1.本实用新型属于集成电路引脚修剪技术领域,具体涉及一种封装器件引脚的修剪工装。
背景技术:
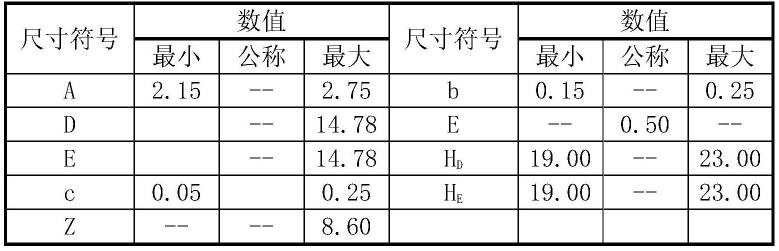
2.对于半导体工业而言,集成电路的制造、封装以及测试往往都是大批量生产,为了提高生产效率,一般将器件的引脚连在一起,以适应流水线作业。器件封装完成后,其引脚尺寸的公差存在较大的差别。例如,如表1所示,示出了一种cqfp100封装器件的规格书尺寸表,从表1的hd(封装器件的长度值)和he(封装器件的宽度值)两个参数的最大值和最小值数据可以看出,器件的外形面积介于361mm2(以hd和he的最小值19mm相乘得到)至529mm2(以hd和he的最大值23mm相乘得到)之间,相差了168mm2,尺寸差别非常大。
3.表1cqfp100封装器件规格书尺寸表
4.单位为毫米
[0005][0006]
针对上述问题,现有技术中主要采取的措施包括:
[0007]
1.接受封装器件引脚尺寸的公差,其焊盘采用兼容设计;这种方式虽然可以忽略引脚尺寸公差的问题,但在印制板布局时,由于采用了大容量的焊盘,造成了印制板布局的浪费。
[0008]
2.要求生产厂家减小引脚尺寸的公差范围,将hd和he按最小值进行控制;然而,目前生产厂家无法在封装器件生产过程中对引脚尺寸进行控制,只能从成品中挑选合格的器件,但这种方式导致器件不合格率增高,产品交付周期延长,产品价格也随之增高。
技术实现要素:
[0009]
本实用新型的目的是提供一种封装器件引脚的修剪工装,用于解决现有技术中存在的至少一个问题。
[0010]
为了实现上述目的,本实用新型采用以下技术方案:
[0011]
本实用新型提供一种封装器件引脚的修剪工装,包括:修剪基体和压紧盖板,所述修剪基体包括底板和边框,所述底板上方与所述边框内壁之间形成腔体,所述腔体用于固定封装器件的本体,所述边框的至少一个顶角上设有定位柱;
[0012]
所述压紧盖板的至少一个顶角位置设有定位孔,所述定位孔与所述定位柱适配,
以使所述定位柱穿过所述定位孔,并将所述压紧盖板压紧盖合在所述修剪基体上;其中,所述压紧盖板的周侧与所述修剪基体的周侧齐平。
[0013]
在一种可能的设计中,所述腔体为方形腔体,所述方形腔体竖向上至少一个棱边设为弧形倒角。
[0014]
在一种可能的设计中,所述方形腔体竖向上四个棱边均设为弧形倒角。
[0015]
在一种可能的设计中,所述边框相对的两个顶角上方分别设有第一定位柱和第二定位柱,所述压紧盖板相对的两个顶角位置分别设有第一定位孔和第二定位孔,所述定位孔与所述第一定位柱适配,所述第二定位柱与所述第一定位柱适配。
[0016]
在一种可能的设计中,所述第一定位柱的高度大于所述第二定位柱。
[0017]
在一种可能的设计中,所述封装器件为cqfp100封装器件。
[0018]
在一种可能的设计中,所述边框长度和宽度均设置为19.1mm,高度设置为4mm;所述腔体的长度和宽度均设置为14.7mm,高度设置为2.6mm,所述腔体的尺寸适配于所述cqf100封装器件的本体。
[0019]
在一种可能的设计中,所述修剪基体与所述压紧盖板均采用铝型材加工制成。
[0020]
有益效果:
[0021]
本实用新型通过将封装器件本体固定在所述腔体中进行固定,此时封装器件的引脚水平放置在边框上,通过将压紧盖板顶角上的定位孔与边框顶角上的定位柱适配,从而将压紧盖板压紧盖合在修建基体上,进而将封装器件禁锢在修剪工装中,后续可通过斜口钳对暴露在修剪工装的引脚进行修剪,再使用细砂纸对引脚修剪处毛刺进行打磨,打磨完成后再取出器件,得到引脚尺寸公差较小的封装器件,提高了封装器件引脚长度的一致性,减小器件本体面积,提高印制板的空间利用率。
附图说明
[0022]
图1为本实施例中的修剪基体的结构示意图;
[0023]
图2为本实施例中的压紧盖板的结构示意图;
[0024]
图3为本实施例中的修剪工装的安装示意图。
[0025]
其中,1-修剪基体;2-压紧盖板;3-底板;4-边框;5-腔体;6-弧形倒角;7-第一定位柱;8-第二定位柱;9-第一定位孔;10-第二定位孔。
具体实施方式
[0026]
为使本说明书实施例的目的、技术方案和优点更加清楚,下面将结合本说明书实施例中的附图,对本说明书实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本说明书一部分实施例,而不是全部的实施例。基于本说明书中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0027]
实施例
[0028]
如图1-3所示,本实用新型提供一种封装器件引脚的修剪工装,包括:修剪基体1和压紧盖板2,所述修剪基体1包括底板3和边框4,所述底板3上方与所述边框4内壁之间形成腔体5,所述腔体5用于固定封装器件的本体,所述边框4的至少一个顶角上设有定位柱;所
