1.本实用新型属于异型件铰孔加工技术领域,具体涉及一种异型件铰孔滑槽式制具。
背景技术:
2.目前,异型件铰孔一般都是在珩磨机上进行加工,或者通过人工手持式进行加工。在珩磨机加工方法中,珩磨机的效率低下,而在手持式加工方法中,会因为工人手歪斜而造成铰孔与端面垂直度超差,孔失圆的问题,不仅效率低下,品质不稳定,而且费时费力。
技术实现要素:
3.针对现有技术存在的缺陷,本实用新型提供了一种异型件铰孔滑槽式制具,以提高加工效率,保证品质稳定。
4.为解决上述技术问题,实现上述技术效果,本实用新型通过以下技术方案实现:
5.一种异型件铰孔滑槽式制具,包括一个制具本体,所述制具本体的内部设置有一条用于促使异型工件稳定滑动的滑槽,所述滑槽在所述制具本体的内部前后贯通,所述滑槽的一端开口用于待加工的异型工件的进入,所述滑槽的另一端开口用于加工后的异型工件的退出,所述制具本体的上表面设置有一条与所述滑槽平行的铰刀让位槽,所述铰刀让位槽向下与所述滑槽连通,所述制具本体的下表面设置有一个与所述滑槽连通的铰刀让位孔,所述铰刀让位孔向上对准所述铰刀让位槽,且所述铰刀让位槽与所述铰刀让位孔的水平方向中心一致。
6.进一步的,所述铰刀让位孔位于所述制具本体下表面的前部。
7.进一步的,所述滑槽与所述铰刀让位槽的整体横截面呈“凸”字型。
8.进一步的,所述滑槽的高度方向尺寸和宽度方向尺寸略大于所述异型工件相应方向的外形尺寸,以保证所述异型工件在所述滑槽内滑动的顺畅性,同时又要保证所述异型工件装入所述滑槽后倾斜和转动不能过大,确保滑动稳定性。
9.进一步的,所述滑槽的高度方向尺寸大于所述异型工件的高度方向尺寸0.3mm,所述滑槽的宽度方向尺寸大于所述异型工件的宽度方向尺寸0.3mm。
10.进一步的,所述铰刀让位槽的槽宽和所述铰刀让位孔的孔径均大于所述异型工件上所要铰孔的孔径,以保证铰刀可顺利通过所述铰刀让位槽和所述铰刀让位孔,同时又要让所述异型工件的定位面尽量大些。
11.进一步的,所述铰刀让位槽的槽宽大于所述异型工件上所要铰孔的孔径0.5mm,所述铰刀让位孔的孔径大于所述异型工件上所要铰孔的孔径0.5mm。
12.进一步的,虽然所述滑槽与所述铰刀让位槽、所述铰刀让位孔的水平方向中心位置不一致,但要保证所述异型工件装入所述滑槽后,所述异型工件所需加工的孔中心水平方向同时与所述铰刀让位槽、所述铰刀让位孔的水平方向中心一致。
13.进一步的,所述制具本体配备有用于将所述制具本体固定在钻床台面且能保证所
述滑槽底面与钻床台面平行度的压板,以保证铰孔时所述异型工件上所需铰孔的自身垂直度不发生变化。
14.进一步的,所述制具本体通过所述压板安装到钻床台面时,所述滑槽的底面与钻床台面平行度为0.1mm。
15.本实用新型的有益效果为:
16.本实用新型能够在对异型工件铰孔时确保所需铰的孔与其端面的垂直度,防止垂直度超差,避免所铰出的孔失圆,从而大大提高了加工效率,保证了品质稳定。
17.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。本实用新型的具体实施方式由以下实施例及其附图详细给出。
附图说明
18.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
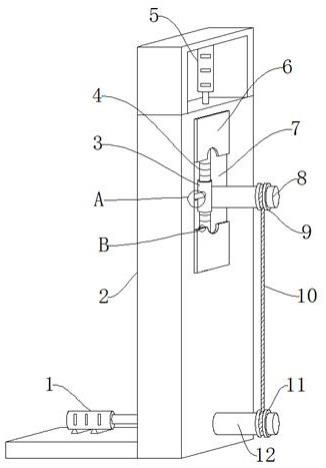
19.图1为本实用新型与异型工件配合时的顶面立体图;
20.图2为本实用新型与异型工件配合时的底面立体图。
