用于医用材料或智能设备等个性化需求领域。
9.进一步,所述导电硅橡胶芯层为截面为圆形的线条状,其截面圆形直径为100~300um,所述可光固化硅橡胶皮层的壁厚为200~500um。
10.进一步,所述导电硅橡胶芯层包括以下重量份数的组份:
11.40~70份液态硅橡胶,25~55份导电填料,5~10份增塑剂;所述液态硅橡胶为乙烯基封端的聚二甲基硅氧烷,所述乙烯基封端的聚二甲基硅氧烷的粘度为10~25pa
·
s。本发明的乙烯基封端的聚二甲基硅氧烷根据性能要求,采用不同分子量的乙烯基封端的聚二甲基硅氧烷混合制得。由于采用乙烯基对聚二甲基硅氧烷进行封端,从而提高聚二甲基硅氧烷的柔性,进而提高制备的导电硅橡胶芯层的柔性。同时,通过控制乙烯基封端的聚二甲基硅氧烷粘度确保加工时的流动性。本发明中,所述乙烯基封端的聚二甲基硅氧烷为市售产品,采购于安必亚特种有机硅公司(美国),牌号为andisil vs 10或andisil vs 15。
12.进一步,所述增塑剂为1,2-丙二醇或1,3-丙二醇。本发明通过加入增塑剂,可以调节所述导电硅橡胶芯层的粘度和流动性,方便3d打印成型。
13.进一步,所述导电填料为下列中的一种:金属粉、碳纤维、碳纳米管或导电炭黑,所述导电填料的尺寸为微米级。所述碳纳米管直径为纳米级,一般在20nm以下,长度为微米级。
14.进一步,所述金属粉包括包括下列中的一种:银粉、镍粉、铜粉、铁粉。
15.本发明中,所述导电硅橡胶芯层中填充有导电填料,当导电填料含量达到一定体积时导电硅橡胶芯层中会形成导电网络,形成导电通路;随着导电填料的增加,导电通路也随之增加,导电性更好。但导电填料加入过多时,导电硅橡胶芯层在加工时流动性变差,导电填料的分散也变差。因此,导电填料较佳含量为25%-50%。本发明实现了导电填料与液态硅橡胶混合后,通过3d打印技术制备导电芯层。
16.进一步,所述可光固化硅橡胶皮层包括以下重量份数的组份:甲基乙烯基硅橡胶100份,巯基小分子交联剂3~6份,光引发剂0.5~1.5份,溶剂50~60份。由上述组分制备的可光固化硅橡胶皮层为透明的硅橡胶,因此,当通过紫外光照射时,可实现导电硅橡胶皮层完全固化。
17.进一步,所述甲基乙烯基硅橡胶的粘度为10~25pa
·
s,乙烯基含量优选为0.1~0.4mmol/g。通过控制甲基乙烯基硅橡胶中的乙烯基含量以实现可光固化硅橡胶皮层的有效固化。当甲基乙烯基硅橡胶中的乙烯基含量太低时,光固化硅橡胶皮层光固化时交联程度太低不易保持稳定性;当甲基乙烯基硅橡胶中的乙烯基含量太高时,则光固化硅橡胶皮层光固化后弹性差。其中,甲基乙烯基硅橡胶简称乙烯基硅橡胶,是由二甲基硅氧烷与少量乙烯基硅氧烷共聚而成。
18.本发明中,应用的甲基乙烯基硅橡胶根据性能要求,采用不同分子量的甲基乙烯基硅橡胶混合制得。由于甲基乙烯基硅橡胶的侧链上连接有乙烯基,从而提高甲基乙烯基硅橡胶的硬度,进而提高制备的可光固化硅橡胶皮层的硬度。
19.本发明中,所述甲基乙烯基硅橡胶为两端侧链含有乙烯基的聚硅氧烷,所述甲基乙烯基硅橡胶中的乙烯基与巯基小分子交联剂中的巯基在光照时进行自由基交联反应。由甲基乙烯基硅橡胶、巯基小分子交联剂等原料组成的可光固化硅橡胶皮层的原料,在经3d打印之后再进行光照交联,即在打印喷头拉出后进行交联,交联之后原料就无法再流动,实现可稳定地打印丝线。
20.进一步,所述巯基小分子交联剂包括下列中的一种或两种以上的混合物:三羟甲基丙烷三(3-巯基丙酸酯)、三羟甲基丙烷三(2-巯基乙酸酯)、1,4-丁二硫醇、1,6-己二硫醇、1,8-辛二硫醇,1,9-壬二硫醇、1,10-癸二硫醇、四(3-巯基丙酸)季戊四醇酯、2,2
’‑
(1,2-乙二基双氧代)双乙硫醇或二巯基乙酸乙二醇酯。
