1.本发明涉及冶金机械、自动化及轧制技术领域,特别是指一种热连轧冲击速降补偿系数计算方法及补偿方法。
背景技术:
2.在带钢热连轧轧制过程中,轧机在咬钢时会有冲击速降现象,即轧辊在带钢的冲击下其速度会突然降低,由此造成轧机速度波动和带钢头部厚度超标,严重时还会导致咬钢瞬间出现拉钢现象。解决此问题的有效方法是采取补偿措施,即在轧件咬入前将一定的补偿值附加到轧机速度设定中,在轧机咬钢后撤销附加的补偿值。现有的补偿方法的轧机速度补偿值的准确性不高,补偿过多或过少都会导致效果不佳。
技术实现要素:
3.本发明提供了一种热连轧冲击速降补偿量方法,现有的补偿方法具有以下问题,轧机速度补偿值的准确性不高。
4.为解决上述技术问题,本发明的实施例提供如下方案:
5.一方面,本发明实施例提供一种热连轧冲击速降补偿系数计算方法,所述计算方法包括:
6.根据超前速度系数、电机功率、电机时间常数、轧辊转动角速和电机转动惯量计算得到冲击速降补偿系数,所述冲击速降补偿系数函数为:
[0007][0008]
其中,d
rp
为速降补偿系数;vr为轧辊转动角速,rad/s;f
lead
为超前速度系数;p为电机功率,kw;d
t
为电机时间常数,s;ωk为电机转动惯量,kg
·
m2。
[0009]
另一方面,本发明实施例提供一种热连轧冲击速降补偿方法,所述方法中利用了如权利要求1所述的热连轧冲击速降补偿系数计算方法,包括:
[0010]
计算得到电机转速;
[0011]
根据所述电机转速,计算得到轧辊转动角速度;
[0012]
利用冲击速降补偿系数计算方法计算得到冲击速降补偿系数;
[0013]
对所述冲击速降补偿系数做限幅处理;
[0014]
利用所述冲击速降补偿系数及轧辊原线速度计算得到补偿后的轧辊线速度。
[0015]
优选地,在计算得到电机转速过程中,利用带钢冲击前的轧辊线速度、线速度到转速的转换系数、电机到轧辊间的齿轮箱传动比和轧辊直径计算得到电机转速,电机转速函数为:
[0016][0017]
其中,n为电机转速,r/min;vx为带钢冲击前的轧辊线速度,m/s;c
ln
为线速度到转
速的转换系数;cg为电机到轧辊间的齿轮箱传动比;d为轧辊直径,mm。
[0018]
优选地,在根据所述电机转速,计算得到轧辊转动角速度过程中,轧辊转动角速度函数为:
[0019][0020]
其中,vr为轧辊转动角速,rad/s。
[0021]
优选地,在对所述冲击速降补偿系数做限幅处理过程中,冲击速降补偿系数d
rp
在设定的最大值d
max
和最小值d
min
范围内,若计算值d
rp
超过该范围,则根据就近原则取最值,即若d
rp
>d
max
,则取d
rp
=d
max
;若d
rp
<d
min
,则取d
rp
=d
min
。
[0022]
优选地,在利用所述冲击速降补偿系数及轧辊原线速度计算得到补偿后的轧辊线速度过程中,补偿后的轧辊线速度函数为:
[0023]
v1=v0(1 d
rp
)
[0024]
其中,v1为补偿后的轧辊线速度。
[0025]
本发明的上述方案至少包括以下有益效果:
[0026]
上述方案中,热连轧冲击速降补偿系数计算方法得到速降补偿系数准确性高;热连轧冲击速降补偿方法有效补偿热连轧机组穿带咬钢时产生的冲击速降,避免冲击速降导致的带钢厚度超标,保证了热轧产品质量,补偿后的轧辊线速度准确性高,轧辊线速度补偿效果好。
附图说明
[0027]
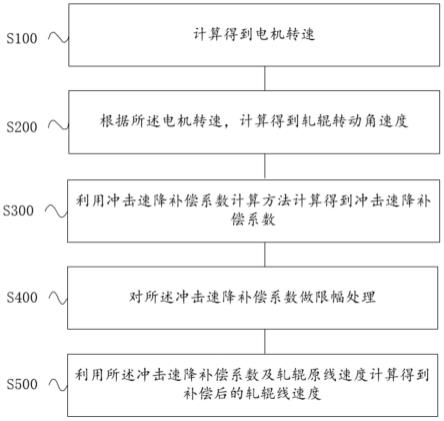
图1为本发明的实施例二的热连轧冲击速降补偿方法的流程图。
具体实施方式
[0028]
下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
[0029]
实施例一
[0030]
本实施例提供了一种热连轧冲击速降补偿系数计算方法,计算方法包括:
[0031]
根据超前速度系数、电机功率、电机时间常数、轧辊转动角速和电机转动惯量计算得到冲击速降补偿系数,冲击速降补偿系数函数为:
[0032][0033]
其中,d
rp
