1.本实用新型涉及一种自动供面及折盒的挂面包装设备,能够自动供应挂面和纸盒,自动装盒,自动进行覆膜包装。
背景技术:
2.目前市场上采用人工折盒、人工将挂面放入盒内再入下覆膜机包装,一个班需6-7个人工,包装线才达到每小时30包,生产效率低。还有一些挂面包装设备功能单一,不具有自动供应挂面和纸盒,自动装盒,自动进行覆膜包装的功能,不能满足生产需求。
技术实现要素:
3.本实用新型提供一种自动供面及折盒的挂面包装设备,以解决现有技术存在的上述问题。
4.本实用新型的技术方案是:一种自动供面及折盒的挂面包装设备,其特征在于,包括:
5.挂面输送机,用于将称量好的捆扎挂面以多扎并排的形式,分段断续地输送到双工位抓面抓取点输送机上;该挂面输送机的输出端与双工位抓面抓取点输送机的输入端垂直对应;
6.双工位抓面抓取点输送机,用于将挂面输送机输送的捆扎挂面输送到位、整理、齐面、双工位举升;
7.机器人抓取机构,用于将双工位抓面抓取点输送机举升的捆扎挂面转送到旁边的挂面入盒点输送机上,该挂面入盒点输送机并排设在双工位抓面抓取点输送机的旁边;
8.上料输送机,用于将该挂面入盒点输送机输出的捆扎挂面经过拉伸输送皮带机输送到下覆膜包装机上进行包装;
9.纸盒成型机,用于纸盒成型,并将成型好的纸盒排序输送到挂面入盒点输送机的输入端。
10.本实用新型的优点是:实现自动折盒,通过快速调节,可实现多品种成盒;实现自动将面条抓放入盒和覆膜包装的自动化包装,降低了劳动强度,提高了生产效率。
附图说明
11.图1是本实用新型的整体结构的俯视示意图;
12.图2是本实用新型的双工位抓面抓取点输送机2的侧面结构示意图;
13.图3是图2的左视图;
14.图4是图2的俯视图;
15.图5是本实用新型的挂面入盒点输送机3的侧面结构示意图;
16.图6是图5的左视图;
17.图7是图5的俯视图;
18.图8是本实用新型的机器人抓取机构4的结构示意图;
19.图9是图8的左视图;
20.图10是图8中i处的放大图;
21.图11是图10的仰视图;
22.图12是图11的左视图;
23.图13是本实用新型的纸盒成型机8的整体结构主视图;
24.图14是图13的俯视图;
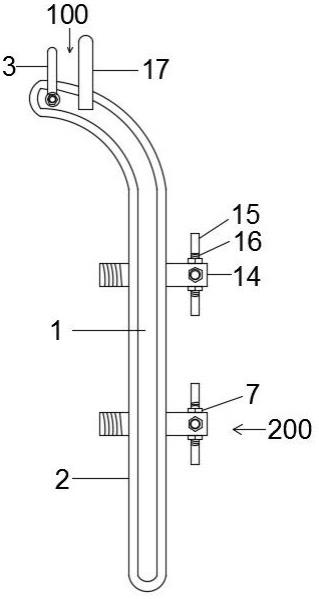
25.图15是本实用新型纸盒成型机8的入口横向输送机8-100的结构示意图;
26.图16是图15的左视图;
27.图17是图15的俯视图;
28.图18是本实用新型纸盒成型机8的纵向定位机构8-200的俯视图;
29.图19是图18的左视图;
30.图20是本实用新型纸盒成型机8的折侧小边机构8-300的俯视图;
31.图21是图20的左视图;
32.图22是本实用新型的纸盒成型机8的推平顶板机构8-400的俯视图;
33.图23是本实用新型纸盒成型机8的扣合机构8-500的侧面结构示意图;
34.图24是图23的俯视图;
35.图25是本实用新型纸盒成型机8的纵向宽度调整机构8-600的俯视图;
36.图26是图25的左视图;
37.图27是图25的右视图;
38.图28是图25的仰视图;
39.图29是本实用新型纸盒成型机8的横向宽度调整机构8-700的结构示意图;
40.图30是图29的左视图;
41.图31是本实用新型纸盒成型机的动力传动机构8-800的俯视图;
42.图32是图31的左视图。
具体实施方式
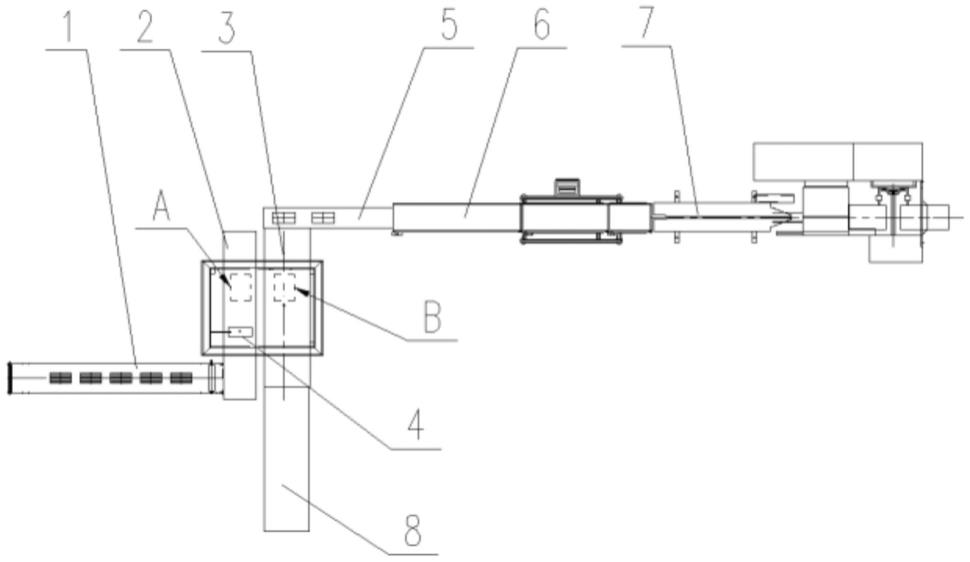