21.进一步,所述光引发剂为自由基光引发剂,所述自由基光引发剂包括下列中的一种或两种以上的混合物:安息香双甲醚、安息香乙醚、安息香丁醚、安息香、异丙醚、2-羟基-2-甲基-1-苯基甲酮、二苯基乙酮、二苯甲酮、α,α-二乙氧基苯乙酮、α-羟烷基苯酮、1-羟基-环己基-苯基甲酮。通过加入所述光引发剂,可引发巯基小分子交联剂与甲基乙烯基硅橡胶进行自由基交联反应。
22.所述溶剂包括下列中的一种:四氢呋喃、乙酸乙酯、或环己烷。
23.本发明还公开光固化3d打印硅橡胶导电弹性纤维的制备方法,其包括以下步骤:
24.步骤1:将所述导电硅橡胶芯层的各组分常温混合混炼至均匀,得到液体导电硅橡胶,真空排气后再将所述液体导电硅橡胶输送到第一挤出机;所述第一挤出机通过导管与3d打印喷头的内芯接头连接;
25.步骤2:往甲基乙烯基硅橡胶中加入光引发剂,搅拌使其溶解,再加入巯基小分子交联剂和溶剂,混合均匀,得到光固化硅橡胶混合物,真空排气后再将所述光固化硅橡胶混合物输送到第二挤出机;所述第二挤出机通过导管与3d打印喷头的外腔连接;
26.步骤3:所述第一挤出机以3-5ul/s的注射流速将液体导电硅橡胶挤出至3d打印喷头的内芯,第二挤出机以9-15ul/s的注射流速将光固化硅橡胶混合物挤出至3d打印喷头的外腔,3d打印喷头以7-12mm/s的打印速率将内芯和外腔中的料液进行同轴线打印,得到以导电硅橡胶为芯层,以可光固化硅橡胶为皮层的硅橡胶导电弹性纤维,所述硅橡胶导电弹性纤维在打印口于紫外光下固化。
27.上述由步骤1制备的液体导电硅橡胶和由步骤2制备的光固化硅橡胶混合物,二者流动性相当,可同时3d打印成硅橡胶导电弹性纤维,该硅橡胶导电弹性纤维具有较好的拉伸回复能力,具有导电性能;可直接作为柔性导线使用。
28.本发明的有益效果为:
29.本发明的硅橡胶导电弹性纤维,通过将导电硅橡胶芯层和可光固化硅橡胶皮层同时打印,打印之后随即进行光固化。导电硅橡胶芯层和可光固化硅橡胶皮层的主体材料均为硅橡胶,导电硅橡胶芯层及可光固化硅橡胶皮层同时打印时两层表面粘合完整,可使制备的硅橡胶导电弹性纤维内部界面粘合完整及紧密,可实现通过3d打印工艺制备硅橡胶导电弹性纤维材料。同时,硅橡胶结构还可使制备的硅橡胶导电弹性纤维具有良好的拉伸性能。
30.所述硅橡胶导电弹性纤维在拉伸前后均能保持良好的导电性。所述硅橡胶导电弹性纤维制作过程简单,可不间断大批量生产,人力成本和时间成本不高,能够满足不同用户柔性导电纤维的需求。所述硅橡胶导电弹性纤维可用于生物医用、人工智能等领域,具有广阔的应用前景,可拉伸、压缩或扭转,改变电阻,进而检测人体的运动。
31.总之,本发明的硅橡胶导电弹性纤维具有良好的压缩和自恢复能力,可兼具缓冲减震效果和导电性,制备工艺简单,可用于生物医疗、柔性电子等领域。
具体实施方式
32.为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式详予说明。
33.实施例1
34.光固化3d打印硅橡胶导电弹性纤维的制备方法,其包括以下步骤:
35.步骤1:将所述导电硅橡胶芯层的各组分常温混合混炼5min至均匀,得到液体导电硅橡胶,真空排气后再将所述液体导电硅橡胶输送到第一挤出机;所述第一挤出机通过导管与3d打印喷头的内芯接头连接;
36.其中,所述导电硅橡胶芯层包括以下重量份数的组分:
37.40份液态硅橡胶,55份导电填料微米级银粉,5份增塑剂1,3-丙二醇;所述液态硅橡胶为乙烯基封端的聚二甲基硅氧烷,粘度为20pa
·
s;
38.步骤2:往甲基乙烯基硅橡胶中加入光引发剂,搅拌使其溶解,再加入巯基小分子交联剂和溶剂,混合均匀,得到光固化硅橡胶混合物,真空排气后再将所述光固化硅橡胶混合物输送到第二挤出机;所述第二挤出机通过导管与3d打印喷头的外腔连接;