为速降补偿系数;vr为轧辊转动角速,rad/s;f
lead
为超前速度系数;p为电机功率,kw;dx为电机时间常数,s;ωk为电机转动惯量,kg
·
m2。
[0034]
本实施例的热连轧冲击速降补偿系数计算方法得到速降补偿系数准确性高;
[0035]
实施例二
[0036]
如图1所示的,本实施例提供了一种热连轧冲击速降补偿方法,方法中利用了如权利要求1的热连轧冲击速降补偿系数计算方法,包括:
[0037]
s100、计算得到电机转速;在计算得到电机转速过程中,利用带钢冲击前的轧辊线速度、线速度到转速的转换系数、电机到轧辊间的齿轮箱传动比和轧辊直径计算得到电机转速,电机转速函数为:
[0038][0039]
其中,n为电机转速,r/min;v0为带钢冲击前的轧辊线速度,m/s;c
ln
为线速度到转速的转换系数;cg为电机到轧辊间的齿轮箱传动比;d为轧辊直径,mm。
[0040]
s200、根据电机转速,计算得到轧辊转动角速度;在根据电机转速,计算得到轧辊转动角速度过程中,轧辊转动角速度函数为:
[0041][0042]
其中,vr为轧辊转动角速,rad/s。
[0043]
s300、利用冲击速降补偿系数计算方法计算得到冲击速降补偿系数;利用实施例一种的冲击速降补偿系数计算方法计算得到冲击速降补偿系数;
[0044]
s400、对冲击速降补偿系数做限幅处理;在对冲击速降补偿系数做限幅处理过程中,冲击速降补偿系数d
rp
在设定的最大值d
max
和最小值d
min
范围内,若计算值d
rp
超过该范围,则根据就近原则取最值,即若d
rp
>d
max
,则取d
rp
=d
max
;若d
rp
<d
min
,则取d
rp
=d
min
。
[0045]
s500、利用冲击速降补偿系数及轧辊原线速度计算得到补偿后的轧辊线速度。在利用冲击速降补偿系数及轧辊原线速度计算得到补偿后的轧辊线速度过程中,补偿后的轧辊线速度函数为:
[0046]
v1=v0(1 d
rp
)
[0047]
其中,v1为补偿后的轧辊线速度。
[0048]
本实施例的热连轧冲击速降补偿方法有效补偿热连轧机组穿带咬钢时产生的冲击速降,避免冲击速降导致的带钢厚度超标,保证了热轧产品质量,补偿后的轧辊线速度准确性高,轧辊线速度补偿效果好。
[0049]
实施例三
[0050]
针对某厂热连轧产线中精轧机组的冲击速降问题,计算末机架f7的冲击补偿系数d
rp
。首先根据现场设备及过程设定数据,确定精轧机f7机架的以下参数:冲击前轧辊线速度v0=10.46m/s;齿轮箱传动比cg=1;线速度到转速的转换系数c
ln
=19098.7917,轧辊直径d=665mm。
[0051]
将冲击前轧辊线速度、线速度到转速的转换系数、齿轮箱传动比和轧辊直径带入电机转速函数中,
[0052][0053]
计算得到电机转速n=300.4r/min;
[0054]
将电机转速带入轧辊转动角速度函数中,
[0055][0056]
计算得到vr=31.5rad/s。
[0057]
再将轧辊转动角速度vr=31.5m/s,超前速度系数f
lead
=0.016,电机转动惯量ωkωk=10320kg
·
m2,电机功率p=4911kw,电机时间常数d
t
=0.125s带入冲击速降补偿系数函数中,
[0058][0059]
计算得到d
rp
=9.4
×
10-3
9.4
×
10-3
;
[0060]
模型设定了d
rp
的最大值和最小值分别为d
max
=0.1,d
min
=-0.01。由此可知计算得到的d
rp
∈[-0.01,0.1],则取d
rp
=9.4
×
10-3
9.4
×
10-3
为冲击速降补偿系数,最后根据公式
[0061]
v1=v0(1 d
rp
)
[0062]
计算补偿后的轧辊线速度v1=10.56m/s。
[0063]
将模型计算值应用于在线生产,咬钢时的轧辊速度波动得到了明显减小,保证了带钢轧制稳定性和头部厚度质量。
[0064]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。