43.参见图1,本实用新型一种自动供面及折盒的挂面包装设备,由挂面输送机 1、双工位抓面抓取点输送机2、挂面入盒点输送机3、机器人抓取机构4、上料输送机5、拉伸输送皮带机6、下覆膜包装机7和纸盒成型机8组成。挂面输送机1的输出端与双工位抓面抓取点输送机2的输入端相对应,两者的输送方向垂直;挂面入盒点输送机3并排设在双工位抓面抓取点输送机2的旁边;机器人抓取机构4设在双工位抓面抓取点输送机2与挂面入盒点输送机3之间的上方;在该挂面入盒点输送机3的输入端和输出端分别设有纸盒成型机8和上料输送机5,该上料输送机5的输出端与拉伸输送皮带机6的输入端相对应,该拉伸输送皮带机6的输出端与下覆膜包装机7的输入端相对应。
44.见附图2-图4,所述的双工位抓面抓取点输送机2的作用是实现挂面到位、整理、齐面、双工位举升,等待6机器人抓取机构抓取。包括:抓取马达、支腿202、抓取点主动链轮203、链条204、抓取点从动链轮205、抓取点主轴206、左侧板207、右侧板208、涨紧固定板209和210、调整丝杆211和212、抓取点输送机从动轴213、隔板皮带214、挡板215、t型夹216和
217、导入底板 218、左导向板219、右导向板220、光电支架底板221、软档板222、光电支架 223、到料感应光电224、左齐面板225、右齐面板226、v型槽板227、v型槽板228、v型槽板229、v型槽板230,抓取位光电231、抓取位光电232、抓取位1光电支架233、抓取位1光电支架234。
45.所述抓取马达安装在支腿202上,抓取点主动链轮203安装在抓取马达轴 201上,抓取点主动链轮203通过链条204和抓取点从动链轮205连接,抓取点从动链轮205和抓取点主轴206连接,抓取点主轴206回转运动安装在左侧板 207、右侧板208上,左侧板207、右侧板208固定在支腿202上,涨紧固定板 209、210分别固定在左侧板207、右侧板208上,调整丝杆211和212分别连接在涨紧固定板209和210上,抓取点输送机从动轴213两端孔穿过两端的调整丝杆211和212,通过螺母调整涨紧,抓取点输送机从动轴213和抓取点主轴 206通过隔板皮带214连接,实现传动。
46.挡板215通过t型夹216和217分别安装在右侧板208上,导入底板218、左导向板219、右导向板220安装在左侧板207上,光电支架底板221安装在左侧板207和右侧板208上,软档板222和光电支架223安装在光电支架底板221 上,双工位抓面抓取点输送机2的到料感应光电224安装在光电支架223上。
47.左齐面板225通过直线轴承安装在208右侧板上,右齐面板226通过直线轴承安装在207左侧板上,左齐面板225和右齐面板226通过气缸推动可实现前后直线移动齐面。
48.v型槽板227、v型槽板230通过气缸安装在左侧板207上,v型槽板228、 v型槽板229通过气缸安装在右侧板208上,气缸推动v型槽板227、v型槽板 228、v型槽板229、v型槽板230能够实现上下举升运动,抓取位光电231通过抓取位1光电支架233安装在左侧板207上,抓取位光电232通过抓取位1光电支架234安装在左侧板207上。
