1.本发明涉及一种钻模和钻孔方法,具体地说是一种确保飞机上的套管式散热器满足温控调温性能要求的并用于套管式散热器芯子组件的钻模和钻孔方法,方便芯子组件上不同孔径的孔定位加工,提升工作效率,提高产品性能一致性。
背景技术:
2.套管式散热器是飞机环控系统中的一个部分,套管式散热器中的芯子组件是负责感温调控的重要组件,芯子组件的制造质量和性能一致性非常重要,特别是芯子组件上的钻孔一致性,芯子组件的整体结构类似一根u形的弯管,有两个自由端,两个自由端之间通过弯折段连接,其中的一个自由端的表面钻有孔径大小不同的贯穿孔,由于贯穿孔的数量多,加工过程中常常出现孔径弄混,孔径不一致等问题。
3.现有的加工思路采用传统的划线冲点钻孔法,即先手工划线、打冲点后,再分别手工钻制好各孔,这种加工方法的产品质量不好,特别是容易弄错钻孔的孔径大小,批量生产时,不同零件的钻孔位置度差异大,造成产品报废的情况时有发生,为了生产实际需要,急需设计一套用于套管式散热器芯子组件钻孔的钻模和方法。
技术实现要素:
4.本发明旨在提供一种套管式散热器芯子组件钻模及钻孔方法,钻模具备组合定位、定位锁紧后分体、限位等功能,便于进行手工钻孔加工,钻孔结束后还能利用钻模进行检验,采用本发明的钻孔方法能够满足飞机上的套管式散热器温控调温性能要求,特别是方便定位钻制两种不同孔径和位置的孔并检验孔的加工质量,提升工作效率,提高产品性能一致性。
5.本发明是通过如下技术方案予以实现的:
6.套管式散热器芯子组件钻模,所述套管式散热器芯子组件呈u形弯折,且套管式散热器芯子组件的两个自由端均为圆柱形内腔,其中一个自由端表面有多个不同孔径大小的贯穿孔,钻模包括,
7.定位板,所述定位板包括基板,基板的长度大于套管式散热器芯子组件两个自由端圆柱形内腔中心轴线之间的间距,基板的一端有一个定位凸起,另一端开有孔径不同的定位孔;
8.钻模套,所述钻模套通过定位孔与定位板可拆卸连接,钻模套的内径大于等于套管式散热器芯子组件带有贯穿孔的自由端外径,钻模套上开有锁紧孔、定位销孔和不同孔径大小的钻孔;
9.锁紧螺钉,所述锁紧螺钉与锁紧孔可拆卸连接;
10.定位圆柱销,所述定位圆柱销包括外径不同的大定位圆柱销和小定位圆柱销,大定位圆柱销和小定位圆柱销分别与基板上不同孔径的定位孔以及钻模套上的定位销孔插接;
11.检验插销,所述检验插销包括外径不同的大检验插销和小检验插销,大检验插销和小检验插销分别与不同孔径大小的钻孔插接。
12.作为一种选择,所述定位凸起包括第一定位圆柱面,第一定位圆柱面的外径小于等于套管式散热器芯子组件表面没有贯穿孔的自由端的圆柱形内腔内径;
13.所述定位孔有两个,且两个定位孔的中心连线与第一定位圆柱面的轴线相交,两个定位孔的中心连线的中点到第一定位圆柱面的中心轴线的垂直距离等于套管式散热器芯子组件两个自由端圆柱形内腔中心轴线之间的间距。
14.作为一种选择,所述钻模套为圆柱形,包括第一圆柱面和第二圆柱面,第一圆柱面上开有钻孔,第二圆柱面上开有锁紧孔,钻模套的底面开有定位销孔。
15.作为一种选择,所述第一圆柱面上的钻孔数量以及钻孔之间的夹角与套管式散热器芯子组件自由端表面的贯穿孔数量以及贯穿孔之间的夹角完全一致。
16.作为一种选择,所述第二圆柱面上的锁紧孔有多个,且等夹角均布在第二圆柱面上。
17.作为一种选择,所述钻模套的一端有第一倒角。
18.作为一种选择,所述定位凸起的一端有第二倒角。
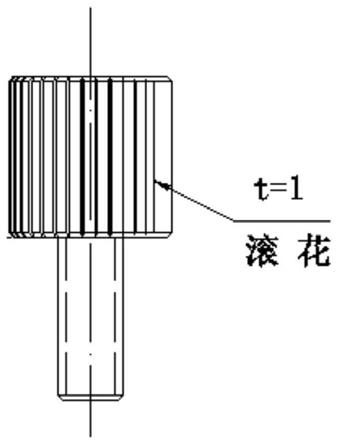
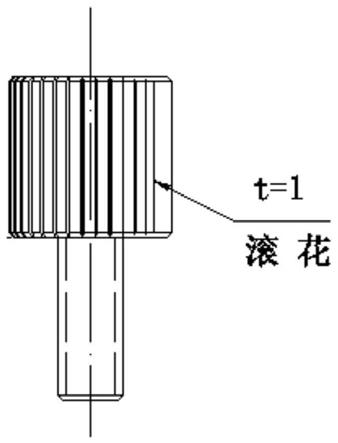
19.作为一种选择,所述锁紧螺钉、大检验插销和小检验插销的表面带有滚花。
20.一种套管式散热器芯子组件钻孔方法,所述套管式散热器芯子组件呈u形弯折,且套管式散热器芯子组件的两个自由端均为圆柱形内腔,其中一个自由端表面有多个不同孔径大小的贯穿孔,钻孔方法包括,
21.以套管式散热器芯子组件两个自由端圆柱形内腔的轴线间距作为钻模的定位基准,从而确定钻模上的钻模孔相对套管式散热器芯子组件的空间位置;
