1.本发明涉及自动焊接的技术领域,尤其是涉及一种篮筐自动焊接装置。
背景技术:
2.篮球架是篮球场地的必需设备。篮球架包括篮板、篮筐和篮板支柱,篮筐上设有若干个篮网固定环,篮网固定环用于将篮网固定在篮筐上,篮网的设置能够使球穿过篮筐时有暂时的停顿,便于裁判与观众确定球进与否。
3.目前篮筐在生产时,篮筐上的篮网固定环是通过焊接的方式固定在篮筐上。
4.在实现本技术的过程中,发明人发现上述技术至少存在以下问题:实际焊接时,很难将篮网固定环均匀焊接在篮筐上。
技术实现要素:
5.为了解决实际焊接时,很难将篮网固定环均匀焊接在篮筐上的问题,本技术提供一种篮筐自动焊接装置。
6.本技术提供一种篮筐自动焊接装置,采用如下的技术方案:一种篮筐自动焊接装置,包括机架,所述机架上设置有安装圆盘,所述安装圆盘上设有用于固定篮筐的限位机构,所述机架上设有转动组件,所述转动组件与安装圆盘固定连接,所述机架上设有焊接组件,所述焊接组件设于安装圆盘的顶部。
7.通过采用上述技术方案,限位机构将篮筐固定在安装圆盘上,并且限位机构能够限位每一个篮网固定环的位置,通过焊接组件将篮网固定环焊接在安装圆盘上,焊接完后转动安装圆盘,并对另一个篮网固定环进行焊接,实现自动化焊接篮筐,提高了生产的效率。
8.在一个具体的可实施方案中,所述限位机构包括若干个限位组件和若干个抵紧件,若干个所述限位组件与若干个抵紧件一一对应,若干个所述限位组件沿着安装圆盘的周向等距设置,若干个所述限位组件均朝向安装圆盘的圆心设置,若干个所述抵紧件沿着安装圆盘的周向等距设置,所述抵紧件设于限位组件靠近安装圆盘圆心的一侧,所述抵紧件均朝向限位组件设置。
9.通过采用上述技术方案,限位组件对篮筐进行初步的限位,抵紧件将篮筐抵在限位组件上,从而减少篮筐转动的情况发生,在进行焊接操作时,能够尽可能确保焊接准确。
10.在一个具体的可实施方案中,所述限位组件包括凹型限位块和第一限位块,所述凹型限位块固定设置在安装圆盘的顶端,所述第一限位块转动设置在凹型限位块的凹槽内。
11.通过采用上述技术方案,限位块转动设置在凹型限位块的凹槽内,在需要对篮筐进行焊接时,将限位块转动至篮筐的顶端,从而减少篮筐在焊接过程中上下移动的情况发生。
12.在一个具体的可实施方案中,所述第一限位块远离凹型限位块凹槽的一端固定设
有抵接块,所述抵接块的顶端开设有用于卡嵌篮网固定环的卡槽。
13.通过采用上述技术方案,将篮筐固定完成后,将篮网固定环卡嵌在抵接块的卡槽内,由于凹型限位块沿着安装圆盘的周向等距设置,因此能够将篮网固定环均匀的焊接在篮筐上,提高了焊接的准确度。
14.在一个具体的可实施方案中,所述抵紧件为快速夹钳,所述快速夹钳包括活动把手和抵紧杆,所述活动把手设于靠近安装圆盘圆心的一端,所述抵紧杆朝向对应凹型限位块的凹槽设置。
15.通过采用上述技术方案,快速夹钳具有死点夹紧结构,能够将篮筐稳定的固定在安装圆盘上,减少了焊接过程中篮筐焊接不均匀的情况发生。
16.在一个具体的可实施方案中,所述抵接块远离第一限位块的一侧开设有限位槽,所述抵紧杆远离活动把手的一端与限位槽的内底壁相抵接。
17.通过采用上述技术方案,快速夹钳的抵紧杆穿设进抵接块的限位槽内,减少了抵接块转动的情况发生,能够更稳固的将篮筐固定在安装圆盘上,从而提高焊接的效率。
18.在一个具体的可实施方案中,所述转动组件包括第一电机和固定块,所述固定块固定设置在机架上,所述第一电机固定设置在固定块上,所述第一电机的转动轴固定设置在安装圆盘的底部圆心处。
19.通过采用上述技术方案,使用焊接组件焊接完一个篮网固定环后,第一电机驱动安装圆盘转动,使得下一个未焊接的篮网固定环位于焊接组件的下方进行下一次焊接,直至该篮筐上的所有篮网固定环安装完,无需手动改变方向,使得焊接的篮网固定环更加均匀。
20.在一个具体的可实施方案中,所述焊接组件包括自动焊接机和焊接头,所述自动焊接机与焊接头固定连接,所述自动焊接机设置在机架上且设于安装圆盘的一侧,所述焊接头的形状为倒u型。