49.参见图5-图7,所述的挂面入盒点输送机3的作用是在单位时间内间歇式的将挂面定位、齐面、举升,等机器人抓取部分抓取。包括:入盒马达301、入盒支腿302、主动链轮303、从动链轮304、入盒主轴305、入盒左侧板306、入盒右侧板307、左挡板308、右挡板309、导向板310、导向板311、导向板312、导向板313、入盒支架314、支架315、支架316、支架317,调整底板318、调整底板319、盒定位板320、盒定位板321、盒定位板322、盒定位板323、入盒光电324、光电325、从动轴326、平皮带327、涨紧块328、涨紧块329、入盒丝杆330、丝杆331。
50.入盒马达301固定在支腿上302,主动链轮303安装在马达上301,从动链轮304安装在入盒主轴305上,入盒主轴305安装通过带座轴承分别安装在入盒左侧板306和入盒右侧板307上,入盒左侧板306和入盒右侧板307安装在入盒支腿302上,主动链轮303和从动链轮304之间连接链条,涨紧座328安装在入盒左侧板306上,涨紧座329安装在入盒右侧板307上,入盒丝杆330 安装在涨紧座328上,丝杆331安装在涨紧座329上,从动轴326通过入盒丝杆330和丝杆331安装在一起,用螺母调整从动轴326涨紧,平皮带315连接入盒主轴305和从动轴326,左挡板308通过夹紧座安装在左侧板307上,右挡板309通过夹紧座安装在入盒左侧板306上,左挡板308和右挡板309可以手动调整横向距离。
51.调整底板318通过入盒支架314、支架315安装在入盒右侧板307上,调整底板319通过支架316、支架317安装在入盒左侧板306上,盒定位板320、盒定位板321通过气缸安装在调整底板318上,盒挡板322和盒挡板323通过气缸安装在调整底板319上,光电325感应物料后,气缸带动盒挡板320和盒挡板322横向移动挡盒;入盒光电324感应物料后,气缸带动盒挡板321和盒挡板323横向移动挡盒。
52.参见图8-图12,本实用新型的机器人抓取机构4由机器人底座401、机器人402、机器人抓手连接座403、抓手底板404、第一机器人气缸405和第二机器人气缸406、第一卡爪夹板407和408、第二卡爪夹板409和410、压板连接板411和412、压板413和414组成。
53.机器人抓取机构4的作用是:当挂面达到双工位抓面抓取点输送机2举升位置时,机器人402通过机器人抓手连接座403带动抓手底板404、第一机器人气缸405和第二机器人气缸406、第一卡爪夹板407和408、第二卡爪夹板409 和410、压板连接板411和412、压板413和414到达举升位置,由第一机器人气缸405和第二机器人气缸406带动第二卡爪夹板409和410夹住挂面(多扎),将挂面运至挂面入盒点输送机3的入盒点上方,当盒到达挂面入盒点输送机3 的定位位置定位后,第一机器人气缸405和第二机器人气缸406分别推动第二卡爪夹板409和410打开,将面条投入双工位纸盒中,再回至挂面举升位置等待下了一轮抓面、搬运、放面。
54.机器人底座401放在地面上,机器人402固定安装在机器人底座401上,抓手连接座403的一端固定在机器人402上,机器人402连接抓手连接座403 能够实现上下、左右、前后移动,机器人402连接抓手连接座403,实现单独旋转,抓手底板404中间连接抓手连接座403,第一机器人气缸405和第二机器人气缸406固定在抓手底板404上,第一机器人气缸405和第二机器人气缸406 可是手动调整相对距离,第一卡爪夹板407和408分别固定在第一机器人气缸 405和第二机器人气缸406上,第二卡爪夹板409和410固定在第一机器人气缸 405和第二机器人气缸406的推杆前端,能自动横向移动,压板连接板411和 412分别安装在抓手底板404上,压板411和412分别安装在压板连接板413和 414上。