39.其中,所述光固化硅橡胶混合物包括以下重量份数的组分:
40.甲基乙烯基硅橡胶100份,巯基小分子交联剂三羟甲基丙烷三(3-巯基丙酸酯)3.5份,光引发剂安息香双甲醚1.0份,溶剂四氢呋喃52份;所述甲基乙烯基硅橡胶粘度为14pa
·
s,乙烯基含量0.2mmol/g;
41.步骤3:所述第一挤出机以5ul/s的注射流速将液体导电硅橡胶挤出至3d打印喷头的内芯,第二挤出机以15ul/s的注射流速将光固化硅橡胶混合物挤出至3d打印喷头的外腔,所述3d打印机喷头内芯接头内径200um,外腔结构的内径为400um,3d打印喷头以7mm/s的打印速率将内芯和外腔中的料液进行同轴线打印,得到以导电硅橡胶为芯层,以可光固化硅橡胶为皮层的硅橡胶导电弹性纤维,所述硅橡胶导电弹性纤维在打印口于紫外光下3s内固化。
42.实施例2
43.光固化3d打印硅橡胶导电弹性纤维的制备方法,其包括以下步骤:
44.步骤1:将所述导电硅橡胶芯层的各组分常温混合混炼5min至均匀,得到液体导电硅橡胶,真空排气后再将所述液体导电硅橡胶输送到第一挤出机;所述第一挤出机通过导管与3d打印喷头的内芯接头连接;
45.其中,所述导电硅橡胶芯层包括以下重量份数的组分:
46.65份液态硅橡胶,30份导电填料微米级碳纤维,5份增塑剂1,2-丙二醇;所述液态硅橡胶为乙烯基封端的聚二甲基硅氧烷,粘度为25pa
·
s;
47.步骤2:往甲基乙烯基硅橡胶中加入光引发剂,搅拌使其溶解,再加入巯基小分子交联剂和溶剂,混合均匀,得到光固化硅橡胶混合物,真空排气后再将所述光固化硅橡胶混合物输送到第二挤出机;所述第二挤出机通过导管与3d打印喷头的外腔连接;
48.其中,所述光固化硅橡胶混合物包括以下重量份数的组分:
49.甲基乙烯基硅橡胶100份,巯基小分子交联剂1,10-癸二硫醇4份,光引发剂二苯基乙酮1.2份,溶剂四氢呋喃55份;所述甲基乙烯基硅橡胶粘度为10pa
·
s,乙烯基含量0.1mmol/g;
50.步骤3:所述第一挤出机以3ul/s的注射流速将液体导电硅橡胶挤出至3d打印喷头的内芯,第二挤出机以9ul/s的注射流速将光固化硅橡胶混合物挤出至3d打印喷头的外腔,所述3d打印机喷头内芯接头内径100um,外腔结构的内径为200um,3d打印喷头以12mm/s的打印速率将内芯和外腔中的料液进行同轴线打印,得到以导电硅橡胶为芯层,以可光固化硅橡胶为皮层的硅橡胶导电弹性纤维,所述硅橡胶导电弹性纤维在打印口于紫外光下2s内固化。
51.实施例3
52.光固化3d打印硅橡胶导电弹性纤维的制备方法,其包括以下步骤:
53.步骤1:将所述导电硅橡胶芯层的各组分常温混合混炼5min至均匀,得到液体导电硅橡胶,真空排气后再将所述液体导电硅橡胶输送到第一挤出机;所述第一挤出机通过导管与3d打印喷头的内芯接头连接;
54.其中,所述导电硅橡胶芯层包括以下重量份数的组分:
55.50份液态硅橡胶,40份导电填料微米级的导电炭黑,10份增塑剂1,2-丙二醇;所述液态硅橡胶为乙烯基封端的聚二甲基硅氧烷,粘度为粘度为10pa
·
s;
56.步骤2:往甲基乙烯基硅橡胶中加入光引发剂,搅拌使其溶解,再加入巯基小分子交联剂和溶剂,混合均匀,得到光固化硅橡胶混合物,真空排气后再将所述光固化硅橡胶混合物输送到第二挤出机;所述第二挤出机通过导管与3d打印喷头的外腔连接;
57.其中,所述光固化硅橡胶混合物包括以下重量份数的组分:
58.甲基乙烯基硅橡胶100份,巯基小分子交联剂1,4-丁二硫醇3份,光引发剂安息香丁醚1.5份,溶剂乙酸乙酯50份;所述甲基乙烯基硅橡胶粘度为粘度为25pa,乙烯基含量0.4mmol/g;
