技术特征:
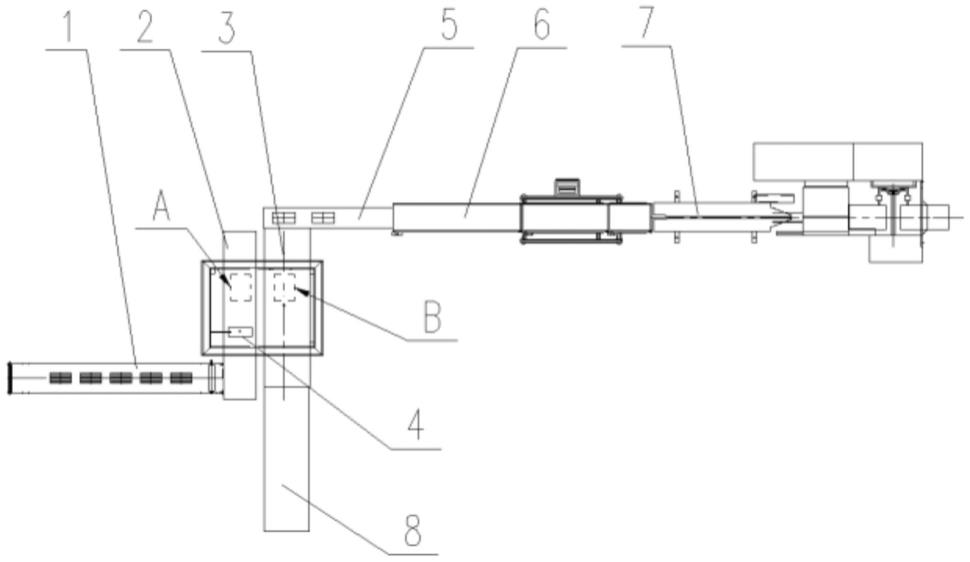
1.一种自动供面及折盒的挂面包装设备,其特征在于,包括:挂面输送机(1),用于将称量好的捆扎挂面以多扎并排的形式,分段断续地输送到双工位抓面抓取点输送机(2)上;该挂面输送机(1)的输出端与双工位抓面抓取点输送机(2)的输入端垂直对应;双工位抓面抓取点输送机(2),用于将挂面输送机(1)输送的捆扎挂面输送到位、整理、齐面、双工位举升;机器人抓取机构(4),用于将双工位抓面抓取点输送机(2)举升的捆扎挂面转送到旁边的挂面入盒点输送机(3)上,该挂面入盒点输送机(3)并排设在双工位抓面抓取点输送机(2)的旁边;上料输送机(5),用于将该挂面入盒点输送机(3)输出的捆扎挂面经过拉伸输送皮带机(6)输送到下覆膜包装机(7)上进行包装;纸盒成型机(8),用于纸盒成型,并将成型好的纸盒排序输送到挂面入盒点输送机(3)的输入端。2.根据权利要求1所述的自动供面及折盒的挂面包装设备,其特征在于,所述的双工位抓面抓取点输送机(2)包括:抓取马达、支腿(202)、抓取点主动链轮(203)、链条(204)、抓取点从动链轮(205)、抓取点主轴(206)、左侧板(207)、右侧板(208)、调整丝杆(211、212)、抓取点输送机从动轴(213)、隔板皮带(214)、挡板(215)、t型夹、导入底板(218)、左导向板(219)、右导向板(220)、光电支架底板(221)、软档板(222)、光电支架(223)、到料感应光电(224)、左齐面板(225)、右齐面板(226)、v型槽板(227、228、229、230)、抓取位光电(231、232)和抓取位光电支架(233、234),所述抓取马达安装在支腿(202)上,抓取点主动链轮(203)安装在抓取马达轴(201)上,抓取点主动链轮(203)通过链条(204)和抓取点从动链轮(205)连接,抓取点从动链轮(205)和抓取点主轴(206)连接,抓取点主轴(206)通过轴承转动安装在左侧板(207)与右侧板(208)之间,左侧板(207)、右侧板(208)固定在支腿(202)上,涨紧固定板分别固定在左侧板(207)和右侧板(208)上,两根调整丝杆(211、212)分别连接在两个涨紧固定板上,抓取点输送机从动轴(213)两端孔穿过两端的调整丝杆(211、212),通过螺母调整涨紧,抓取点输送机从动轴(213)和抓取点主轴(206)通过隔板皮带(214)连接,实现传动;挡板(215)通过两个t型夹分别安装在右侧板(208)上,导入底板(218)、左导向板(219)、右导向板(220)安装在左侧板(207)上,光电支架底板(221)安装在左侧板(207)和右侧板(208)上,软档板(222)和光电支架(223)安装在光电支架底板(221)上;到料感应光电(224)安装在光电支架(223)上;左齐面板(225)和右齐面板(226)通过直线轴承分别安装在左侧板(207)和右侧板(208)上,左齐面板(225)和右齐面板(226)实现沿着直线轴承轴线同时移动并齐面;四个v型槽板通过气缸分别安装在左侧板(207)和右侧板(208)的内侧,能够实现上下举升运动,两个抓取位光电(231、232)分别通过光电支架安装在左侧板上。3.根据权利要求2所述的自动供面及折盒的挂面包装设备,其特征在于,所述的挂面入盒点输送机(3)包括:入盒马达(301)、入盒支腿(302)、入盒点主动链轮(303)、入盒点从动链轮(304)、入盒主轴(305)、入盒左侧板(306)、入盒右侧板(307)、盒挡板、导向板、入盒支架、调整底板、盒定位板、入盒光电、入盒点从动轴(326)、平皮带(327)、涨紧块和入盒丝杆,