22.钻孔时,先通过钻模在套管式散热器芯子组件上钻一个孔,并以该孔作为剩余孔的定位基准孔和限位孔,然后通过钻模在套管式散热器芯子组件上加工剩余的孔。
23.一种采用上述钻模的套管式散热器芯子组件钻孔方法,包括以下步骤,
24.步骤一,将套管式散热器芯子组件需要钻孔的自由端装入钻模套中;
25.步骤二,将步骤一中的套管式散热器芯子组件和钻模套一起安装在定位板上,插入定位圆柱销和锁紧螺钉,固定钻模套与套管式散热器芯子组件的相对位置;
26.步骤三,任选钻模套上的一个钻模孔,在套管式散热器芯子组件上钻一个孔,然后插入一根检验插销,检验插销同时穿过钻模套和套管式散热器芯子组件;
27.步骤四,保持锁紧螺钉和一根检验插销不动,拆卸定位圆柱销,将套管式散热器芯子组件和钻模套一起从定位板上拆卸下来;
28.步骤五,利用钻模套在套管式散热器芯子组件上钻出剩余的孔;
29.步骤六,采用其它检验插销插入钻模套,检验套管式散热器芯子组件上钻孔的位置是否符合要求。
30.与现有技术相比较,本发明的钻模和钻孔方法具备以下特点:
31.1、本发明的套管式散热器芯子组件钻模不仅制造相对简单,而且在使用过程中组装和拆卸便利,降低了钻孔操作的复杂程度;
32.2、将套管式散热器芯子组件单独装入钻模套中钻孔时,方便调整协调限位;
33.3、本发明利用定位圆柱销配合锁紧螺钉压锁紧芯子组件,保证芯子组件与钻模套
的相对位置关系,钻模结构简单紧凑,定位夹紧操作方便适用;
34.4、本发明的套管式散热器芯子组件钻模便于重新复位,使用效果很好,质量可靠稳定,确保套管式散热器芯子组件中两种不同的钻孔(16
‑
孔和28
‑
孔)之间的相互位置关系以及形位尺寸要求都能满足套管式散热器的性能要求;
35.5、本发明的套管式散热器芯子组件钻模不仅确保产品有质量的顺利交付,同时创造良好的经济效益;
36.6、本发明的钻孔方法根据芯子组件的形状特点,合理选择了钻孔定位基准,准确定位了钻模套与芯子组件的空间位置,钻孔时采用先加工一个孔,再以该孔为基准和限位加工剩余的钻孔,整个过程的基准和限位一致,从而确保了钻孔质量的一致性;
37.7、本发明的钻模兼顾了定位、装夹、限位、钻孔和检测等功能,提高了套管式散热器芯子组件的加工效率。
附图说明
38.图1为套管式散热器芯子组件钻模前视图;
39.图2为图1的俯视图;
40.图3为图1的左视图;
41.图4为套管式散热器芯子组件钻模立体图;
42.图5为套管式散热器芯子组件钻模上装有产品时的前视图;
43.图6为图5的右视图;
44.图7为图5的立体图;
45.图8为套管式散热器芯子组件产品立体图;
46.图9为定位板前视图;
47.图10为图9的左视图;
48.图11为图9的俯视图;
49.图12为图11中沿轴线的剖面图;
50.图13为图9的立体图;
51.图14为钻模套的立体图和剖面图;
52.图15为钻模套中钻模孔分布图;
53.图16为钻模套底部及轴向剖面图;
54.图17为锁紧螺钉零件图;
55.图18为大检验插销零件图;
56.图19为小检验插销零件图;
57.图20为本发明钻孔过程示意图;
58.图中:1.定位板,2.钻模套,3.锁紧螺钉,4.大定位圆柱销,5.小定位圆柱销,6.大检验插销,7.小检验插销。
具体实施方式
59.下面结合说明书附图进一步描述本发明的实施方式,但本发明的权利要求保护范围并不局限于本实施例中列举的内容。
60.本发明的特点在于钻模具备组合定位功能,定位锁紧后产品与钻模进行分体,仅仅是产品与钻模套组合在一起,然后利用手工钻进行加工,最后再利用本钻模进行检验。
61.如图1~图20所示,套管式散热器芯子组件钻模包括:定位板1、钻模套2、锁紧螺钉3、大定位圆柱销4、小定位圆柱销5、大检验插销6和小检验插销7组成。套管式散热器芯子组件钻模简图如图1~图4所示;套管式散热器芯子组件钻模上装有芯子组件产品的简图如图5~图8所示,其中,各组件的特点如下:
62.定位板1(参看图9~图13),定位板1是套管式散热器芯子组件钻模的安装底架,其主要功能是安装定位钻模套2组件和定位并调节限位套管式散热器芯子组件,定位板1长度方向上的一端为定位凸起,定位凸起有表面包括第一定位圆柱面,长度方向上的另一端为两个孔径大小不同的定位孔;
