1.本发明涉及用换向的焊丝或焊丝电极焊接焊缝的方法和设备。
背景技术:
2.cmt焊接法(cmt:cold metal transfer,冷金属过渡)是一种采用换向的焊丝电极的金属惰性气体焊接方法。在cmt焊接工艺的情况下,被施加电压的焊丝朝工件方向移动,直到形成短路。然后使焊丝在相反方向上向后移动。由于焊丝移动,焊珠可能在发生短路时与焊丝分离,因此在焊接过程中产生较少的飞溅物。由于调节电流供应以及焊丝在材料过渡过程中的焊丝移动的有益作用,在基体材料上的热输入也很低。
3.然而,在间隙较大的根部焊接过程中,在推进速度保持恒定时,可能会出现焊丝穿透焊接熔池的情况。这种情况特别是会在焊丝的焊丝推进速度仍相对较高时发生,因此焊丝在朝焊接熔池的向前移动中穿透焊接熔池并因此无法检测到短路。在传统的cmt焊接工艺中,电弧阶段中只有两个前进阶段。在升压电流(boost current)期间,焊丝具有特定的推进速度,该推进速度在随后的短路等待阶段期间减小,直到发生短路。然而,在根部焊接的情况下,存在焊丝穿透焊接熔池并因此无法检测到短路的风险。焊接熔池的穿透导致电弧被熄灭。由于未熔化的焊丝在根部的下侧突出,因此焊接熔池的不希望的穿透导致所产生的焊缝的质量的显著劣化。
技术实现要素:
4.因此,本发明的一个目的是提供提高焊缝质量的用于焊接焊缝的方法和设备。
5.根据本发明,上述目的通过具有权利要求1所述的特征的电弧焊接方法来实现。
6.相应地,本发明提供了一种用换向的焊丝焊接焊缝的电弧焊接方法,如果在电弧放电阶段在特定时间段内或在焊丝的特定延伸范围内没有检测到短路,则将焊丝的推进速度自动减小到规定的最小速度值。
7.根据本发明的电弧焊接方法特别是防止了在较大间隙的情况下、特别是在产生根部焊缝期间焊丝对焊接熔池的穿透。
8.在根据本发明的电弧焊接方法的一种可能的实施方式中,一旦在特定时间段内或在特定延伸范围内没有检测到短路,就将焊丝的推进速度分阶段或连续地减小到规定的最小速度值。
9.在根据本发明的电弧焊接方法的另一种可能的实施方式中,监控焊接电压,并在焊接电压下降时自动检测到短路。
10.在根据本发明的电弧焊接方法的另一种可能的实施方式中,在减小焊丝的推进速度的同时,将焊接电流减小到规定的最小电流值。
11.在根据本发明的电弧焊接方法的另一种可能的实施方式中,在焊丝的推进速度已减小到规定的最小速度值之后,使焊丝在电弧放电阶段期间以正向推进移动朝待焊接的工件的方向移动,直到检测到短路。
12.在根据本发明的电弧焊接方法的另一种可能的实施方式中,在检测到短路之后,使焊丝以负的推进速度在相反的方向上远离待焊接的工件向后移动。
13.在根据本发明的电弧焊接方法的一个替代实施方式中,在检测到短路之后,使焊丝以减小的正的推进速度进一步朝着待焊接的工件移动。
14.在根据本发明的电弧焊接方法的另一种可能的实施方式中,根据存储的特性曲线设置焊丝的推进速度的最小速度值和/或焊接电流的最小电流值。
15.在根据本发明的电弧焊接方法的另一种可能的实施方式中,一旦在特定时间段内和/或在特定延伸范围内没有检测到短路,就根据存储的特性曲线分阶段或连续地减小焊丝的推进速度和/或焊接电流。
16.在根据本发明的电弧焊接方法的另一种可能的实施方式中,针对不同的焊接参数提供用于减小焊丝的推进速度和/或用于减小焊接电流的不同特性曲线。
17.在根据本发明的电弧焊接方法的另一种可能的实施方式中,焊接参数特别是包括焊丝的材料和/或直径、所使用的惰性气体的类型和所选择的焊接方法的类型。