入盒马达(301)固定在入盒支腿(302)上,入盒点主动链轮(303)安装在入盒马达(301)上,入盒点从动链轮(304)安装在入盒主轴(305)上,入盒主轴(305)通过带座轴承安装在入盒左侧板(306)和入盒右侧板(307)上,入盒左侧板(306)和入盒右侧板(307)安装在入盒支腿(302)上,入盒点主动链轮(303)和入盒点从动链轮(304)之间连接链条,两个盒挡板通过涨紧座分别安装在入盒左侧板(306)和入盒右侧板(307)上;四个导向板分别通过四个入盒支架安装在入盒左侧板(306)和入盒右侧板(307)上;两个调整底板分别安装在导向板上,通过螺栓固定,通过长条槽调整距离;四个盒定位板通过气缸分别安装在调整底板上;两个入盒光电安装在盒挡板上,一个入盒光电感应盒到位后,两个盒定位板同时横向移动给第一个盒定位,另一入盒光电感应到第2个盒到位后,另外两个盒定位板同时横向移动给第2个盒定位;两个涨紧座分别对称安装在入盒左侧板(306)和入盒右侧板(307)上,两根入盒丝杆分别安装在两个涨紧座上,入盒点从动轴(326)通过两端孔和入盒丝杆安装在一起,用螺母调整入盒点从动轴(326)在入盒丝杆上的距离实现皮带涨紧,平皮带(327)连接入盒主轴(305)和入盒点从动轴(326),在入盒左侧板(306)和入盒右侧板(307)上分别通过固定座安装一个盒挡板,两个盒挡板的横向间距能够手动调整。4.根据权利要求3所述的自动供面及折盒的挂面包装设备,其特征在于,所述的机器人抓取机构(4)包括机器人底座(401)、机器人(402)、机器人抓手连接座(403)、抓手底板(404)、第一机器人气缸(405)、第二机器人气缸(406)、卡爪夹板(407)、卡爪夹板(408)、卡爪夹板(409)、卡爪夹板(410)、四个压板(411、412、413、414),机器人底座(401)放在地面上,机器人(402)固定安装在机器人底座(401)上,抓手连接座(403)固定在机器人(402)上,机器人(402)运动带动抓手连接座(403)能够实现三维运动和单独旋转,抓手底板(404)中间固定在抓手连接座(403)上,第一机器人气缸(405)、第二机器人气缸(406)固定在抓手底板(404)上,卡爪夹板(409)固定在第一机器人气缸(405)上,卡爪夹板(410)固定在第二机器人气缸(406)上,卡爪夹板(407)和卡爪夹板(408)分别固定在抓手底板(404)上,四个压板(411、412、413、414)分别安装抓手底板(404)的两端。5.根据权利要求4所述的自动供面及折盒的挂面包装设备,其特征在于,所述的纸盒成型机(8)包括入口横向输送机(8-100)、纵向定位机构(8-200)、折小边机构(8-300)、推平顶板机构(8-400)、扣合机构(8-500)、纵向宽度调整机构(8-600)、横向宽度调整机构(8-700)和动力传动机构(8-800);所述的入口横向输送机(8-100)位于纸盒成型机(8)的输入端的一侧,用于将成型好的纸壳输送到纸盒成型机(8)的输入端;所述的纵向定位机构(8-200)安装在左主墙板(8-602)和右主墙板(8-601)上,用于调整右内侧板(8-706)和左内侧板(8-710)的纵向距离,实现适用多品种尺寸调整;所述的折小边机构(8-300)、推平顶板机构(8-400)、扣合机构(8-500)依次间隔安装在入口横向输送机(8-100)与纸盒成型机(8)输出端之间的两侧,其中折小边机构(8-300)用于折弯纸盒侧小边;推平顶板机构(8-400)用于纸盒上小边90
°
折弯;扣合机构(8-500)用于纸盒上小边折弯90
°