63.钻模套2(参看图14~图16),钻模套2是套管式散热器芯子组件钻模的整体定位钻套部件,其主要功能是安装定位套管式散热器芯子组件和导向钻制好各贯穿孔;
64.锁紧螺钉3(参看图17),锁紧螺钉3是套管式散热器芯子组件钻模的锁紧部件,其主要功能压锁紧并限位好套管式散热器的芯子组件;
65.大定位圆柱销4(尺寸为)是套管式散热器芯子组件钻模的定位部件,其主要功能是角向定位钻模套2组件在定位板1上,保证钻模套2与定位板1的相互位置关系;
66.小定位圆柱销5(尺寸为)是套管式散热器芯子组件钻模的定位部件,其主要功能是角向定位钻模套2组件在定位板1上,保证钻模套2与定位板1的相互位置关系,大定位圆柱销4和小定位圆柱销5共同作用确定钻模套2在定位板1上的位置,且通过控制大定位圆柱销4和小定位圆柱销5连线的中点到定位板1上第一定位圆柱面的距离等于套管式散热器芯子组件两个自由端圆柱形内腔轴线的距离实现钻模套2的空间位置定位,即实现钻模套2与待钻孔自由端的圆柱形内腔同轴;
67.大检验插销6(参看图18),大检验插销6是套管式散热器芯子组件钻模的检验部件,其主要功能是检验产品套管式散热器芯子28
‑
孔位的相互位置尺寸关系;
68.小检验插销7(参看图19),小检验插销7是套管式散热器芯子组件钻模的检验部件,其主要功能是检验产品套管式散热器芯子16
‑
孔位的相互位置尺寸关系。
69.如图8,为本发明要加工的套管式散热器芯子组件,套管式散热器芯子组件呈u形弯折,且套管式散热器芯子组件的两个自由端均为圆柱形内腔,其中一个自由端表面有多个不同孔径大小的贯穿孔(16
‑
孔和28
‑
孔)。
70.如图1~图4所示,套管式散热器芯子组件钻模是由定位板1、钻模套2、锁紧螺钉3、大定位圆柱销4、小定位圆柱销5、大检验插销6和小检验插销7组成,各组件依据下列刮削组装在一起。
71.1、钻模套2可拆卸安装在定位板1的一端上;
72.2、锁紧螺钉3插接在钻模套2表面的周向孔中;
73.3、大定位圆柱销4插接在定位板1一端孔径较大的定位孔内,角向限位钻模套2;
74.4、小定位圆柱销5插接在定位板1一端孔径较小的定位孔内,角向限位钻模套2,通过大定位圆柱销4和小定位圆柱销5的配合共同实现钻模套2的限位;
75.5、大检验插销6用于检验产品套管式散热器芯子28
‑
孔位的相互位置尺寸关系,待所有孔都加工完成后,插接在钻模套2的钻模孔中;
76.6、小检验插销7用于检验产品套管式散热器芯子14
‑
孔位的相互位置尺寸关系,待所有孔都加工完成后,插接在钻模套2的钻模孔中。
77.本发明钻孔方法的基本思路是:先确定钻模与套管式散热器芯子组件待钻孔自由端的空间位置,其方法是利用套管式散热器芯子组件两个自由端圆柱形内腔轴线的间距作为基准,当钻模到另一个自由端圆柱形内腔轴线的距离等于该基准距离时,钻模的空间位置确定,然后保持该位置关系,选择钻模中的一个钻模孔在套管式散热器芯子组件上先钻一个孔,利用该孔作为定位基准孔和限位孔,加工剩余的孔位。
78.如图20所示,采用前述钻模的套管式散热器芯子组件钻孔方法如下:
79.第一步,将钻模套2从钻模中卸下,并将套管式散热器芯子组件装入钻模套2中;
80.第二步,将套管式散热器芯子组件和钻模套2一起安装在定位板1上协调定位,利用锁紧螺钉3初步压紧限位;
81.第三步,手工钻制一个孔(或),利用小检验插销7(或大检验插销6)插入定位并进行限位;
82.第四步,将套管式散热器芯子组件和钻模套2一起从定位板1上卸下;
83.第五步,利用钻模套2钻制产品套管式散热器芯子组件上的16
‑
孔和28
‑‑
孔;
84.第六步,按工艺求利用大检验插销6和小检验插销7检测产品16
‑
孔和28
‑
的相互位置是否符合钻模套2上关系形位尺寸要求;将完成钻孔的产品从钻模套2卸下,清理交检。
85.上述实施例并不用于限定本发明的保护范围,凡在本发明的技术方案基础上所做出的变形、修饰或等同替换等,均应落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。