55.参见图13-图14,所述的纸盒成型机8由入口横向输送机8-100、纵向定位 8-200、折侧小边机构8-300、推平顶板机构8-400、扣合机构8-500、纵向宽度调整机构8-600、横向宽度调整机构8-700和动力传动机构8-800组成。
56.所述的入口横向输送机8-100位于纸盒成型机8的输入端的一侧,用于将成型好的纸壳输送到纸盒成型机8的输入端;
57.所述的纵向定位机构8-200安装在左主墙板8-602和右主墙板8-601上,用于调整右内侧板8-706和左内侧板8-710的纵向距离,实现适用多品种尺寸调整;
58.所述的折小边机构8-300、推平顶板机构8-400、扣合机构8-500依次间隔安装在入口横向输送机8-100与纸盒成型机8输出端之间的两侧,其中折小边机构8-300用于折弯纸盒侧小边;推平顶板机构8-400用于纸盒上小边90
°
折弯;扣合机构8-500用于纸盒上小边折弯90
°
并扣合;在推平顶板机构8-400 与扣合机构8-500之间装有横向宽度调整机构8-700,用于调整第一槽板8-201 和第二槽板8-204的宽度,实现适用多品种尺寸调整。
59.纸盒成型机8的作用是:将折好侧边的纸托,通过入口横向输送机8-100 暂存、等待,纵向定位机构8-200定位,折侧小边机构8-300折边,然后通过式完成折侧大边,经过推平顶板机构8-400推平上板,扣合机构8-500扣盒完成,然后排序进入挂面入盒点输送机,纵向宽度调整机构8-600通过手动差速调整,快速完成纸盒宽度方向的调整,横向宽度调整机构8-700通过正反丝丝杆快速调整纸盒长度方向的调整。
60.参见图15-图17,所述的入口横向输送机8-100包括:小皮带机主侧板8-101 通过皮带机支撑8-102和8-103、滑块连接板8-104和入口横向输送机右侧板 8-105固定在一起,小皮带机电机8-106安装在小皮带机主侧板8-101上,主动同步带轮8-107连接在小皮带机
电机8-106的主轴上,小皮带机主轴8-108和小皮带机主侧板8-101、入口横向输送机右侧板8-105连接在一起,实现旋转移动;从动同步带轮8-109连接在小皮带机主轴8-108上,入口横向输送机同步带8-110连接主动同步带轮8-107和从动同步带轮8-109,在小皮带机主轴8-108 的右端安装小齿轮8-111,左支撑板8-112、右支撑板8-113、左支撑板8-114、右支撑板8-115分别安装在小皮带机主侧板8-101和入口横向输送机右侧板 8-105的前后端,轴承座8-116、轴承座8-117、轴承座8-118、轴承座8-119 分别安装在左支撑板8-112、右支撑板8-113、左支撑板8-114、右支撑板8-115 上,上端主动轴8-120和轴承座8-116、轴承座8-117连接实现轴向旋转,上端主动轴8-120的右端连接大齿轮8-121,小齿轮8-111和大齿轮8-121啮合传动,下端从动轴8-122通过轴承和小皮带机主侧板8-101、入口横向输送机右侧板 8-105连接,小皮带机主轴8-108和下端从动轴8-122通过第一平皮带8-123连接,上端从动轴8-124和轴承座8-118、轴承座8-119相连,实现轴向旋转;上端主动轴8-120和上端从动轴8-124通过第二平皮带8-125连接,涨紧板8-126 和8-127分别安装在左支撑板8-112和右支撑板8-113上;上涨紧轴8-128与涨紧板8-126、涨紧板8-127连接,涨紧辊8-129连接在上涨紧轴8-128上,实现轴向旋转。滑块导轨8-130的一端连接滑块连接板8-104,滑块导轨8-130 的另一端连接小皮带机支撑座8-131,小皮带机支撑座8-131的另一端连接右主墙板8-601,锁紧板8-132和8-133安装在小皮带机支撑座8-131上。
