1.本发明涉及木门加工技术领域,具体涉及一种门扇自动组框装置及门扇框自动组合方法。
背景技术:
2.现有的门扇框组合由人工手动摆放后,手动打钉完成,组合效率低,精度不高。
技术实现要素:
3.为了解决上述问题,本发明提供一种门扇自动组框装置及门扇框自动组合方法,利用重力作用将直角组合工位及框体组合工位设置成斜面从而实现木条的轻松定位,在门扇框组合的过程中首先将利用直角组合工位将木条组成直角框体,然后将两个直角框体在框体组合工位上组装成门扇框,实现了门扇框的自动组合。
4.为了实现以上目的,本发明采取的一种技术方案是:一种门扇框自动组框装置,包括:机械手、直角组合工位以及框体组合工位,所述直角组合工位、所述框体组合工位设置在机架上,所述直角组合工位以及所述框体组合工位位于所述机械手的操作范围内。
5.进一步地,所述直角组合工位包括第一机架、长边摆放机构、短边摆放机构、第一打钉机构以及第一传动机构,所述长边摆放机构、所述短边摆放机构、所述第一打钉机构以及所述第一传动机构设置在所述第一机架上,所述长边摆放机构的长边摆放面与所述短边摆放机构的短边摆放面在同一平面内,所述长边摆放面与所述短边摆放面相互垂直,所述长边摆放面与所述短边摆放面所在平面与水平面的夹角大于45
°
小于90
°
,所述长边摆放面与所述短边摆放面的轴线与水平面的夹角大于0
°
小于90
°
,所述第一打钉机构通过第一滑轨可滑动的设置在所述第一机架上,所述第一传动机构与所述第一打钉机构连接,所述滑轨的轴线与所述长边摆放机构相互平行。
6.进一步地,所述直角组合工位还包括可避让横向龙骨靠山,所述可避让横向龙骨靠山设置在所述长边摆放机构远离所述第一打钉机构的一侧。
7.进一步地,所述直角组合工位还包括可避让限位机构、可避让升降限位机构,所述可避让限位机构设置在所述长边摆放机构靠近所述短边摆放机构的一端,所述可避让升降限位机构设置在所述长边摆放机构以及所述短边摆放机构上。
8.进一步地,所述框体组合工位包括第二机架、斜面框体组合工作台、第一横向打钉机构、第二横向打钉机构以及竖向打钉机构,所述斜面框体组合工作台、所述第一横向打钉机构、所述第二横向打钉机构以及所述竖向打钉机构设置在所述第二机架上,所述斜面框体组合工作台与水平面的夹角大于45
°
小于90
°
,所述第一横向打钉机构与所述第二横向打钉机构分别位于所述斜面框体组合工作台的上下两侧,所述竖向打钉机构位于所述斜面框体组合工作台的一短边端,所述第一横向打钉机构与所述第二横向打钉机构可分别在驱动机构的带动下沿所述斜面框体组合工作台的长度方向滑动,所述竖向打钉机构可在驱动机
构的带动下沿所述斜面框体组合工作台的宽度方向滑动。
9.进一步地,所述斜面框体组合工作台包括横向靠山、竖向靠山以及背面靠山,所述背面靠山设置在所述第二机架上,所述横向靠山设置在所述背面靠山的下方,所述横向靠山上设置输送带容置槽,所述竖向靠山设置在所述背面靠山的一短边上。
10.进一步地,所述第二横向打钉机构包括可避让横向对齐机构,所述可避让横向对齐机构用于将待组合的两直角边框抵靠在所述竖向靠山上。
11.进一步地,还包括输出机构,所述输出机构位于所述框体组合工位的下方,所述输出机构包括第三机架、横向辊筒式输送带以及升降式纵向输送带,所述横向辊筒式输送带以及所述升降式纵向输送带设置在所述第三机架上,所述升降式纵向输送带设置在所述横向辊筒式输送带的辊筒之间,所述升降式纵向输送带上设置防滑机构。