18.在根据本发明的电弧焊接方法的另一种可能的实施方式中,焊丝的推进速度的最小速度值在0.1米/分钟和5.0米/分钟之间。
19.在根据本发明的电弧焊接方法的另一种优选实施方式中,焊丝的推进速度的最小速度值在0.5米/分钟到3.0米/分钟的范围内。
20.在根据本发明的电弧焊接方法的另一种可能的实施方式中,焊丝的推进速度的最小速度值约为1米/分钟。
21.在根据本发明的电弧焊接方法的另一种可能的实施方式中,焊接电流的最小电流值在0安培和200安培之间。
22.在根据本发明的电弧焊接方法的一种优选实施方式中,焊接电流的最小电流值在0安培到50安培的范围内,优选为约20安培。
23.根据另一方面,本发明还提供了一种具有权利要求13所述的特征的焊接设备。
24.因此,本发明提供了一种用于用换向的焊丝焊接焊缝、特别是根部焊缝的焊接设备,如果在电弧放电阶段期间在特定时间段内或在焊丝的特定延伸范围内没有检测到短路,则通过焊接设备的控制器将焊丝的推进速度自动减小到规定的最小速度值。
25.在根据本发明的焊接设备的一种可能的实施方式中,如果在焊接设备的测量装置测量的特定时间段内或在焊接设备的测量装置测量的焊丝的特定延伸范围内,焊接设备的检测装置没有检测到短路,则根据存储在焊接设备的数据存储器中的特性曲线分阶段或连续地减小焊丝的推进速度和/或焊接电流。
26.在根据本发明的焊接设备的另一种可能的实施方式中,存储在数据存储器中的特性曲线是从数据库中下载的。
附图说明
27.根据本发明的电弧焊接方法和根据本发明的焊接设备的可能实施方式将在下文中参照附图更详细地进行说明。
28.在附图中:
29.图1示出了根据本发明的用于焊接焊缝的焊接设备的一种可能的示例性实施方
式;
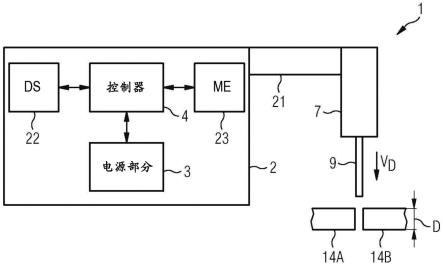
30.图2示出了用于说明根据本发明的用于焊接焊缝的焊接设备的实施方式的框图;
31.图3示出了用于说明根据本发明的电弧焊接方法和根据本发明的焊接设备的操作模式的信号图。
具体实施方式
32.图1示出了根据本发明的用于焊接焊缝的焊接设备1的示例性实施方式。在图1中可以看出,焊接设备1包括电流源2,其中设置有电源部分3。焊接设备1具有控制器4,其被设置为用于调节焊接参数p。这些焊接参数p包括例如焊接电流i和焊丝9的推进速度vd。该焊丝9包括熔化用焊丝电极。控制装置4可以例如连接至控制阀,该控制阀设置在储气罐6与焊枪7之间的惰性气体5的供应管线中。控制器4启动用于输送熔化用焊丝电极9的装置8。在这种情况下,焊丝9可以从供应卷筒10在焊枪7中经由供应管线供应到焊接设备1。输送装置8可以被集成在电流源2的外壳11中,或者如图1所示,可以定位在手推车12上的辅助装置中。
33.如图1所示,用于产生电弧13的直流电流i经由电流源2的电源部分3中的焊接线提供给焊丝电极9。如图1示意性所示,电弧13存在于焊丝与工件14a、14b之间。在图1所示的例子中,两个工件14a、14b被焊接在一起。例如,工件14a、14b在端面处被焊接在一起。在两个工件14a、14b的端面之间存在间隙,在该间隙中产生焊接熔池。焊接设备1防止焊丝电极9穿透两个工件14a、14b的端面之间的焊接熔池。图1所示的焊接设备1因此适用于产生根部焊缝。
