1.本实用新型一种用于方管焊接生产线的逐一供料装置。
背景技术:
2.而流水线生产对于企业而言不仅仅是减少生产成本的一种方式,更可以看做是企业生产方式的一种渐进式变革;工业流水线改变以往企业依靠大量人力从事生产加工的方式,取而代之的是以少量人工进行生产,设备自行投放、输送的生产方式,在目前工业生产中具有着重要地位。
3.而为了满足流水线生产要求,在方管焊接生产线时,需要一种供料装置,可实现将堆放的若干方管一个个地逐一取出供料,并可供上料装置(或机械手)在定点处准确抓取带走到下工位(如螺母装配工位);以替代人工操作,同时也会考虑稳定可靠性问题,成本问题,以是否能保持逐一精准供料的技术问题等。
技术实现要素:
4.为了解决现有技术中存在的上述一个或多个缺陷问题,本实用新型提供了一种用于方管焊接生产线的逐一供料装置。
5.为实现上述目的,本实用新型提供了一种用于方管焊接生产线的逐一供料装置,其特征在于,包括支架、方管存放仓、位移座、顶板和驱动缸;该方管存放仓固定在支架上并用于水平存放方管,且该方管存放仓下端开设有方管不能通过的条形通孔;该位移座通过竖向导向件与支架滑动配合,该顶板下端与该位移座固定连接,且该顶板顶端设有v形槽;该驱动缸输出端与该位移座连接并用于驱动所述位移座上下运动;该顶板与条形通孔位置对应;且当该驱动缸驱动所述位移座上行时所述顶板能向上穿过所述条形通孔后再将所述方管存放仓内的其中一个方管向上顶出并被留在所述v形槽内。
6.采用上述方案,在使用是可预先将大量的方管存放在方管存放仓内,由于该方管存放仓下端开设有方管不能通过的条形通孔,因此该方管存放仓内方管是不会掉落;而在供料时,可启动该驱动缸工作,该驱动缸驱动所述位移座上行时所述顶板能向上穿过所述条形通孔后再将所述方管存放仓内的其中一个方管向上顶出并被留在所述v形槽内,因此可实现将该方管存放仓内的方管逐一的上顶取出,同时每次该驱动缸驱动顶板上行到顶时其v形槽内方管高度一致,以保证了顶出的方管到精准高度位置处,可供机械手或上料抓取装置在定点处准确抓取带走;以替代人工操作,可实现自动逐一供料;同时由于该v形槽只能容纳一个方管,可保证每次数量的精确性,本方案结构简单,成本低,同时也能保证长期工作的稳定性和可靠性。
7.优选地,所述条形通孔宽度小于方管边长。
8.优选地,所述方管存放仓为v形状。
9.优选地,所述方管存放仓包括相对设置的两个斜板和相对设置的两个侧封板;该两个斜板呈v形分布,且该两个斜板与两个侧封板合围固定并形成有v形放置腔;该两个斜
板下端靠近并相互形成有条形通孔。
10.优选地,所述方管存放仓还包括隔板;该隔板固定在该v形放置腔内并可沿条形通孔长度方向调节。
11.优选地,所述斜板上设有条形调节孔,该隔板通过螺栓与该条形调节孔连接。
12.优选地,所述顶板具有多个;且各所述顶板均固定在位移座上并沿所述条形通孔长度方向间隔并排分布。
13.本实用新型的有益效果:
14.本实用新型具有以下特点并分析如下:
15.第一、本实用新型采用不同于现有技术方案设计,可实现将方管存放仓内存放的方管逐一取出,并供上料装置(或机械手)定点单件抓取后转送给焊接,可配合后实现自动化连续焊接生产;
16.第二、本实用新型由于通过该驱动缸驱动所述位移座上行时所述顶板能向上穿过所述条形通孔后再将所述方管存放仓内的其中一个方管向上顶出并被留在所述v形槽内,因此可实现将该方管存放仓内的方管逐一的上顶取出,可保证逐一供料;以替代人工操作,可实现自动逐一供料;