并扣合;在推平顶板机构(8-400)与扣合机构(8-500)之间装有横向宽度调整机构(8-700),用于调整第一槽板(8-201)和第二槽板(8-204)的宽度,实现适用多品种尺寸调整。
6.根据权利要求5所述的自动供面及折盒的挂面包装设备,其特征在于,所述的入口横向输送机(8-100)包括:小皮带机主侧板(8-101)通过皮带机支撑(8-102、8-103)、滑块连接板(8-104)与入口横向输送机右侧板(8-105)固定在一起,小皮带机电机(8-106)安装在小皮带机主侧板(8-101)上,主动同步带轮(8-107)固定在小皮带机主轴(8-108)上,小皮带机主轴(8-108)转动安装在小皮带机主侧板(8-101)和入口横向输送机右侧板(8-105)上,从动同步带轮(8-109)连接在小皮带机主轴(8-108)上,下端从动轴(8-122)的两端转动连接在小皮带机主侧板(8-101)和入口横向输送机右侧板(8-105)之间,在小皮带机主轴(8-108)和下端从动轴(8-122)之间环绕第一平皮带(8-123);入口横向输送机同步带(8-110)连接主动同步带轮(8-107)和从动同步带轮(8-109),小齿轮(8-111)固定在小皮带机主轴(8-108)上;上端主动轴(8-120)转动安装在支撑板(8-112)和支撑板(8-113)上,支撑板(812)固定在小皮带机主侧板(8-101)上,大齿轮(8-121)固定在上端主动轴(8-120)上,大齿轮(8-121)与小齿轮(8-111)啮合传动;上端主动轴(8-120)与上端从动轴(8-124)之间环绕有第二平皮带(8-125);两个涨紧板(8-126、8-127)分别安装在左支撑板(8-112)和右支撑板(8-113)上,上涨紧轴(8-128) 的两端分别连接一个该涨紧板(8-126、8-127),涨紧辊(8-129)连接在上涨紧轴(8-128)上,实现轴向旋转;滑块导轨(8-130)的一端连接滑块连接板(8-104),滑块导轨(8-130)的另一端连接小皮带机支撑座(8-131)的一端,小皮带机支撑座(8-131)的另一端连接右主墙板(8-601),两个锁紧板(8-132、8-133)安装在小皮带机支撑座(8-131)上。7.根据权利要求6所述的自动供面及折盒的挂面包装设备,其特征在于,所述的纵向定位机构(8-200)包括:第一槽板(8-201)安装在两根调整链条上,第二槽板(8-204)安装在另外两根调整链条上,左侧挡板(8-207)、纵向定位光电(8-209)通过纵向定位光电支架(8-208)安装在左内侧板(8-710)上,折弯钢筋(210)和折弯钢筋(211)通过支架(8-212)、支架(8-213)安装在右主墙板(8-601)和左主墙板(8-602)上。8.根据权利要求7所述的自动供面及折盒的挂面包装设备,其特征在于,所述的折小边机构(8-300)包括:主定位板(8-301)安装在导轨座板(8-302)上,折小边机构导轨(8-303)安装在导轨座板(8-302)上,另一端安装在入口横向输送机右内侧板(8-706)上;气缸(8-304)通过气缸连接座(8-305)安装在主定位板(8-301)上,折小边气缸(8-304)连接折角板(8-306),折角板(8-306)安装在主定位板(8-301)上,实现轴向转动;丝母连接板(8-307)的一端连接主定位板(8-301),丝母连接板(8-307)的另一端连接丝母座(8-308),丝母座(8-308)安装在丝杆(8-309)上,丝杆(8-309)旋转,带动丝母座(8-308)横向移动;丝杆(8-309)安装在带座轴承上,带座轴承安装在右主墙板(8-601)上;折角板(8-312)安装在主定位板(8-301)上。9.