34.在一种实施方式中,电流源2具有用户界面或输入和输出设备18,通过其可以设置不同的焊接参数p、操作模式或焊接程序。设备1的控制器4根据设置的焊接参数p、操作数据和焊接程序启动焊接设备1的部件。在使用对应的焊枪7时,也可以在此位置执行设置程序。焊枪7可以配备有单独的焊枪输入和输出设备19。在一种可能的实施方式中,焊枪7经由数据总线连接至电流源2、特别是连接至集成在其中的控制器4,并且连接至用于输送焊丝9的输送设备8。焊枪7经由软管组件21连接至焊接设备1的电流源2。各种管线、特别是用于焊丝电极9、用于惰性气体5、用于冷却回路和用于数据传输线的供应管线设置在软管组件21中。
35.焊接设备1的焊丝9被设计为是可逆的,即,它既可以在朝着工件14的方向上向前移动,也可以在远离工件14的方向上向后移动。焊丝9的推进速度vd由焊接设备1的控制器4控制。如果在电弧放电阶段lbbp期间在特定时间段δt内或在焊丝9的特定延伸范围δs内没有检测到短路ks,则通过焊接设备1的控制器4将焊丝9的推进速度vd自动减小到规定的最小速度值v
dmin
。如果在焊接设备1的测量装置23测量的特定时间段δt内或在焊接设备1的测量装置23测量的焊丝9的特定延伸范围δs内,焊接设备1的检测装置没有检测到短路ks,则根据存储在焊接设备1的数据存储器22中的特性曲线kl分阶段或连续地减小焊丝9的推进速度vd和/或焊接电流i。测量装置23优选还能够检测短路ks,例如借助于被监控的焊接电压u。如果焊接电压u下降,则测量装置23检测到短路ks。
36.在一种可能的实施方式中,存储在焊接设备1的数据存储器22中的特性曲线kl可以从数据库中下载。为此目的,在一种可能的实施方式中,焊接设备1具有数据接口,该数据接口经由数据网络连接至远程服务器,以便将平台或数据库存储的特性曲线kl下载到焊接设备1的本地数据存储器22。
37.图2示意性示出了根据本发明的焊接设备1的部件。焊枪7经由软管组件21连接至焊接设备1的电流源2。在电流源2的外壳中优选设置控制器4和电源部分3。在图2示意性示出的焊接设备1的实施方式,控制器4可以访问本地数据存储器(ds)22,在该本地数据存储器中可以存储一条或多条特性曲线kl。此外,测量装置23设置在电流源2的外壳中,以便检测各种参数。换向的焊丝9具有可以由焊接设备1的控制器4控制的推进速度vd。如果在电弧放电阶段期间在特定时间段δt内或在焊丝9的特定延伸范围δs内,焊接设备1的对应的测量装置23没有检测到短路ks,则通过焊接设备1的控制器4将焊丝9的推进速度vd自动减小到规定的最小速度值v
dmin
。
38.在一种可能的实施方式中,如果在特定时间段δt内或在特定延伸范围δs内没有检测到短路ks,则通过控制器4将焊丝9的推进速度vd分阶段减小到规定的最小速度值v
dmin
。替代地,如果在特定时间段δt内或在特定延伸范围δs内没有检测到短路ks,也可以通过控制器4将焊丝9的推进速度vd连续地减小到规定的最小速度值v
dmin
。优选地,通过焊接设备1的测量装置23监控焊接电压u。如果焊接电压u下降,则自动检测到短路ks。因此,可以在可设置的时间周期上或在限定的延伸范围上实现焊丝9的焊丝推进速度vd的减小。
39.在根据本发明的焊接设备的一种可能的实施方式中,在减小焊丝9的推进速度vd的同时,将焊接电流i减小到规定的最小电流值i
min
。在一种可能的实施方式中,在焊丝9的推进速度vd已减小到规定的最小速度值v
dmin
之后,使焊丝9在电弧放电阶段期间以正向推进移动朝待焊接的工件14a、14b的方向移动,直到检测到短路ks。在检测到短路ks之后,则使焊丝9以负的推进速度vd在相反的方向上远离待焊接的工件14a、14b向后移动。