17.第三,本实用新型由于每次该驱动缸驱动顶板上行到顶时其v形槽内方管高度一致,保证了顶出的方管到精准高度位置处,以保证可供机械手或上料抓取装置在定点处准确抓取带走;
18.第四,本实用新型由于方管存放仓为v形状,因此该方管存放仓内的方管被上顶离开后,其他方管可在重力下自动补位,可保证工作的连续性,同时无需人工操作和维护;并能使每次驱动缸在驱动顶板上行时其v形槽都能顶取到一个方管;
19.第五,本实用新型具有结构简单,成本低,同时也能保证长期工作的稳定性和可靠性等优点。
附图说明
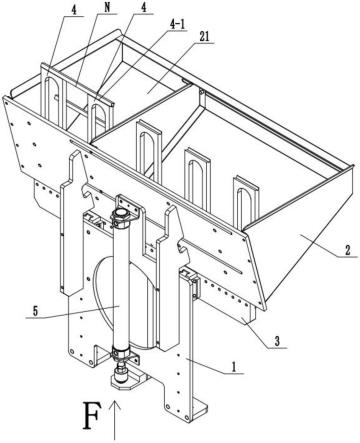
20.图1-2是本实用新型实施例一中一种用于方管焊接生产线的逐一供料装置的结构示意图。
21.图3是本实用新型实施例一中一种用于方管焊接生产线的逐一供料装置在其位移座与驱动缸未连接时的结构示意图。
22.图4是本实用新型实施例一中一种用于方管焊接生产线的逐一供料装置在顶板上行供料到位时的结构示意图。
23.图5是本实用新型实施例二中一种用于方管焊接生产线的逐一供料装置的结构示意图。
24.图6是本实用新型实施例二中一种用于方管焊接生产线的逐一供料装置在其位移座与驱动缸未连接时的结构示意图。
25.图7是本实用新型实施例二中一种用于方管焊接生产线的逐一供料装置在顶板上行供料到位时的结构示意图。
26.图8是本实用新型设置在方管焊接生产线上时的装配图。
具体实施方式
27.下面结合附图和实施例对本实用新型作进一步说明:
28.实施例一:可参见图1-4,一种用于方管焊接生产线的逐一供料装置,其包括支架1、方管存放仓2、位移座3、顶板4和驱动缸5;该方管存放仓2固定在支架1上并用于水平存放方管n,且该方管存放仓2下端开设有方管n不能通过的条形通孔20。
29.可参见图1-3,该位移座3通过竖向导向件6与支架1滑动配合,该顶板4下端与该位移座3固定连接,且该顶板4顶端设有v形槽4-1;该驱动缸5输出端与该位移座3连接并用于驱动所述位移座3上下运动;该顶板4与条形通孔20位置对应;且当该驱动缸5驱动所述位移座3上行时所述顶板4能向上穿过所述条形通孔20后再将所述方管存放仓2内的其中一个方管n向上顶出并被留在所述v形槽4-1内。
30.可参见图3,具体地,该竖向导向件6采用导轨,该导轨固定在支架1上,该位移座3上设有导向槽3-1并用于与导轨滑动配合。
31.优选地,所述条形通孔20宽度小于方管n边长。这样可使方管n不能通过的条形通孔20。
32.优选地,所述方管存放仓2为v形状。该方管存放仓2内的方管被上顶离开后,其他方管可在重力下自动补位,可保证工作的连续性,同时无需人工操作和维护;因此可使每次驱动缸5在驱动顶板4上行时其v形槽4-1都能顶取到一个方管n。
33.优选地,所述方管存放仓2包括相对设置的两个斜板2-1和相对设置的两个侧封板2-2;该两个斜板2-1呈v形分布,且该两个斜板2-1与两个侧封板2-2合围固定并形成有v形放置腔21;该两个斜板2-1下端靠近并相互形成有条形通孔20。