根据权利要求8所述的自动供面及折盒的挂面包装设备,其特征在于,所述的推平顶板机构(8-400)包括:大侧板折边板(8-401)、侧推气缸支架(8-402)安装在推平顶板机构右内侧板(8-706)上,侧推气缸(8-403)安装在侧推气缸支架(8-402)上,上折板推板(8-404)安装在侧推气缸(8-403)的推杆上,侧边导向板(8-405)通过侧边导向支撑板安装在右内侧板(8-706)上,侧边导向板(8-405)通过支撑座轴(8-408)安装在链条支撑导向板(8-409) 上,上扣板(8-410)安装在侧边导向板(8-405)上。10.根据权利要求9所述的自动供面及折盒的挂面包装设备,其特征在于,所述的扣合
650、8-651)的轴线调整距离;在从动轴(8-652)上通过轴承安装有分别与两个a链轮(8-640、8-641)和两个差速链轮(8-642、8-643)一一对应的四个涨紧链轮(8-653、8-654、8-655、8-656),在四个涨紧链轮(8-653、8-654、8-655、8-656)与分别对应的两个a链轮(8-640、8-641)和两个差速链轮(8-642、8-643)之间各连接有a链条(8-657、8-658、8-659、8-660)。12.根据权利要求11所述的自动供面及折盒的挂面包装设备,其特征在于,所述的横向宽度调整机构(8-700)包括:两根正反丝杆(8-711、8-712)分别通过转动连接在右主墙板(8-601)和左主墙板(8-602)上,两根正反丝杆(8-711、8-712)分别通过两个右丝母(8-705、8-707)和右内侧板(8-706)转动连接,两个正反丝杆(8-711、8-712)分别通过两个左丝母(8-708、8-709)和左内侧板(8-710)转动连接,b链轮(8-714)分别安装在两个正反丝杆(8-711、8-712)上,链条(8-713)连接在b链轮(8-714)之间;在两根正反丝杆(8-711、8-712)上分别装有b链轮(8-714),在两根正反丝杆的对应的b链轮(8-714)之间连接有链条(8-713);在两根正反丝杆(8-711、8-712)上分别装有两个手柄(8-715、8-716)。13.根据权利要求12所述的自动供面及折盒的挂面包装设备,其特征在于,所述的动力传动机构(8-800)包括:电机定位板(8-801)安装在下端电机外接板(8-623)上,电机(8-802)安装在电机定位板(8-801)上,动力主动链轮(8-803)安装在电机(8-802)上,动力从动链轮(8-804)安装在动力主轴(8-630)上,动力链条(8-805)连接在动力主动链轮(8-803)和动力从动链轮(8-804)之间。
技术总结
一种自动供面及折盒的挂面包装设备,其挂面输送机的输出端与双工位抓面抓取点输送机的输入端相对应;挂面入盒点输送机并排设在双工位抓面抓取点输送机的旁边;机器人抓取机构设在双工位抓面抓取点输送机与挂面入盒点输送机之间的上方;在该挂面入盒点输送机的输入端和输出端分别设有纸盒成型机和上料输送机,该上料输送机的输出端与拉伸输送皮带机的输入端相对应,该拉伸输送皮带机的输出端与下覆膜包装机的输入端相对应。本实用新型的优点是:实现自动折盒,通过快速调节,可实现多品种成盒;实现自动将面条抓放入盒和覆膜包装的自动化包装,降低了劳动强度,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:柳先知 韩振德 齐明辉 徐龙朝
受保护的技术使用者:青岛海科佳智能装备科技有限公司
技术研发日:2021.12.15
技术公布日:2022/6/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。