1.本发明设计提出了一种基于超声波波动理论的应用高能声束法对曲轴加工中产生的残余应力调控的装置和方法,特别指出一种适合大型曲轴在各个冷加工工艺过程中均化并消减其加工工艺所造成的残余应力集中从而达到曲轴不产生变形,适用于曲轴冷加工残余应力的高能声束消减系统现场调控。
背景技术:
2.曲轴在发动机中承担最重要的传力功能,它承受连杆所传来的力并传递给发动机里其他的附件中,其主要传动的载体为力矩形式。曲轴在工作过程中由于受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,在曲轴中产生了弯曲扭转载荷。这就要求曲轴具有符合要求的强度和刚度,并且轴径要工作均匀,平衡性达标。大型曲轴的毛坯生产主要采用热模锻为主,曲轴粗加工广泛采用数控车床、铣床等先进设备对主轴颈、连杆轴颈进行数控车削、内铣削、车-拉削加工,以有效减少曲轴加工的变形量。曲轴精加工广泛采用cnc控制的曲轴磨床对其轴颈进行精磨加工。另外为了保证曲轴的加工硬度要求曲轴采用中频淬火、氮化处理进行表面硬化处理,加工过程中产生的残余应力复杂,并且产生的曲轴形变较大,影响精度。
3.大型曲轴的加工工艺的实现主要依赖于机床,但是目前的加工机床依赖于国外进口,并且工艺参数等依赖于国外,这严重影响到曲轴加工的成品率。其中加工工艺的复杂性导致被加工件中产生残余应力的应力集中,尤其是在去除加工工装时,由于残余应力作用导致曲轴发生变形并导致多种形式的失效,例如疲劳、断裂等。为了避免上述问题,本发明介绍一种曲轴加工过程中应力控制的方法与装置,能够对曲轴加工过程产生的应力变形进行调控与均化。
4.文献检索发现,专利:(张青雷,等.一种半组合式大型船用曲轴复套变形控制模拟方法[p].专利号:cn201811454391.9)公开了一种半组合式大型船用曲轴复套变形控制模拟方法,在多种变形超过规定范围的情况下,提供套件添加、曲拐固定、更换或者添加套件位置等多重应对变形的方式。(周全球,等.一种用于外圆磨加工的提高曲轴精度的夹具[p].专利号:cn201420144028.8)公开了一种用于外圆磨加工的提高曲轴精度的夹具,通过曲轴两端的定位夹套,并在曲轴安装配重块,使加工时不会发生转动现象,保证了加工的精度。以上专利均对曲轴加工过程中降低曲轴的形变和曲轴的加工工艺,并没有关注导致曲轴变形的根源——残余应力,因此这些专利并不能从根本上解决曲轴加工变形问题。
技术实现要素:
[0005]
本发明的目的是提供一种用于曲轴加工过程中同步消减和均化加工残余应力的装置和方法,通过该装置为曲轴提供冷加工后调控加工残余应力的高能声束调控的工艺装备,将被加工曲轴与高能声束激励器紧密贴合,并调节激励器周向位姿,利用该工作台进行曲轴的无应力加工。
[0006]
曲轴固定在工作台上,激励器通过卡具与曲轴表面贴合,通过激励器向曲轴中发射高能声波,依据弹性波的波粒二象性高能声波在材料内部以质点往复运动形式传播,其波动能量对材料内晶格或质点间的约束力会起到消减和耗散作用,从而达到消减和均化曲轴内部的残余应力的目的,以此防止加工过程中特别是中频感应淬火所产生的曲轴内部残余应力不断释放和平衡而导致曲轴的持续变形,最终达到和保持曲轴的设计形状及精度要求。
[0007]
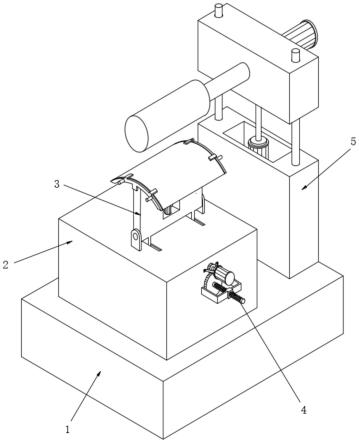
本发明一种高能声束调控大型曲轴加工残余应力装置,包括:有待调控曲轴101、曲轴支架102、连杆轴颈处连杆调控组件工装103、主轴颈处主轴调控组件工装104、曲轴压板105及支撑平台106。
[0008]
其中,支撑平台106为高刚度支撑平台,曲轴支架102与支撑平台106之间通过定位销与螺柱过盈配合;曲轴101放置在v形曲轴支架102上自定心,并通过曲轴压板105进行固定;连杆调控组件工装103通过固定器紧密贴合曲轴连杆轴颈;主轴调控组件工装104与曲轴支架102通过螺栓与螺母连接固定,应力调控组件与曲轴主轴颈紧密贴合。