34.可参见图1,本实用新型在使用是可预先将大量的方管n存放在方管存放仓2的v形放置腔21内,由于该方管存放仓2下端开设有方管n不能通过的条形通孔20,因此该方管存放仓2内方管不会掉落;在供料时,启动该驱动缸5工作,该驱动缸5驱动所述位移座3上行时所述顶板4能向上穿过所述条形通孔20后再将所述方管存放仓2内的其中一个方管n向上顶出并被留在所述v形槽4-1内(可参见图4),因此可实现将该方管存放仓2内的方管逐一的上顶取出,同时每次该驱动缸5驱动顶板4上行到顶时其v形槽4-1内方管n高度一致,保证了顶出的方管到精准高度位置处,可供机械手或上料抓取装置在定点处准确抓取带走;以替代人工操作,可实现自动逐一供料;同时由于该v形槽4-1只能容纳一个方管n,可保证每次数量的精确性,本方案结构简单,成本低,同时也能保证长期工作的稳定性和可靠性。
35.可参见图8,本实用新型用于配置在方管焊接生产线上,该方管焊接生产线具有依次机架,该机架7上具有两个横向托梁7-1,该两个横向托梁前后间隔设置,该机架7上沿所述两个横向托梁的长度方向依次设置有供料工位、上料工位、装配工位及焊接工位。而供料工位处设置有本供料装置8-1、该上料工位处设置有上料装置8-2,装配工位处设置有螺母装配装置8-3,而焊接工位处设置有焊接装置8-4。该上料装置8-2用于将本供料装置8-1向上顶出的方管抓取后放在该两个横向托梁7-1上的上料工位处;而上料工位、装配工位及焊接工位之间设置有三工位切换装置8-5,该三工位切换装置8-5可将该上料工位的方管转位到装配工位,同时将装配工位的的方管转位到焊接工位。
36.实施例二:
37.本实施例与实施例一基本相同,其不同在于:
38.可参见图5-7,所述方管存放仓2还包括隔板2-3;且该隔板2-3固定在该v形放置腔21内并可沿条形通孔20长度方向调节。
39.当用于不同长度的方管n供料时,可通过该隔板2-3沿条形通孔20长度方向调节而实现。由于该隔板2-3可将该v形放置腔21分隔为两个子腔,而方管n放置在隔板2-3所分隔出的一个子腔(如图7中左侧的一个子腔)内,由于该子腔的长度可变化调节,因此,该子腔内可通过隔板2-3调节而放置不同长度的方管n,更换非常灵活。
40.具体地,所述斜板2-1上设有条形调节孔2-11,该隔板2-3通过螺栓2-4与该条形调节孔2-11固定连接。
41.优选地,所述顶板4具有多个;且各所述顶板4均固定在位移座3上并沿所述条形通孔20长度方向间隔并排分布。各所述顶板4随该位移座3升降运动,而由于各所述顶板4间隔分布,该隔板2-3可处于两个顶板4之间的间隙内因此在各所述顶板4上行时不会与隔板2-3发生碰撞。
42.可参见图6,具体地,该位移座3上设置有并排分布的连接孔3-2,各顶板4均通过螺钉与连接孔连接而固定在位移座3上,该各顶板4的位置和相互之间的间距可调,可配合该隔板2-3的位置不同而调节,以避免该隔板2-3调节固定后可能会与各所述顶板4在上下运动时碰撞的问题。
43.可参见图7,在供料时,启动该驱动缸5工作,该驱动缸5驱动所述位移座3上行时各所述顶板4能向上同时穿过所述条形通孔20后再将所述方管存放仓2内的其中一个方管n向上顶出并被留在各所述v形槽4-1内(可参见图4),因此可实现将该方管存放仓2内的方管逐一的上顶取出,同时每次该驱动缸5驱动各顶板4上行到顶时其v形槽4-1内方管n高度一致,而由于各顶板4高度一致,保证了顶出的方管到精准高度位置处且方管n为水平状态,可供机械手或上料抓取装置在定点处准确抓取带走;
44.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