40.在一种可能的实施方式中,焊丝9的推进速度v
dmin
的最小速度值和焊接电流的最小电流值i
min
都根据存储的特性曲线kl来设置。该特性曲线kl优选存储在电流源2的本地数据存储器22中。在一种可能的实施方式中,特性曲线kl可以经由数据接口从远程数据库中下载到电流源2的本地数据存储器22。在一种可能的实施方式中,针对不同的焊接参数p提供用于减小焊丝9的推进速度vd和/或用于减小焊接电流i的各种特性曲线kl。在另一种实施方式中,电流源2的工艺调节器(未被示出)优选通过插值法基于设置的焊接参数sp来计算用于减小焊丝9的推进速度vd和/或用于减小焊接电流i的特性曲线点kl。这些焊接参数p特别是包括焊丝9的材料和/或直径、所使用的惰性气体5的类型和/或用户选择的焊接方法或焊接操作模式的类型。
41.焊丝9的推进速度的最小速度值v
dmin
可以根据应用不同地计算、配置或限定。在一种可能的实施方式中,焊丝9的推进速度vd的最小速度值在0.1米/分钟和0.5米/分钟之间。优选地,推进速度vd为0.5米/分钟到3.0米/分钟。在一种可能的实施方式中,焊丝9的最小速度v
dmin
例如是约1米/分钟。在一种可能的实施方式中,焊接电流i的最小电流值i
min
小于200安培,优选在从0安培到50安培的范围内。在一种可能的实施方式中,焊接电流i的最小电流值i
min
例如为大约20安培。
42.图3示出了用于说明根据本发明的电弧焊接方法和根据本发明的用于焊接焊缝的焊接设备1的操作模式的过程顺序。图3示出了在电弧焊接过程期间的焊接电流i和焊接电压u以及推进速度vd的时间进程。电弧焊接过程具有周期性重复的电弧放电阶段lbbp和短路阶段ksp。在电弧焊接过程中,焊接填充材料或焊丝电极9的移动被积极地纳入焊接过程的调节中。优选地,焊丝9可以前后地移动。在电弧13的电弧放电阶段lbbp期间,焊丝9在朝
着工件14的方向上被引导(vd>0)。如果在电弧放电阶段lbbp期间在特定的规定时间段δt内或在焊丝9的特定的规定延伸范围δs内没有检测到短路ks,则将推进速度vd减小到计算的、规定的或预先配置的最小速度值v
dmin
。在一种可能的实施方式中,推进速度vd的减小通过可设置的时间周期t来实现。在图3中可以看出,在电弧放电阶段lbbp期间,可以使焊丝9以正的推进速度vd向前移动。焊丝9的推进速度vd在经过一定时间后在时间t
11
处可以从高速度水平v
d1
减小到略低的水平v
d2
,其中存在等待阶段wp来确定是否检测到短路ks。时间t
11
标志着短路等待阶段wp的开始。在图3所示的例子中,在第一时间周期t1期间在指定的最大等待时间内在时间t
12
处检测到发生短路ks。在图3所示的例子中,在等待阶段wp期间,被监控的焊接电压u在时间t
12
处下降,并且该电压下降可用于自动检测到已发生了短路ks。由于检测到短路ks,焊丝9的焊丝推进速度vd在时间t
12
之后自动从速度水平v
d2
进一步快速减小并且呈现负值(vd<0),即,焊丝电极9远离工件14移动。
43.在图3所示的第二时间周期t2中,在预定的最大等待阶段wp
max
期间,被监控的焊接电压u没有下降。第二时间周期t2中的等待阶段wp2在推进速度值vd从速度水平v
d1
开始向速度水平v
d2
减小的时间t
21
处开始。第二时间周期t2中的等待阶段wp在规定的最大等待持续时间在时间t