[0009]
其中,主轴调控组件工装104由高能声束激励器201、振子转换头202、主轴调控声楔块203、支架转接板204及紧固螺母205共同组成;其中,支架转接板与曲轴支架102之间通过紧固螺母205和螺栓连接固定,高能声束激励器201、振子转换头202和主轴调控声楔块203连接为整体,接受外部激发的高能声信号。主轴调控声楔块203与曲轴主轴颈206紧密切合,并被固定卡紧在主轴调控组件上;卡紧过程如下:
[0010]
支架转接板204与连杆303通过销轴304连接,主轴换能器卡板302固定高能声束激励器201,旋紧螺钉305与主轴换能器卡板302,并通过连接销306相互连接,能够使得主轴调控声楔块203与曲轴主轴颈206之间贴合更为紧密,以完成高能声束引起的声楔块的高频振动传入曲轴,消减并均化曲轴主轴颈处的残余应力。
[0011]
其中,连杆轴颈处连杆调控组件工装103由高能声束激励器201、连杆调控支架602、连杆调控声楔块603组成,高能声束激励器201和连杆调控声楔块603通过螺钉相连。其中,连杆换能器卡板601用于固定高能声束激励器201和连杆调控声楔块603整体,以实现高能声束引起的声楔块的高频振动传入曲轴,卡紧过程如下:
[0012]
连杆换能器卡板601之间通过销轴801互相连接,并可以相互产生角位移,螺钉802用于旋紧连杆换能器卡板601与高能声束激励器201,连杆调控组件工装的固定与松卸通过压块螺母803、压块804、螺钉805实现。压块螺母803通过与螺钉805相互旋紧,使得压块804压紧连杆换能器卡板601。当螺钉805旋紧时,高能声束激励器201和连杆调控声楔块603被紧紧压在曲轴连杆轴颈表面而无法旋转,从而实现调控声楔块与曲轴连杆轴颈表面的紧密贴合,实现高能声束引起的声楔块的高频振动传入曲轴,消减并均化曲轴连杆轴颈处的残余应力。当螺钉805松卸时,高能声束激励器201和连杆调控声楔块603整体与曲轴连杆轴颈可发生相对角位移,通过旋转连杆调控组件工装103整体,以调节连杆调控组件工装103相对于曲轴的位姿,可以使高能声束激励器201自曲轴表面的不同位置进行耦合和发射声波,多方位调控曲轴中的加工残余应力,以达到连杆轴颈不同角度的应力调控消减均化。
[0013]
本发明所述装置的特征有:具有高强度钢制底部支撑平台、具有过盈配合以保证平行度和垂直度的曲轴支架、曲轴支架有螺纹孔和定位孔、装配多个高能激励器和可改变激励位姿的连杆颈调控卡具装置、主轴颈调控卡具装置、与曲轴表面紧密贴合的超声调控
声楔块。
[0014]
本发明中所述装置的高能声束激励器201特征是可以受控制不同时序和相位的脉冲或连续式信号的控制产生高能声波。
[0015]
本发明中所述装置的高能声束激励器201与连杆调控声楔块603、振子转换头202和主轴调控声楔块203通过螺纹副连接,激励器接收到电信号并产生的高能质点振动能量传递给调控声楔块;调控声楔块与曲轴贴合面为等半径曲面,与曲轴连杆进行耦合并传递高能声波能量。主轴调控声楔块203和连杆调控声楔块603贴合面具有一定的光洁度和形廓精度要求,以确保与曲轴表面能够经过耦合介质紧密贴合,减少高能声波的界面传递损失。
[0016]
本发明中所述装置的高能声束激励器201与主轴调控声楔块203由于收到主轴和轴肩尺寸影响,需通过振子转换头202进行连接和传递高能声波,使得高能声束激励器201激发的质点振动能量可以到达并调控曲轴主轴轴颈中的加工残余应力。
[0017]