12.进一步地,所述斜面框体组合工作台上设置锁木暂存库。
13.本发明还提供了一种基于以上任意一项门扇自动组框装置的门扇框自动组合方法,包括如下步骤:s10待组合木条通过机械手输送至直角组合工位,打钉,完成两直角边的组合,获得直角边框;s20机械手将组合后的两直角边框相对的摆放在框体组合工位上,打钉,完成门扇框的自动组合;s30输出机构将组合完成的门扇框输出至下道工序。
14.本发明的上述技术方案相比现有技术具有以下优点:(1)本发明的一种门扇自动组框装置及门扇框自动组合方法,利用重力作用将直角组合工位及框体组合工位设置成斜面从而实现木条的自然定位,在门扇框组合的过程中首先利用直角组合工位将木条组成直角框体,然后将两个直角框体在框体组合工位上组装成门扇框,实现了门扇框的自动组合。
15.(2)本发明的一种门扇自动组框装置及门扇框自动组合方法,将门扇框的加工分成两个工位加工,极大提高了加工节拍,同时减少了人工成本。
附图说明
16.下面结合附图,通过对本发明的具体实施方式详细描述,将使本发明的技术方案及其有益效果显而易见。
17.图1所示为本发明一实施例的门扇框自动组框装置的结构图;图2~4所示为本发明一实施例的直角组合工位的结构图;图5~6所示为本发明一实施例的框体组合工位的结构图;图7~8所示为本发明一实施例的第一横向打钉机构的结构图。
18.图中附图标记:1机架、2机械手、3直角组合工位、31第一机架、32长边摆放机构、33短边摆放机构、34第一打钉机构、35第一传动机构、36可避让横向龙骨靠山、37可避让限位机构、38可避让升降限位机构、39第一滑轨、4框体组合工位、41第二机架、42斜面框体组合工作台、421横向靠山、422竖向靠山、423背面靠山、424输送带容置槽、43第一横向打钉机构、44第二横向打钉机构、45竖向打钉机构、46可避让横向对齐机构、47锁木暂存库、5输出机构、51第三机架、52横向辊筒式输送带、53升降式纵向输送带、61码钉枪、62枪座升降导轨、63钉枪进退气缸、64枪座升降齿条、65枪座升降电机。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
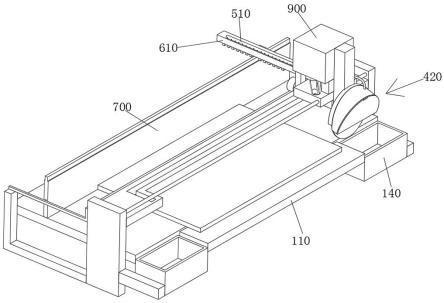
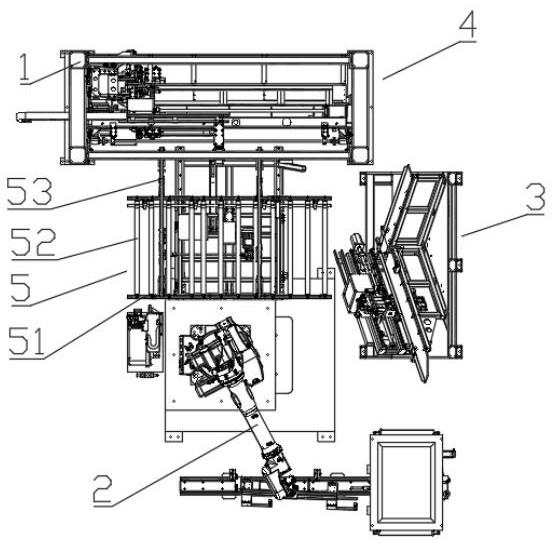
20.本实施例提供了一种门扇自动组框装置及门扇框自动组合方法,如图1所示,包括机械手2、直角组合工位3、框体组合工位4以及输出机构5,所述输出机构5位于所述框体组合工位4的下方,所述机械手2、所述直角组合工位3、所述框体组合工位4设置在机架上,所述直角组合工位3、所述框体组合工位4、所述输出机构5位于所述机械手2操作范围内,所述输出机构5位于所述机械手2与所述框体组合工位4之间,便于门扇框成品的搬运。
21.如图2~4所示,所述直角组合工位3包括第一机架31、长边摆放机构32、短边摆放机构33、第一打钉机构34以及第一传动机构35,所述长边摆放机构32、所述短边摆放机构33、所述第一打钉机构34以及所述第一传动机构35设置在所述第一机架31上,所述长边摆放机构32的长边摆放面与所述短边摆放机构33的短边摆放面在同一平面内,所述长边摆放面与所述短边摆放面相互垂直,所述长边摆放面与所述短边摆放面所在平面与水平面的夹角大于45
°
小于90
°
,所述长边摆放面与所述短边摆放面的轴线与水平面的夹角大于0
°
小于90
°