21.通过采用上述技术方案,篮网固定环有两端需要和篮筐进行焊接,倒u型的焊接头能够一次性对两端进行焊接,从而提高了焊接的实际效率。
22.在一个具体的可实施方案中,所述机架上设有传送组件,所述传送组件包括第二电机和传送带,所述第二电机固定在机架上,所述第二电机的转动杆与传送带的驱动轴连接,所述第二电机为伺服电机,所述安装圆盘有若干个,若干个所述安装圆盘沿着传送带的传送方向等距设置。
23.通过采用上述技术方案,在一个安装圆盘上的篮筐在焊接时,工作人员可以对另一个篮筐进行准备,前一个篮筐焊接完成后,将下一个放好篮网固定环的安装圆盘移动至焊接组件的下方进行焊接处理,减少了上料取料的时间,从而提高了实际生产的效率。
24.在一个具体的可实施方案中,所述安装圆盘的顶部设有限位圆盘,所述快速夹钳设置在限位圆盘的顶部,所述凹型限位块与限位圆盘之间的最短距离等于篮筐的环宽,所述限位圆盘的顶部设有收纳框。
25.通过采用上述技术方案,篮筐卡嵌在凹型限位块与限位圆盘之间,减少了篮筐偏移的情况,并且收纳框内存放有若干个篮网固定环,可以方便工作人员将篮网固定环卡嵌进抵接块的卡槽内,提高了上料的效率。
26.综上所述,本技术包括以下至少一种有益技术效果:
1、限位机构将篮筐固定在安装圆盘上,并且限位机构能够限位每一个篮网固定环的位置,通过焊接组件将篮网固定环焊接在安装圆盘上,焊接完后转动安装圆盘,并对另一个篮网固定环进行焊接,实现自动化焊接篮筐,提高了生产的效率。
27.2、使用焊接组件焊接完一个篮网固定环后,第一电机驱动安装圆盘转动,使得下一个未焊接的篮网固定环位于焊接组件的下方进行下一次焊接,直至该篮筐上的所有篮网固定环安装完,无需手动改变方向,使得焊接的篮网固定环更加均匀。
28.3、在一个安装圆盘上的篮筐在焊接时,工作人员可以对另一个篮筐进行准备,前一个篮筐焊接完成后,将下一个放好篮网固定环的安装圆盘移动至焊接组件的下方进行焊接处理,减少了上料取料的时间,从而提高了实际生产的效率。
附图说明
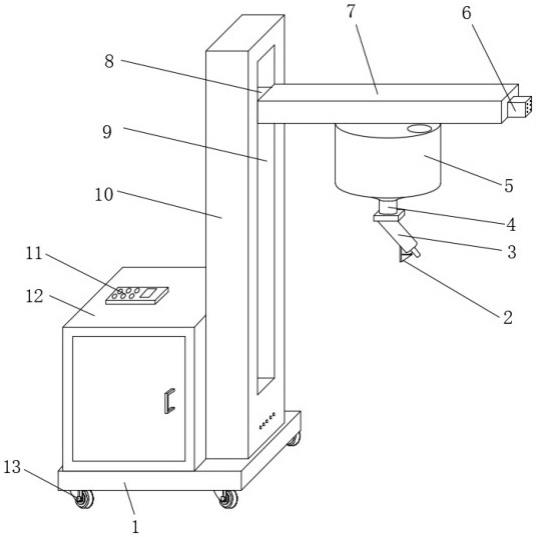
29.图1是本技术实施例中一种篮筐自动焊接装置的整体结构示意图。
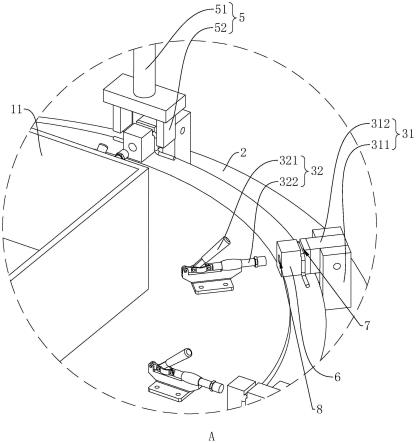
30.图2是图1中a部的放大图。
31.图3是本技术实施例中一种篮筐自动焊接装置的正视图。
32.附图标记说明:1、机架;2、安装圆盘;3、限位机构;31、限位组件;311、凹型限位块;312、第一限位块;32、抵紧件;321、活动把手;322、抵紧杆;4、转动组件;41、第一电机;42、固定块;5、焊接组件;51、自动焊接机;52、焊接头;6、抵接块;7、卡槽;8、限位槽;9、传送组件;91、第二电机;92、传送带;10、限位圆盘;11、收纳框。
具体实施方式
33.使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细说明。
34.本技术实施例公开一种篮筐自动焊接装置。参照图1和图2,一种篮筐自动焊接装置包括机架1,机架1上设有传送组件9,传送组件9包括第二电机91和传送带92,第二电机91为伺服电机。传送带92设置在机架1上,第二电机91固定设置在机架1的一侧,第二电机91的转动杆与传送带92上的驱动轴固定连接,第二电机91用于带动传送带92转动。传送带92的顶部设有三个安装圆盘2,三个安装圆盘2沿着传送带92的长度方向等距设置。每个安装圆盘2的底部均设有转动组件4,且转动组件4固定设置在传送带92的顶部,转动组件4带动安装圆盘2转动。安装圆盘2上设有用于对篮筐的位置进行固定的限位机构3,机架1上设有焊接组件5,焊接组件5设于安装圆盘2的顶部。
35.在实施中,限位机构3将篮筐固定在安装圆盘2上,传送带92将安装圆盘2移动至焊接组件5下方,焊接组件5对篮网固定环和安装圆盘2的抵接处进行焊接,焊接完一个篮网固定环后,转动组件4转动安装圆盘2,对相邻的且未进行焊接篮网固定环进行焊接处理,从而实现全自动焊接。