本发明所述装置的多个高能声束激励器的特征是包括压电换能元件、磁声换能元件、光声换能元件、机械冲击等换能元件构成的高能声波激励器,可以产生宽范围的频带和宽范围的能量的高能声波,并且可以接收信号的控制而在被调控曲轴内产生纵波、横波和表面波等多模态高能声波,以消减和均化曲轴各个轴段表面和内部的残余应力。高能声束激励器耦合介质的特征是工业用油脂、超声横纵波耦合剂、蜂蜜和甘油等能传递声波的胶态介质。
[0018]
本发明中大型曲轴高能声束变形控制方法是,首先,检测并记录曲轴当前工艺结束后的待调控部位的应力值;然后,将曲轴构件固定在超声调控工装上,根据预调控部位进行调控装置类型的选取,根据主轴与连杆选择高能声束激励器调控卡具工装,根据待调控表面曲率选取调控声楔块,在曲轴和调控声楔块端涂抹耦合介质,将圆形激励器固定工装合并使得调控声楔块耦合到曲轴上;然后开启超声波换能器,控制所述超声波换能器的工作频率在10-30khz范围内,并根据所述待调控部位的应力值大小设定预计调控时间直到曲轴残余应力不在变化为止。
[0019]
本发明的优点和有益效果在于:对于复杂曲轴主轴颈与连杆轴颈处的加工残余应力,本装置可以在每次加工工序后对被加工处局部应力进行消减和均化,并且根据当先工序加工性质选择合适高能声束种类、频率、振幅及相位,能够达到最优应力消除均化的效果,提高应力均化调控精度。同时,具有高刚度及平行度的多个曲轴支架及底部支架,可以明显的克服曲轴加工过程中产生的微小变形,使得曲轴精度进一步提高。同时,曲轴连杆轴颈处的加工残余应力调控较已有方法更具有柔性和灵活性,可以同时均化调控曲轴多处加工残余应力,大大提高曲轴加工应力调控效率。同时,对于不同尺寸不同类型的曲轴加工应力调控,可通过对该装置部分组件的更换即可完成,大大提高了该装备的适用条件与适用对象。
附图说明
[0020]
图1a为曲轴加工残余应力调控工装主视图。
[0021]
图1b为曲轴加工残余应力调控工装轴测图。
[0022]
图2a为主轴调控装置轴测图。
[0023]
图2b主轴调控装置示剖面图。
[0024]
图3为主轴颈调控卡具卡紧机构示意图。
[0025]
图4a为振子转换头剖面图。
[0026]
图4b为振子转换头主视图。
[0027]
图5a为主轴调控声楔块主视图。
[0028]
图5b为主轴调控声楔块俯视图。
[0029]
图5c为主轴调控声楔块轴测图。
[0030]
图6a为连杆调控装置主视图。
[0031]
图6b为连杆调控装置轴测图。
[0032]
图7a为连杆调控声楔块主视图。
[0033]
图7b为连杆调控声楔块剖面图。
[0034]
图8为连杆颈调控卡具卡紧机构示意图。
[0035]
图9a为连杆调控卡具压块主视图。
[0036]
图9b为连杆调控卡具压块侧式图。
[0037]
图9c为连杆调控卡具压块剖视图。
[0038]
图9d为连杆调控卡具压块螺母示意图。
[0039]
图中标号说明如下:
[0040]
曲轴101、曲轴支架102、连杆调控组件工装103、主轴调控组件工装104、曲轴压板105、支撑平台106、高能声束激励器201、振子转换头202、主轴调控声楔块203、支架转接板204、紧固螺母205、曲轴主轴颈206、连杆301、主轴换能器卡板302、连杆303、销轴304、螺钉305、连接销306、连杆换能器卡板601、连杆调控支架602、连杆调控声楔块603、销轴801、螺钉802、压块螺母803、压块804、螺钉805
具体实施方式
[0041]
基于超声波波动理论,高能纵波消减和均化沿纵波方向分布的残余应力是最敏感和最有效的;超声横波传播时的质点振动方向与波传播方向垂直,使用高能横波消减和均化垂直横波传播方向的残余应力是最敏感和有效的;超声表面波传播时的质点在构件表面做椭圆运动,对平行方向和法向的残余应力均有消减和均化作用,但是仅对构件表层残余应力的消减和均化有效果。
[0042]
下面对本发明具体的实施方式进行详细说明:
[0043]
图1a和图1b所示为曲轴加工残余应力消除和均化装置的示意图,其中,图1a中曲轴主轴101置于工作台中曲轴支架上,上方通过图1b中曲轴压板105压紧曲轴,底部支撑平台106具有典型的刚度梁结构,曲轴支架102与曲轴压板105之间通过螺栓螺母拧紧连接,曲轴支架102和支撑平台106之间通过销钉和螺栓过盈配合,可以保证曲轴工作台各个支架的平行度,这样可以减小曲轴在消除应力时的微小形变。连杆调控组件与主轴调控组件分别与曲轴的主轴和连杆轴颈处贴合。
[0044]
图2a所示为曲轴主轴颈的加工残余应力调控工装,图2b中高能声束激励器201的控制为:通过波形器和放大器可以产生纵波、横波和表面波等多模态高能声波,高能声波通过振子转换头202进行高能声束的传导到达主轴调控楔块3,主轴调控楔块203与曲轴主轴颈206之间通过耦合剂耦合,高能声束尽量减少损耗地达到主轴表面和其内部,达到高能声
束对曲轴加工残余应力的均化和消减目的。其中高能声束激励器201和振子转换头202之间通过螺纹副旋紧连接,达到声束传导目的。
[0045]
图3中所示为主轴颈调控卡具卡紧机构示意图。支架转接板204通过螺栓与紧固螺母固定在曲轴支架102上,连杆301、主轴换能器卡板302、连杆303之间均通过销轴304进行连接,具有一定的轴向旋转自由度,可用来调节主轴颈调控卡具对于高能声束激励器和曲轴主轴颈之间的紧密程度。图3中连杆301和主轴换能器卡板302之间通过螺钉305和连接销306螺纹配合,通过拧紧螺钉305和主轴换能器卡板302,可以达到主轴颈调控卡具工装和主轴颈夹紧的目的,使调控声楔块与曲轴主轴颈表面的完全贴合。
[0046]
图4a所示为振子转换头剖面图,其中上方螺柱用以与高能声束激励器201旋紧配合,以达到高能声束的传导功能。振子转换头尺大于图3中主轴换能器卡板302直径,在旋紧螺钉305和主轴换能器卡板302时,主轴调控声楔块203通过图3所示的主轴颈调控卡具卡紧机构夹紧在曲轴主轴颈上。振子转换头202的上下表面粗糙度应达到ra1.8,以降低高能声束传导过程中的损耗。
[0047]
图5a和图5b所示为主轴调控声楔块203的主视图和俯视图,其中上方螺柱用以与振子转换头202旋紧配合,以达到高能声束的传导功能。声楔块配合表面精度应达到ra0.012以确保贴合面的光洁程度,用来保证超声波传播过程中的损耗达到最低。同时,加工声楔块耦合表面时需要保证圆度,以确保声楔块与曲轴主轴表面可以完全贴合。
[0048]
振子转换头202与主轴调控声楔块203的设计是由于曲轴主轴颈较窄,不能使用传统的超声换能器和耦合声楔块整体作为调控组件进行曲轴应力的消减和均化。因此振子转换头202和主轴调控声楔块203可以达到主轴尺寸要求。
[0049]
图6a所示为连杆调控装置示意图,其中,高能声束激励器201和连杆调控声楔块603被连杆调控卡具卡紧机构夹持在曲轴连杆轴颈上,连杆颈调控声楔块603和高能声束激励器201之间通过螺栓旋紧相连,螺栓负责传导高能声束振动能量,从而传导高能声束减少能量泄漏。连杆换能器卡板601孔径和连杆调控声楔块603尺寸关系为:连杆调控声楔块603直径》连杆换能器卡板601孔径,这是由于在连杆轴颈与高能声束激励器调控组件装配时,连杆颈调控卡具需要卡在声楔块突出环部,通过螺钉802进行配合旋紧,这样可以保证在收紧连杆颈调控卡具时连杆调控声楔块603与曲轴连杆轴颈可以紧密贴合。
[0050]
图7a所示为连杆调控声楔块的主视图,图7b所示为连杆调控声楔块的剖视图,声楔块配合表面精度应达到ra0.012以确保贴合面的光洁程度,用来保证超声波传播过程中的损耗达到最低。同时,加工声楔块耦合表面时需要保证圆度,以确保声楔块与曲轴连杆轴颈表面完全贴合。
[0051]