具体实施方式
21.下面将参考附图并结合实施例,来详细说明本实用新型。此处所作说明用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
22.参见图1-2所示,一种异型件铰孔滑槽式制具,包括一个制具本体1,所述制具本体1的内部设置有一条用于促使异型工件2稳定滑动的滑槽3,所述滑槽3在所述制具本体1的内部前后贯通,所述滑槽3的一端开口用于待加工的异型工件2的进入,所述滑槽3的另一端开口用于加工后的异型工件2的退出,所述制具本体1的上表面设置有一条与所述滑槽3平行的铰刀让位槽4,所述铰刀让位槽4向下与所述滑槽3连通,所述制具本体1的下表面设置有一个与所述滑槽3连通的铰刀让位孔5,所述铰刀让位孔5向上对准所述铰刀让位槽4,且所述铰刀让位槽4与所述铰刀让位孔5的水平方向中心一致。
23.进一步的,所述铰刀让位孔5位于所述制具本体1下表面的前部。
24.进一步的,所述滑槽3与所述铰刀让位槽4的整体横截面呈“凸”字型。
25.进一步的,所述滑槽3的高度方向尺寸和宽度方向尺寸略大于所述异型工件2相应方向的外形尺寸,以保证所述异型工件2在所述滑槽3内滑动的顺畅性,同时又要保证所述异型工件2装入所述滑槽3后倾斜和转动不能过大,确保滑动稳定性。
26.进一步的,所述滑槽3的高度方向尺寸大于所述异型工件2的高度方向尺寸0.3mm,所述滑槽3的宽度方向尺寸大于所述异型工件2的宽度方向尺寸0.3mm。
27.进一步的,所述铰刀让位槽4的槽宽和所述铰刀让位孔5的孔径均大于所述异型工件2上所要铰孔的孔径,以保证铰刀可顺利通过所述铰刀让位槽4和所述铰刀让位孔5,同时又要让所述异型工件2的定位面尽量大些。
28.进一步的,所述铰刀让位槽4的槽宽大于所述异型工件2上所要铰孔的孔径0.5mm,所述铰刀让位孔5的孔径大于所述异型工件2上所要铰孔的孔径0.5mm。
29.进一步的,虽然所述滑槽3与所述铰刀让位槽4、所述铰刀让位孔5的水平方向中心位置不一致,但要保证所述异型工件2装入所述滑槽3后,所述异型工件2所需加工的孔中心水平方向同时与所述铰刀让位槽4、所述铰刀让位孔5的水平方向中心一致。
30.进一步的,所述制具本体1配备有用于将所述制具本体1固定在钻床台面且能保证所述滑槽3底面与钻床台面平行度的压板,以保证铰孔时所述异型工件2上所需铰孔的自身垂直度不发生变化。
31.进一步的,所述制具本体1通过所述压板安装到钻床台面时,所述滑槽3的底面与钻床台面平行度为0.1mm。
32.本实用新型的使用过程如下:
33.将制具本体1用压板固定至钻床台面上,使其铰刀让位孔5与钻床上的铰刀同心;将待加工的异型工件2依次从一端开口处送入滑槽3中,当异型工件2所需要铰的大孔的大概位置处于钻床铰刀位置下方时,摇动钻床摇臂,铰刀向下运动,穿过铰刀让位槽4后利用铰刀自身导向,将异型工件2所需要铰的大孔位置带动至铰刀正下方,随着铰刀铰孔扭矩,滑槽3侧面与异型工件2的型面侧靠紧,防止其继续转动;铰刀向下运动,异型工件2下表面紧贴滑槽3底面,保证了异型工件2的孔与其端面的垂直度,铰刀穿过铰刀让位孔5,让出铰刀导向部分,保证孔整体铰出;摇动钻床摇臂,将铰刀退出异型工件2,此时滑槽3上表面防止异型工件2被铰刀带动向上移动,完成铰孔工作;在滑槽3中再次装入新的异型工件2,先前加工好的异型工件2顺着滑槽3从另一端开口移动,让出加工位置。
34.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。