22
处终止之后结束。特别是为了防止进一步穿透工件14a、14b之间的间隙中的焊接熔池,如图3所示,在等待时间或最大等待阶段wp
max
在时间t
22
处终止之后的电弧放电阶段lbbp期间,焊丝9的推进速度vd在时间t
23
、t
24
、t
25
、t
26
处分阶段自动进一步减小。在图3中可以看出,焊丝推进速度vd分多个阶段或步骤减小,直到在时间t
26
处达到规定的最小速度值v
dmin
。在该低的推进速度v
dmin
下,焊丝9进一步移动,直到最终在时间t
27
处检测到短路ks。一旦检测到短路ks,就使焊丝9优选以负的推进速度vd(即,在远离工件14a、14b的相反方向上)移动。在电弧放电阶段lbbp中形成的焊接熔滴分离。为了防止焊丝9快速穿透焊接熔池,特别是在产生根部焊缝时,在根据本发明的电弧焊接方法的情况下,在短路等待阶段ksp中逐步地减小焊丝推进。为了防止焊丝9在接触管的方向上过度熔化,优选限定最小速度v
dmin
。在一种可能的实施方式中,并行地逐步减小和限制焊接电流i,以确保焊丝电极9的受控熔化。通过根据本发明的电弧焊接方法,产生的焊缝质量得到提高。根据本发明的电弧焊接方法特别适用于产生根部焊缝。在单层对接焊接中,焊缝根部位于焊工无法触及的一侧。
44.在根据本发明的焊接设备1中,在一种可能的实施方式中,瞬时设置的特性曲线kl可以在电流源2的用户界面18的显示器上通过推进速度vd显示给焊工。在一种可能的方式中,电流源2的用户界面18具有触摸屏,焊工可以操作该触摸屏来改变特性曲线kl。例如,在一种可能的实施方式中,焊工可以经由用户界面18调整图3所示的特性曲线kl,以分阶段减小焊丝推进速度。对于根据本发明的焊接设备1的不同实施方式变型,可使用不同的测量装置23来测量焊丝9的延伸范围δs和/或时间段δt。在一种可能的实施方式中,焊丝9的延伸范围δs可以基于测量的时间段和推进速度vd的当前进展来计算。在另一种可能的实施方式中,也可以检测焊丝9的延伸范围δs,例如,在光学上。在一种可能的实施方式中,可以通过形成测量单元的焊丝前进单元的编码器来检测延伸范围δs。编码器构成信号发射器。编码器可以设置在焊枪7上。用于测量延伸范围δs的另外的实施方式变型是本领域技术人员已知的。焊丝9的推进速度vd、特别是最小速度v
dmin
的特性曲线kl可以根据待焊接的工件14a、14b的厚度d来设置。在一种可能的实施方式中,焊工输入例如待焊接的板的厚度d,并且控制器4使用对应的特性曲线kl来控制焊接过程。在另一种可能的实施方式中,焊接电流
源2的过程调节器(未被示出)基于现有的焊接参数计算特性曲线工作点并自动创建特性曲线kl。根据本发明的电弧焊接方法允许几乎无电流的材料过渡以及受控的、清洁的且无飞溅的熔滴分离。此外,防止了工件之间的较大间隙中的焊接熔池的不受控制的穿透。
45.附图标记列表
46.1 焊接设备
47.2 电流源
48.3 电源部分
49.4 控制器
50.5 惰性气体
51.6 储气罐
52.7 焊枪
53.8 输送装置
54.9 焊缝
55.10 储存卷筒
56.11 电流源外壳
57.12 手推车
58.lb 电弧
59.14 工件
60.18 用户界面
61.19 焊枪输入和输出装置
62.20 热保护罩
63.21 软管组件
64.22 数据存储器
65.23 测量装置
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。