1.本实用新型属于铝门窗生产加工技术领域,具体涉及一种门窗型材铣槽装置。
背景技术:
2.在铝门窗生产加工过程中,在门窗框型材或者扇框型材上需要加工出槽孔等槽体或孔体,不同规格的门窗型材在生产加工时的槽孔位置及尺寸规格也不同,而目前铝门窗生产加工车间使用的传统槽孔加工设备功能比较单一,通常只具备简单的钻孔或者通过推动型材进行槽孔加工的功能,这种传统的铣槽孔设备不仅无法适应不同规格门窗型材的槽孔加工需要,同时在加工的精度及品质上难以有效控制。为满足多规格槽孔及对槽孔的加工精度及品质进行有效控制,有必要对目前车间使用的传统槽孔加工设备进行改进。
技术实现要素:
3.针对现有技术的不足,本实用新型旨在提供一种操作简单方便、制造成本低的能满足不同规格槽孔加工需要、且槽孔加工位置精度及尺寸精度更易准确控制的门窗型材铣槽装置。
4.为实现上述目的,本实用新型采用如下技术方案:
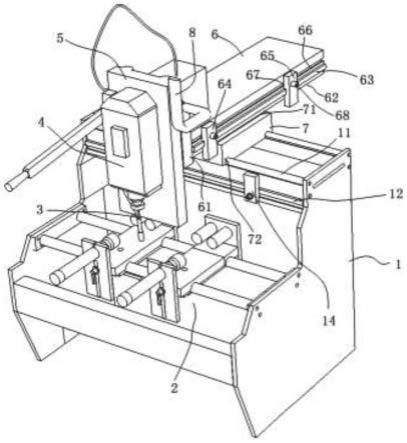
5.一种门窗型材铣槽装置,包括机架、安装于机架的工件定位台、悬空设于工件定位台上方的铣刀及驱动铣刀旋转动作的铣刀电机,铣刀电机安装固定于升降座板,升降座板的背面纵向滑动连接安装于前后移动座,前后移动座的底部前后滑动连接安装于左右移动座,前后移动座上紧固安装有推拉前后移动座前后移动的拉手杆,前后移动座的侧部沿其长度方向设有第一标尺,并在该侧侧部对应第一标尺安装设有第一止挡块和第二止挡块,第一止挡块和第二止挡块分别位于左右移动座的前后方,且第一止挡块、第二止挡块滑动安装于前后移动座的侧部并能紧固固定;前后移动座的另一侧侧部铰接有摆动臂,升降座板对应摆动臂铰接有拨动杆,拨动杆的一端朝向摆动臂延伸并铰接于摆动臂,拨动杆的另一端自由延伸形成拨动握持端。
6.这种门窗型材铣槽装置,在槽孔铣加工时,通过滑动调节第一止挡块和第二止挡块之间的距离,可以控制前后移动座的前后移动范围,然后通过下压拨动杆的拨动握持端,使铣刀下降至型材加工面,铣刀在铣刀电机的驱动下进行钻孔;或是在铣刀钻孔的同时手推拉拉手杆使前后移动座、升降座板携带铣刀同步前后移动,这样可以在型材面上加工出槽体,槽体的长度可以通过前后移动座的前后移动范围进行控制并由第一标尺可以直接观察控制;具有操作简单方便、制造成本低,能满足不同规格槽孔加工需要、且槽孔加工位置精度及尺寸精度更易准确控制的优点。
7.作为优选方案,升降座板背面安装设有纵向延伸的第一导轨,前后移动座的前端设有与第一导轨滑动配合连接的第一滑块部,拉手杆紧固安装于第一滑块部的顶部,前后移动座的底部安装设有前后延伸的第二导轨,左右移动座具有与第二导轨滑动配合连接的第二滑块部。
8.作为改进方案,机架安装设有左右延伸的第三导轨,左右移动座的底部设有与第三导轨滑动配合连接的第三滑块部,机架上位于第三导轨的侧下方沿其长度方向设有第二标尺,并对应第二标尺安装设有第三止挡块和第四止挡块,第三止挡块和第四止挡块分别位于左右移动座的左右侧,且第三止挡块和第四止挡块滑动安装于机架并能紧固固定;可通过调节第三止挡块和第四止挡块之间的距离来控制左右移动座的左右移动范围,进而控制铣刀在左右方向上的移动行程。
9.本实用新型具有如下有益效果:
10.本实用新型门窗型材铣槽装置,适用于门窗型材槽孔铣加工,具有操作简单方便、制造成本低及能满足不同规格槽孔加工需要、且槽孔加工位置精度及尺寸精度更易准确控制的优点。
附图说明
11.图1为本实用新型门窗型材铣槽装置的整体结构图;
12.图2为本实用新型门窗型材铣槽装置的整体结构图;
13.图3为本实用新型门窗型材铣槽装置的工件定位台的结构图。
具体实施方式
14.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚地理解本实用新型要求保护的技术思想。
15.如图1-2所示的门窗型材铣槽装置,包括机架1、安装于机架1的工件定位台2、悬空设于工件定位台2上方的铣刀3及驱动铣刀3旋转动作的铣刀电机4,铣刀电机4安装固定于升降座板5,升降座板5的背面纵向滑动连接安装于前后移动座6,前后移动座6的底部前后滑动连接安装于左右移动座7。在本实施例中,具体是在升降座板5的背面安装设置纵向延伸的第一导轨51,在前后移动座6的前端设置与第一导轨51滑动配合连接的第一滑块部61,在前后移动座6的底部安装设置前后延伸的第二导轨62,左右移动座7上具有与第二导轨62滑动配合连接的第二滑块部71。