36.参照图1和图2,焊接组件5包括自动焊接机51和焊接头52,自动焊接机51设置在机架1上且位于传送带92的一侧,焊接头52与自动焊接机51固定连接,在本实施例中,焊接头52的形状为倒u型,自动焊接机51带动焊接头52上下移动,篮网固定环有两端与篮筐相抵接,倒u型焊接头52的两端分别对同一篮网固定环与篮筐相抵接的两处进行焊接,从而提高
焊接的实际效率。
37.参照图2和图3,转动组件4包括第一电机41和固定块42,固定块42固定设置在传送带92的顶部,第一电机41固定设置在固定块42的侧壁上,且第一电机41朝上设置。第一电机41的转动轴与安装圆盘2的底部固定连接,且第一电机41的转动轴与安装圆盘2的连接处为安装圆盘2圆心的位置。
38.参照图1和图2,限位机构3包括若干个限位组件31和若干个抵紧件32,若干个限位组件31与若干个抵紧件32一一对应,限位组件31与对应的抵紧件32相配合从而对篮筐的位置进行固定。若干个限位组件31沿着安装圆盘2的周向等距设置,且若干个限位组件31均朝向安装圆盘2的圆心设置。若干个抵紧件32沿着安装圆盘2的周向等距设置,抵紧件32设于限位组件31靠近安装圆盘2圆心的一侧,且抵紧件32均朝向对应的限位组件31设置。
39.具体的,限位组件31包括凹型限位块311和第一限位块312,凹型限位块311固定设置在安装圆盘2的顶部,第一限位块312转动设置在凹型限位块311的凹槽内。安装圆盘2的顶部固定设有限位圆盘10,且凹型限位块311与限位圆盘10之间的最短距离等于篮筐的环宽。在实施中,篮筐卡嵌在凹型限位块311与限位圆盘10之间,第一限位块312转动至靠近安装圆盘2圆心的一侧时,第一限位块312朝向安装圆盘2圆心设置,第一限位块312限制篮筐上下移动。
40.参照图1和图2,抵紧件32为快速夹钳,快速夹钳固定设置在限位圆盘10的顶部。具体的,快速夹钳包括活动把手321和抵紧件32,活动把手321设于靠近安装圆盘2圆心的一端,抵紧杆322朝向对应凹型限位块311的凹槽设置。第一限位块312远离凹型限位块311凹槽的一端固定设有抵接块6,抵接块6远离第一限位块312的一侧开设有限位槽8,抵紧杆322远离活动把手321的一端与限位槽8的内底壁相抵接。
41.在实施中,由于快速夹钳具有死点夹紧结构,通过掰动活动把手321使得快速夹钳穿设进限位槽8内,并与限位槽8的内底壁紧紧抵接,从而使得第一限位块312的位置被固定。由于第一限位块312的位置被固定,因此篮筐很难上下进行移动,从而能够更好的将篮网固定环焊接在篮筐上。
42.参照图1和图2,抵接块6的顶端开设有卡槽7,卡槽7用于卡嵌篮网固定环。在实施中,篮网固定环卡嵌进卡槽7后,篮网固定环的两端均与篮筐相抵接,便于焊接组件5将篮网固定环固定在篮筐上。
43.参照图1和图2,限位圆盘10的顶部设有收纳框11,收纳框11内存放有若干个篮网固定环。在实施中,将篮网固定环放置在收纳框11内,能够方便工作人员拿取篮网固定环,提高了工作人员将篮网固定环卡嵌进抵接块6卡槽7内的效率,从而提高了生产效率。
44.本技术实施例一种篮筐自动焊接装置的实施原理为:转动第一限位块312,使得第一限位块312朝向安装圆盘2的圆心设置,将篮网固定环卡嵌进抵接块6的卡槽7内,拉动活动把手321,使得抵紧杆322穿设进抵接块6的限位槽8内,启动自动焊接机51将篮网固定环焊接在篮筐上,随后第一电机41启动,第一电机41带动安装圆盘2转动,使得相邻的未进行焊接的篮网固定环位于焊接组件5的下方进行下一次焊接,直至该篮筐上的所有篮网固定环安装完。在焊接时,工作人员可以对另一个篮筐进行准备,前一个篮筐焊接完成后,将下一个放好篮网固定环的安装圆盘2移动至焊接组件5的下方进行焊接处理,减少了上料取料的时间,从而提高了实际生产的效率。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。