59.步骤3:所述第一挤出机以5ul/s的注射流速将液体导电硅橡胶挤出至3d打印喷头的内芯,第二挤出机以15ul/s的注射流速将光固化硅橡胶混合物挤出至3d打印喷头的外腔,所述3d打印机喷头内芯接头内径300um,外腔结构的内径为500um,3d打印喷头以7mm/s的打印速率将内芯和外腔中的料液进行同轴线打印,得到以导电硅橡胶为芯层,以可光固化硅橡胶为皮层的硅橡胶导电弹性纤维,所述硅橡胶导电弹性纤维在打印口于紫外光下4s内固化。
60.实施例4
61.光固化3d打印硅橡胶导电弹性纤维的制备方法,其包括以下步骤:
62.步骤1:将所述导电硅橡胶芯层的各组分常温混合混炼5min至均匀,得到液体导电硅橡胶,真空排气后再将所述液体导电硅橡胶输送到第一挤出机;所述第一挤出机通过导管与3d打印喷头的内芯接头连接;
63.其中,所述导电硅橡胶芯层包括以下重量份数的组分:
64.70份液态硅橡胶,25份导电填料微米级的铜粉,5份增塑剂1,3-丙二醇;所述液态硅橡胶为乙烯基封端的聚二甲基硅氧烷,粘度为粘度为粘度为15pa
·
s;
65.步骤2:往甲基乙烯基硅橡胶中加入光引发剂,搅拌使其溶解,再加入巯基小分子交联剂和溶剂,混合均匀,得到光固化硅橡胶混合物,真空排气后再将所述光固化硅橡胶混合物输送到第二挤出机;所述第二挤出机通过导管与3d打印喷头的外腔连接;
66.其中,所述光固化硅橡胶混合物包括以下重量份数的组分:
67.甲基乙烯基硅橡胶100份,巯基小分子交联剂二巯基乙酸乙二醇酯6份,光引发剂α-羟烷基苯酮0.5份,溶剂环己烷60份;所述甲基乙烯基硅橡胶黏度20pa,乙烯基含量0.3mmol/g;
68.步骤3:所述第一挤出机以4ul/s的注射流速将液体导电硅橡胶挤出至3d打印喷头的内芯,第二挤出机以11ul/s的注射流速将光固化硅橡胶混合物挤出至3d打印喷头的外腔,所述3d打印机喷头内芯接头内径200um,外腔结构的内径为400um,3d打印喷头以7mm/s的打印速率将内芯和外腔中的料液进行同轴线打印,得到以导电硅橡胶为芯层,以可光固化硅橡胶为皮层的硅橡胶导电弹性纤维,所述硅橡胶导电弹性纤维在打印口于紫外光下3.5s内固化。
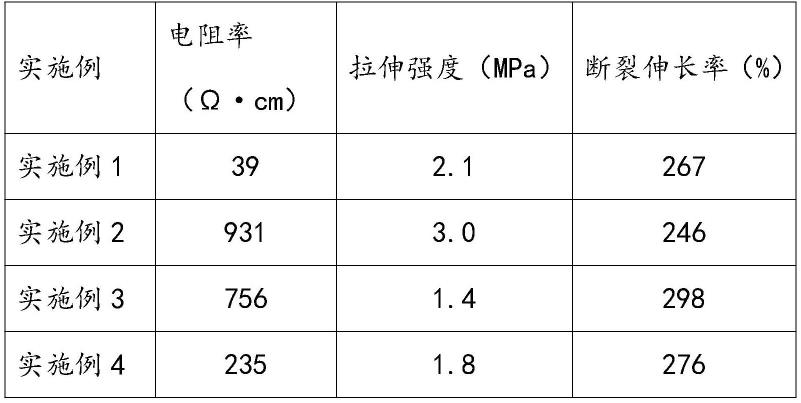
69.将实施例1-4制备的硅橡胶导电弹性纤维进行电阻率、拉伸强度、断裂伸长率、邵a硬度检测,检测得到的数据见表1。
70.其中,电阻率采用国标gb/t2439-2001进行检测;拉伸强度采用国标gb/t528-2009进行检测;断裂伸长率采用国标gb/t528-2009进行检测;邵a硬度检查采用国标gb/t 531-1999进行检测。
71.表1实施例1-4制备的硅橡胶导电弹性纤维性能检测数据
[0072][0073]
由上述表1可知,采用本发明的制备方法,制备得到的硅橡胶导电弹性纤维电阻率达到12ω
·
cm以下,证据其具有导电性能。同时,拉伸强度达到1.4mpa以上,断裂伸长率达到246%以上,说明制备得到的硅橡胶导电弹性纤维具有良好的拉伸回复能力及一定的强度,可在需要柔性和弹性的应用领域使用。
[0074]
需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本发明的专利保护范围。因此,基于本发明的创新理念,对本文所述实施例进行的变更和修改,或利用本发明说明书内容所作的等效结构或等效流程变换,直接或间接地将以上技术方案运用在其他相关的技术领域,均包括在本发明的专利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