图8所示为连杆颈调控卡具卡紧机构的示意图,其中连杆换能器卡板601之间通过销轴801相互铰接,以保证自由度满足调控卡具卡紧要求。其中销轴801连接各个卡板和连杆,螺钉802和螺纹孔可以旋紧卡板,这样可以让连杆换能器卡板601卡紧高能声束激励器201和连杆调控声楔块603。图8中放大图压块804和压块螺母803通过螺钉805配合,旋紧螺钉805可以使压块804和压块螺母803相对连杆换能器卡板601之间压紧,从而达到连杆调控声楔块603和曲轴连杆颈表面之间紧密贴合,以减少高能声束在经过耦合面时的能量损失,达到高能声束对曲轴连杆轴处的加工残余应力的均化和消除效果。
[0052]
压块螺母803和压块804示意图如图9所示,螺钉805通过压块孔与压块螺母803配
合,能够松弛或夹紧连杆换能器卡板601,以达到松弛或夹持整个连杆颈调控卡具。在松弛情况下,通过在曲轴连杆颈表面处涂抹耦合剂(例如蜂蜜、甘油等),以旋转连杆颈调控卡具和换能器工装整体,实现曲轴连杆周向360度旋转消除均化应力。需要注意的是,旋转过程中要保证调控声楔块14与曲轴连杆表面间耦合剂量适中。在连杆换能器卡板13夹紧情况下,释放通过连杆调控声楔块603向曲轴连杆内部发射的高能声束,均化并消除残余应力。
[0053]
图9a所示的是连杆调控卡具压块的主视图,图9b所示的是连杆调控卡具压块侧视图,图9c所示的是连杆调控卡具压块的剖视图,图9d所示的是连杆调控卡具压块螺母示意图。压块803与螺钉805之间通过螺纹副配合。
[0054]
本发明中大型曲轴表面加工残余应力调控装置的使用方法和过程为:
[0055]
s1:当完成一道工序时,将曲轴固定在工装上,并检测当前加工后区域的应力并记录;
[0056]
s2:根据上一步工序中加工部位和加工后的尺寸选择调控声楔块和换能器激励器卡具,将声楔块与换能器连接拧紧;
[0057]
s3:根据上一道工序中加工部位的曲轴尺寸选择换能器调控卡具,在曲轴待调控表面涂抹耦合剂,并将声楔块与换能器夹持在对应待调控曲轴表面;
[0058]
s4:选择合适通道激励高能声束,根据所述高能声束换能器的频率,根据示波调节高能声束的频率和电压,以确保输出电压和输出电流相位一致,这样以达到较佳的调试效果,以使高能声束对曲轴残余应力的调试效果更好,并根据超声波应力调控原理将高能声束聚焦区域调控在曲轴内的指定位置,优化激励参数,防止聚焦区域能量过大(或过调控)而导致的材料性能下降;
[0059]
在所述步骤s4中,还包括根据示波器显示的波形变化,调节所述高能声束的工作频率和电压;
[0060]
在步骤s4过程中,还可以根据示波器显示的波形变化,调整高能声束的工作频率和电压。该示波器可以与高能声束激励器连接,实时显示高能声束的电压值变化或电流值变化,显示电压值或电流值的数值越大,说明高能声束的能量越大;显示电压值或电流值的数值越小,说明高能声束的能量越小。从而可以随时调节高能声束激励器输入的电压和输入的频率,使高能声束可以持续输入适当的能量,始终保持较佳的调试状态,可以达到更好的调试效果。
[0061]
s5:对调控过程中残余应力动态变化进行实时监测,根据残余应力高能声束调控过程是随着调控时间增长而逐渐下降且有缓慢回弹的特性,实时监测构件内部残余应力分布状态以控制调控时间,以防止加工过程中因曲轴内部残余应力不断释放和平衡而导致曲轴的持续变形,以达到曲轴加工残余应力调控效果的最佳状态。
[0062]
s6:比对调控前后曲轴加工区域的残余应力值,确保应力调控效果。
[0063]
根据以上步骤,在曲轴加工过程每一道工序后重复s1到s6步骤,最终达到加工结束后曲轴表面及内部残余应力值维持在低水平阶段,完成曲轴的加工残余应力调控目的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。