16.前后移动座6上紧固安装有推拉前后移动座6前后移动的拉手杆8,该拉手杆8具体是紧固安装于第一滑块部61的顶部的。前后移动座6的侧部沿其长度方向设有第一标尺63,并在该侧侧部对应第一标尺63安装设有第一止挡块64和第二止挡块65,第一止挡块64和第二止挡块65分别位于左右移动座7的前后方,且第一止挡块64、第二止挡块65滑动安装于前后移动座6的侧部并能紧固固定,通过推拉拉手杆8可以使铣刀3在前后方向上移动加工出槽体,如在本实施例中具体是在前后移动座6上位于第一标尺63的侧部设置滑槽66,并在滑槽66中安装设置螺母67,通过螺栓68穿过第一止挡块64、第二止挡块65连接于螺母67,调松螺栓68与螺母67的连接可以滑动调节第一止挡块64、第二止挡块65,并在调节完成后锁紧螺栓68与螺母67的连接对第一止挡块64、第二止挡块65定位固定。
17.在前后移动座6的另一侧侧部铰接有摆动臂9,升降座板5对应摆动臂9铰接有拨动杆10,拨动杆10的一端朝向摆动臂9延伸并铰接于摆动臂9,在具体实施时摆动臂9与前后移动座6的铰接、拨动杆10与摆动臂9的铰接、拨动杆10与升降座板5的铰接,这些铰接具体结构不是本技术方案的重点,在此不进行赘述。拨动杆10的另一端自由延伸形成拨动握持端
101,可通过下压拨动杆10的拨动握持端101使铣刀3下降至型材加工面。
18.同时在机架1上安装设有左右延伸的第三导轨11,左右移动座7的底部设有与第三导轨11滑动配合连接的第三滑块部72,机架1上位于第三导轨11的侧下方沿其长度方向设有第二标尺12,并对应第二标尺12安装设有第三止挡块13和第四止挡块14,第三止挡块13和第四止挡块14分别位于左右移动座7的左右侧,且第三止挡块13和第四止挡块14滑动安装于机架1并能紧固固定,第三止挡块13、第四止挡块14在机架1的滑动安装结构与第一止挡块64、第二止挡块65在前后移动座6上的滑动安装结构相同,不再另行赘述;通过推拉拉手杆8可以使铣刀3在左右方向上移动加工出槽体,配合铣刀3在前后方向上的移动可以加工出如l形槽体等特殊形状的槽体。
19.其中,工件定位台2的具体结构如图3所示,包括横跨设于机架1的管梁15、与管梁15配合并支撑于管梁15上方的支撑板16、安装于支撑板16前端的气缸座板17及安装于支撑板16后端的后定位板18,支撑板16的底部设有与管梁15配合的固连座板19,固连座板19上设有调节螺栓190,调节螺栓190连接于固连座板19和支撑板16将支撑板16固定安装于管梁15,拧松调节螺栓190可以在管梁1上滑动调节支撑板16的安装位置,气缸座板17上安装设有推拉气缸170,推拉气缸170的活塞杆朝后定位板18方向延伸并固定连接有前定位胶块171,后定位板18的内侧板面安装设有后定位胶块180,待加工型材支撑放置于支撑板16,可由推拉气缸170伸出动作将型材夹持固定在后定位胶块180和前定位胶块171之间。
20.而在前后移动座6的顶面位于升降座板5的后方另外设置有润滑液箱69,升降座板5上安装设有微型外置泵52,微型外置泵52的进液端连接塑胶软管53,塑胶软管53伸入润滑液箱69,微型外置泵52的出液端连接有金属软管54,金属软管54朝向支撑板16弯曲延伸并设置有润滑液喷嘴55,在铣刀3进行铣加工时可向加工面喷淋润滑液,以确保铣加工顺畅进行及降低型材表面温度。
21.本实用新型门窗型材铣槽装置,在槽孔铣加工时,通过滑动调节第一止挡块64和第二止挡块65之间的距离,可以控制前后移动座6的前后移动范围,然后通过下压拨动杆10的拨动握持端101,使铣刀3下降至型材加工面,铣刀3在铣刀电机4的驱动下进行钻孔;或是在铣刀3钻孔的同时手推拉拉手杆8使前后移动座6、升降座板5携带铣刀3同步前后移动,这样可以在型材面上加工出槽体,槽体的长度可以通过前后移动座6的前后移动范围进行控制并由第一标尺63可以直接观察控制;具有操作简单方便、制造成本低,能满足不同规格槽孔加工需要、且槽孔加工位置精度及尺寸精度更易准确控制的优点。
22.对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。