61.参见图18和图19,所述的纵向定位机构8-200包括:第一槽板8-201安装在调整链条8-202和8-203上,第二槽板8-204安装在调整链条8-205和8-206 上,左侧挡板8-207、纵向定位光电支架8-208安装在左内侧板8-706上,纵向定位光电8-209安装在纵向定位光电支架8-208上。两个折弯钢筋8-210和8-211 分别安装在链条支撑导向板8-212和8-213上,链条支撑导向板8-212和8-213 分别装置在右主墙板8-601和左主墙板8-602上。
62.参见图20和图21,所述的折小边机构8-300包括:主定位板8-301安装在导轨座板8-302上,折小边机构导轨8-303的一端安装在导轨座板8-302上,另一端安装在入口横向输送机右内侧板8-706上;折小边气缸8-304的一端通过气缸连接座8-305安装在主定位板8-301上,折小边气缸8-304的推杆端连接折角板8-306,折角板8-306安装在主定位板8-301上,实现轴向转动;丝母连接板8-307的一端连接主定位板8-301,丝母连接板8-307的另一端连接丝母座8-308,丝母座8-308安装在丝杆8-309上,丝杆8-309旋转带动丝母座8-308 横向移动,丝杆8-309安装在带座轴承8-310和8-311上,带座轴承8-310和 8-311安装在右主墙板8-601上;折角板8-312安装在主定位板8-301上。折小边机构8-300为左右对称结构(即图20中上下对称),图中p处是折小边机构 8-300的上部对称安装在左主墙板8-602和左内侧板8-710上。
63.参见图22,所述的推平顶板机构8-400包括:大侧板折边板8-401、侧推气缸支架8-402安装在右内侧板8-706上,侧推气缸8-403安装在侧推气缸支架8-402上,上折板推板8-404安装在侧推气缸8-403的推杆上,侧边导向板 8-405通过侧边导向支撑板8-406和8-407安装在扣合机构右内侧板8-706上,侧边导向板8-405通过支撑座轴8-408安装在链条支撑导向板8-409上,上扣板8-410安装在侧边导向板8-405上。推平顶板机构8-400为左右对称结构(即图22中上下对称),图中q处是推平顶板机构8-400的上部对称安装在左内侧板8-710上。
64.参见图23和图24,所述的扣合机构8-500包括:扣合连接板8-501安装在右内侧板
8-706上,两个扣合机构支撑座8-502和8-503安装在扣合连接板8-501 上,扣合旋转板8-504两端安装在扣合机构支撑座8-502和8-503的孔内,能够实现轴向旋转;扣合旋转板8-504的中间孔安装扣合气缸8-505,鱼眼接头 8-506安装在扣合气缸8-505的推杆顶端,可以轴向移动;鱼眼接头8-507通过扣合机构丝杆8-508安装在扣合连接板8-501上,扣合旋转板8-509分别和鱼眼接头8-506和8-507连接,扣合型板8-510安装在扣合旋转板8-509。扣合机构8-500的对称部分对称安装在左内侧板8-710上。