,所述第一打钉机构34通过第一滑轨39可滑动的设置在所述第一机架31上,所述第一传动机构35与所述第一打钉机构34连接,所述滑轨的轴线与所述长边摆放机构32相互平行,使用时所述第一传动机构35带动所述第一打钉机构34沿所述第一滑轨39滑移进而带动所述第一打钉机构34运动到相应的位置对木条进行组合。
22.所述直角组合工位3还包括可避让横向龙骨靠山36、可避让限位机构37以及可避让升降限位机构38,所述可避让横向龙骨靠山36设置在所述长边摆放机构32远离所述第一打钉机构34的一侧。所述可避让限位机构37设置在所述长边摆放机构32靠近所述短边摆放机构33的一端,所述可避让升降限位机构38设置在所述长边摆放机构32以及所述短边摆放机构33上。所述可避让横向龙骨靠山36用于限定设置在所述长边摆放机构32上的龙骨的位置,所述可避让升降限位机构38用于限定设置在所述直角组合工位3上的木条的位置。
23.如图5~6所示,所述框体组合工位4包括第二机架41、斜面框体组合工作台42、第一横向打钉机构43、第二横向打钉机构44以及竖向打钉机构45,所述斜面框体组合工作台42、所述第一横向打钉机构43、所述第二横向打钉机构44以及所述竖向打钉机构45设置在所述第二机架41上,所述斜面框体组合工作台42与水平面的夹角大于45
°
小于90
°
,所述第一横向打钉机构43与所述第二横向打钉机构44分别位于所述斜面框体组合工作台42的上下两侧。所述竖向打钉机构45位于所述斜面框体组合工作台42的一短边端,所述竖向打钉机构45可在驱动机构的带动下沿所述斜面框体组合工作台42的短边上下滑移。所述第一横向打钉机构43与所述第二横向打钉机构44可分别在驱动机构的带动下沿所述斜面框体组合工作台42的长度方向滑动,用于门扇框顶角及龙骨架的固定。所述竖向打钉机构45可在驱动机构的带动下沿所述斜面框体组合工作台42的宽度方向滑动,用于门扇框顶角的固定。
24.所述斜面框体组合工作台42包括横向靠山421、竖向靠山422以及背面靠山423,所述背面靠山423设置在所述第二机架41上,所述横向靠山421设置在所述背面靠山423的下方,所述横向靠山421上设置输送带容置槽424,所述竖向靠山422设置在所述背面靠山423
的一短边上。
25.所述第二横向打钉机构44包括可避让横向对齐机构46,所述可避让横向对齐机构46用于将待组合的两直角边框抵靠在所述竖向靠山422上。所述斜面框体组合工作台42上设置锁木暂存库47。
26.所述输出机构5包括第三机架51、横向辊筒式输送带52以及升降式纵向输送带53,所述横向辊筒式输送带52以及所述升降式纵向输送带53设置在所述第三机架51上,所述升降式纵向输送带53设置在所述横向辊筒式输送带52的辊筒之间,所述升降式纵向输送带53上设置防滑机构。
27.所述第一打钉机构34、所述第一横向打钉机构43、所述横向打钉机构44及第二所述竖向打钉机构45可采用单面打钉枪或双面打钉枪。如图7~8所示,当使用双枪时,每个所述打钉机构均包括两组打钉结构,每个打钉机构包括两个码钉枪61,每个所述码钉枪61的枪座在枪座升降电机65的带动下沿枪座升降齿条64及枪座升降导轨62上下移动,每把所述码钉枪61在所述钉枪进退气缸63控制对木框进行固定,使用双面打钉枪可以进一步提高组合的牢固度。