述压紧盖板2的至少一个顶角位置设有定位孔,所述定位孔与所述定位柱适配,以使所述定位柱穿过所述定位孔,并将所述压紧盖板2压紧盖合在所述修剪基体1上;其中,所述压紧盖板2的周侧与所述修剪基体1的周侧齐平。优选的,所述修剪基体1与所述压紧盖板2均采用铝型材加工制成。通过将封装器件本体固定在所述腔体5中进行固定,此时封装器件的引脚水平放置在边框4上,通过将压紧盖板2顶角上的定位孔与边框4顶角上的定位柱适配,从而将压紧盖板2压紧盖合在修建基体上,进而将封装器件禁锢在修剪工装中,后续可通过斜口钳对暴露在修剪工装的引脚进行修剪,再使用细砂纸对引脚修剪处毛刺进行打磨,打磨完成后再取出器件,得到引脚尺寸公差较小的封装器件,提高了封装器件引脚长度的一致性,减小器件本体面积,提高印制板的空间利用率。
[0029]
在一种具体的实施方式中,所述腔体5为方形腔体5,所述方形腔体5竖向上至少一个棱边设为弧形倒角6;优选的,在所述方形腔体5竖向上四个棱边均设为弧形倒角6,在加工时,对所述弧形倒角6进行抛光处理,从而使得倒角表面更加光滑,避免在安装封装器件时划伤器件表面,且由于设置了弧形倒角6,封装器件本体的四周顶角与弧形倒角6形成了一定的间隙,可便于在对器件加工后将其取出。
[0030]
在一种具体的实施方式中,所述边框4相对的两个顶角上方分别设有第一定位柱7和第二定位柱8,所述压紧盖板2相对的两个顶角位置分别设有第一定位孔9和第二定位孔10,所述定位孔与所述第一定位柱7适配,所述第二定位柱8与所述第一定位柱7适配,更加优选,所述第一定位柱7的高度大于所述第二定位柱8,从而使得压紧盖板2和所述修剪基体1盖合时实现定位,结构更加紧固,也便于压紧盖板2的开合及被加工器件的更换。当然,可以理解的是,本实施例不限制于仅在边框4其中两个对角上设置定位柱,也可以在另外两个对角上设置定位柱,此处不做限定。
[0031]
本实施例的修剪工作具体的工作原理如下:
[0032]
首先,将封装器件本体朝下,放置在所述修剪基体1的腔体5中,并使封装器件的引脚平放在修剪基体1的边框4上;然后,将压紧盖板2两对角的第一定位孔9和第二定位孔10分别与边框4上的第一定位柱7和第二定位柱8对齐并压紧;再然后,使用斜口钳对暴露在修剪工装外的引脚进行修剪,可使用2细砂纸对引脚修剪处毛刺进行打磨,打磨完成后再取出封装器件。
[0033]
在一种具体的实施方式中,所述封装器件为cqfp100封装器件。
[0034]
其中,需要说明的是,cqfp(ceramic quad flat pack,保护环的四侧引脚扁平封装)器件的引脚用树脂保护环掩蔽,以防止弯曲变形。在把lsi(large-scale integrated circuit,大规模集成电路)组装在印刷基板上之前,从保护环处切断引脚并使其成为海鸥翼状(l形状),引脚中心距0.5mm,引脚数最多为208个左右。cqfp是由干压方法制造的一个陶瓷封装家族。两次干压矩形或正方形的陶瓷片(管底和基板)都是用丝绢网印花法印在焊接用的玻璃上再上釉的。玻璃然后被加热并且引线框被植入已经变软的玻璃底部,形成一个机械的附着装置。一旦半导体装置安装好并且接好引线,管底就安放到顶部装配,加热到玻璃的熔点并冷却。其中,cqfp100封装器件是cqfp封装器件的型号之一。
[0035]
在一种具体的实施方式中,为了适配于cqfp100封装器件的固定安装,所述边框4长度和宽度均设置为19.1mm,高度设置为4mm;所述腔体5的长度和宽度均设置为14.7mm,高度设置为2.6mm,所述腔体5的尺寸适配于所述cqf100封装器件的本体。
[0036]
作为本实施例的一个具体应用,利用本实施例的修剪工作对cqfp100封装器件的引脚进行修剪,如表2所示,器件修剪后的尺寸如下:
[0037]
表2cqfp100封装器件引脚修剪后尺寸
[0038]
单位为毫米
[0039][0040]
可见,采用本实施例的修剪工装对器件进行引脚修剪后,器件的hd和he的值均控制在19.0mm~20.0mm间,器件的最大外形面积由表1《cqfp100封装器件规格书尺寸表》引脚修剪前的529mm2(以hd和he的规格书最大值23mm相乘所得)减小到400mm2(以hd和he的实际修剪后的最大值20mm相乘所得),将器件本体面积减小了129mm2,仅为原面积的四分之三,极大的节约了印制板空间。
[0041]
有益效果:
[0042]
本实施例通过将封装器件本体固定在所述腔体5中进行固定,此时封装器件的引脚水平放置在边框4上,通过将压紧盖板2顶角上的定位孔与边框4顶角上的定位柱适配,从而将压紧盖板2压紧盖合在修建基体上,进而将封装器件禁锢在修剪工装中,后续可通过斜口钳对暴露在修剪工装的引脚进行修剪,再使用细砂纸对引脚修剪处毛刺进行打磨,打磨完成后再取出器件,得到引脚尺寸公差较小的封装器件,提高了封装器件引脚长度的一致性,减小器件本体面积,提高印制板的空间利用率。
[0043]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型的保护范围。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