65.参见图25-图28,所述的纵向宽度调整机构8-600包括:右主墙板8-601 和左主墙板8-602固定在支腿上,两个卧式支撑座8-603和8-604安装在右主墙板8-601上,另外两个卧式支撑座8-605和8-606安装在8-602左主墙板上;前支撑轴8-607和卧式支撑座8-603、8-605固定,后支撑轴8-608和卧式支撑座8-604、8-606固定;两个定位套8-609和8-610分别安装在右内侧板8-706、左内侧板8-710上,定位套8-609、8-610和8-607支撑轴轴向导向配合;另外两个定位套8-611、8-612分别安装在左内侧板8-710和右内侧板8-706上,定位套8-611、8-612的内孔和后支撑轴8-608轴向滑动配合;两个卧式支撑座 8-613和8-614分别安装在右主墙板8-601、左主墙板8-602上,上支撑轴8-615 固定安装在卧式支撑座8-613、8-614上,两个滑套法兰盘8-616和8-617分别安装在左内侧板8-710、右内侧板8-706上,滑套法兰盘8-616和8-617的内孔连接上支撑轴8-615,(滑套法兰盘8-616和8-617)可以轴向移动。
66.两个差速器外侧立板8-618和8-619安装在右主墙板8-601上,固定板8-620 连接差速器外侧立板8-618和右主墙板8-601,差速器外安装板8-621、中间封板8-622、下端电机外接板8-623分别安装在差速器外侧立板8-618、8-619上,主轴8-624通过轴承和右主墙板8-601连接,通过带座轴承和差速器外安装板 8-619、左主墙板8-602连接,差速器二轴8-626通过轴承和右主墙板8-601连接,差速器二轴8-626通过带座轴承分别和差速器外安装板8-621、左主墙板8-602连接;复合齿轮8-627通过轴承安装在差速器二轴8-626上,并且与主动齿轮8-661啮合;主动齿轮8-661固定安装在主轴8-624上,差速器大齿轮8-628 安装在复合齿轮8-627上,差速器大齿轮8-628通过定位柱8-629、8-630、差速小轴8-631连接齿轮固定盘8-632,差速小齿轮8-633通过轴承安装在差速小轴8-631上,差速小齿轮8-633和复合齿轮8-627啮合,齿轮固定盘8-632通过轴承和差速器二轴8-626连接;齿轮8-625固定安装在差速器二轴8-626上,齿轮8-625和差速小齿轮8-633啮合,调整轴8-634通过带座轴承安装在右主墙板8-601和差速器外安装板8-619上,差速齿轮8-635固定在调整轴8-634 上,差速齿轮8-635与差速器大齿轮8-628啮合;夹紧板8-636分别和调整轴 8-634、定位销8-637连接,定位销8-637安装在差速器外安装板8-619上,手柄8-638安装在调整轴8-634。
67.主轴8-624上固定安装两个a链轮8-640、8-641;两个差速链轮8-642、 8-643通过轴承安装在主轴8-624上;两个差速齿轮8-644、8-645分别固定安装在两个差速链轮8-642和8-643上;两个二轴差速齿轮8-646、8-647固定安装在差速器二轴8-626上,二轴差速齿轮8-646与差速齿轮8-644啮合;二轴差速齿轮8-647与差速齿轮8-645啮合;两个涨紧加强板8-648、8-649分别安装在右主墙板8-601和左主墙板8-602上,轴线调整丝杆8-650和8-651分别安装在两个涨紧加强板8-648和8-649上;从动轴8-652通过两端孔安装在轴线调整丝杆8-650、8-651上,从动轴8-652可以沿轴线调整丝杆8-650、8-651 的轴线调整距离。四个涨紧链轮8-653、8-654、8-655、8-656通过轴承安装在从动轴8-652上,a链条8-657连接在涨