28.本发明还提供了一种门扇框自动组合方法,包括如下步骤:s10待组合木条通过机械手2输送至直角组合工位3,打钉,完成两直角边的组合,获得直角边框;s20机械手2将组合后的两直角边框相对的摆放在框体组合工位4上,打钉,完成门扇框的自动组合;s30输出机构5将组合完成的门扇框输出至下道工序。
29.实施例一单框木门扇框架组合包括如下步骤:s10机械手2将单根长木条摆放在长边摆放机构32的长边摆放面上,后机械手2将单根短木条摆放在短边摆放机构33的短边摆放面上,短木条在重力的作用下抵靠在长木条的一端,后第一传动机构35带动第一打钉机构34移动到待拼接位置打钉,完成一直角边的组合,重复上述步骤,获得两个直角边框。如需长边压接在短变长,可以改变长短边的上料顺序即可。
30.s20机械手2首先将一直角边框摆放在斜面框体组合工作台42的左下角,然后机械手2将另一直角边框摆放在斜面框体组合工作台42的右上角,使用可避让横向对齐机构46推动第二个直角边框向所述第一直角边框移动,即可实现两个枝节边框的对接,使用第一横向打钉机构43、第二横向打钉机构44及竖向打钉机构45配合即可实现门扇框的自动组合。
31.当需要在门扇框中添加锁木、竖向龙骨增强门扇框的强度时,可以使用可避让横向龙骨靠山36将锁木限位在长边摆放机构32上的长木条上,进而使用第一打钉机构34将锁木定位在长木条上。将直角边框组合时,如两长边均有锁木,需要将无锁木的直角边框首先摆放,然后再摆放有锁木的直角边框,机械手此时可将锁木暂存在锁木暂存库47内。组合时,需要将两个直角边框组合,然后将另一个锁木摆放在横向靠山421上的长木条上,后使用第一横向打钉机构43将锁木固定。后使用机械手2将竖向龙骨摆放在两个长木条之间,使用第一横向打钉机构43及第二横向打钉机构44将竖向龙骨固定,实现竖向龙骨的固定。
32.s30当门扇框组合完成后,升降式纵向输送带53上升进入输送带容置槽424至与门扇框抵接,后升降式纵向输送带53启动,携带门扇框向远离框体组合工位4的方向移动,至将门扇框输送至横向辊筒式输送带52的上方。后升降式纵向输送带53向下移动,至门扇框摆放在横向辊筒式输送带52上,后横向辊筒式输送带52运行将门扇框输出至下道工序。
33.实施例二双框木门扇框架组合包括如下步骤:s10机械手2将两根长木条摆放在长边摆放机构32的长边摆放面上,为了提高组合的稳定性,优选长木条和短木条错位拼接。使用可避让限位机构37推动远离第一打钉机构34一侧的长木条,同时使用长边摆放机构32上的可避让升降限位机构38将远离第一打钉机构34一侧的长木条定位,使得远离第一打钉机构34一侧的长木条与短边摆放机构33之间空出可以容纳一根短木条的距离,防止其在重力作用下抵靠在短边摆放机构33上。使用机械手2将两个短木条摆放在短边摆放机构33上,其中两根短木条中靠近短边摆放机构33的一根短木条容置在长木条与短边摆放机构33之间的空隙内,另一根抵靠在远离第一打钉机构34一侧的长木条上,松开长边摆放机构32的可避让升降限位机构38及可避让限位机构37使得在重力的作用下长木条与短木条形成错位拼接。使用第一打钉机构34将门条进行打钉拼接,获得直接边框。
34.短边摆放机构33上的可避让升降限位机构38可实现对短木条的限位,确保拼接的稳定性。
35.s20同实施例一s20步骤,实现门扇框的拼接及龙骨的拼接。
36.s30同实施例一s30步骤,实现门扇框的输出。
37.以上所述仅为本发明的示例性实施例,并非因此限制本发明专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。