紧链轮8-653与a链轮8-640之间;a 链条8-658连接在涨紧链轮8-654与a链轮8-641之间,a链条8-659连接在涨紧链轮8-650和差速链轮8-642,a链条8-660连接在涨紧链轮8-651和差速链轮8-643之间。
68.参见图29和图30,所述的横向宽度调整机构8-700包括:带座轴承8-701、 8-702安装在右主墙板8-601上,带座轴承8-703、8-704安装在左主墙板8-602 上,右丝母8-705、8-707安装在右内侧板8-706上,左丝母8-708、8-709安装在左内侧板8-706上,正反丝杆8-711、8-712安装在带座轴承8-701、8-702、 8-703、8-704上,右丝母8-705、8-706和左丝母8-708、8-709分别安装在正反丝杆8-711、8-712上,b链轮8-714分别安装在正反丝杆8-711、8-712上,链条8-713连接在两个b链轮8-714之间;两个手柄8-715、8-716分别安装在正反丝杆8-711、8-712上。
69.参见图31和图32,所述的动力传动机构8-800包括:电机定位板8-801安装在下端电机外接板8-623上,电机8-802安装在电机定位板8-801上,动力主动链轮8-803安装在电机8-802上,动力从动链轮8-804安装在动力主轴8-630 上,动力链条8-805链接在动力主动链轮8-803和动力从动链轮8-804。
70.本实用新型的工作过程:
71.挂面输送机1将称量好的一排一排的多扎面条(以下简称挂面)逐段输送到双工位抓面抓取点输送机2的带隔板皮带214上,光电224感应到挂面到位后,双工位抓面抓取点输送机2启动马达,带动隔板皮带214向左移动一个节距(两段面条的间距),当光电224再次感应到挂面到位后;双工位抓面抓取点输送机2再次启动马达,带动隔板皮带214向左移动一个节距(两段面条的间距),带动隔板皮带214如上循环动作;两段挂面的间距光电231、232同时感应到挂面到位后,气缸推动v型槽板227、228、229、230同时向上举升挂面;机器人抓取部分4驱动抓手到双工位抓面抓取点输送机2的抓取位a(见图1) 上方,气缸拉动卡爪407、408、409、410夹紧面条,并将挂面运至挂面入盒点输送机3的入盒点b(见图1)的上方,当光电324、326同时感应到从纸盒成型机8输出的纸盒到位后,气缸推动夹紧板225、226定位纸盒后回位,机器人抓取部分4在入盒点b的上方将挂面投入到入盒点b的纸盒中,再回至挂面抓取位a等待抓面;挂面装入盒中后,挂面入盒点输送机3启动,隔板皮带214 将带盒的挂面运至上料输送机5,上料输送机5将带盒的挂面运至拉伸输送皮带机6上进行排序,然后运至下覆膜包装机7进行包装(见图1)。
72.当光电324、326感应不到到挂面入盒点输送机3的入盒点b的纸盒后,挂面入盒点输送机3和从纸盒成型机8同时启动,输送纸盒到输送机3的入盒点b,光电光电324、326感应到纸盒后,挂面入盒点输送机3和纸盒成型机8停止运行。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。