1.本发明涉及干压成型陶瓷砖生产技术领域,尤其涉及一种岩板压制成形用粉料干法生产方法及设备,具体涉及用于大吨位压机或辊压成型的大规格瓷砖如岩板或大板压制成形用粉料的制备方法及其设备。
背景技术:
2.传统湿法生产工艺压制成形用粉料的制备过程中,需要将湿法粉磨的料浆(含水30~40%)通过喷雾干燥制成后续压制成形用粉料,喷雾干燥需要高温烘干(600℃~700℃)将水分降低至7%,吨粉料(干基)需要蒸发的水量至少为353~591.4kg,因此导致干燥过程中的非常高的能耗。
3.干法生产工艺压制成形用粉料的制备过程中,将原料粉磨后的干粉和水润湿粘合后就可造粒,粘合过程中加水量控制在12%以下,造粒后通过流化床烘干机将颗粒物的水分降低至7%制得后续压制成形用粉料;因此吨粉料(干基)需要蒸发的水量为约61.09kg,即,干法工艺无需消耗额外能量来烘干另外82%~90%水分。因此,与传统湿法工艺相比,干法生产工艺可实现单位面积瓷砖碳排放降低40%以上;因此,干法制粉也是建筑陶瓷行业主推的先进制造技术。
4.目前干法制粉工艺主要用于生产小规格陶瓷砖,该工艺制备的粉料用于压制成岩板、大板等大规格陶瓷制品时,存在如下问题:
5.a)在配方料中的30%~40%的成分为塑性泥质料,60%~70%的成分为瘠性料时,塑性泥质料含水量约为20%~30%,瘠性料的水分也偏高,造成配方料的综合水分可达15%~25%;为了得到含水量2%以下的干粉,需烘干13%~23%的水分,加之造粒环节仍需另外烘干约4%的水分,因此总计需要烘干17%~27%的水分,因此需要消耗大量的能源,严重影响了干法制粉工艺的经济性。
6.b)塑性泥质料的粘性较大,实际操作过程中易出现沾壁和下料不畅的问题,造成配料环节中出现喂料和计量波动,同时某些来源的塑性泥质料还含有硬质鹅卵石,无法有效破碎,原料进湿法球磨机后会滞留在磨机内,造成配方料成分的波动,进而影响生产的稳定。
7.c)岩板、大板等陶瓷产品对坯体的白度要求较高,传统的干法制粉工艺是对所有原料进行粉磨后的干粉进行除铁增白,但是干粉除铁增白与料浆除铁增白相比,不仅效率较低,而且效果较差,得到的粉料无法满足岩板、大板等产品的需要,严重限制了干法制粉工艺在岩板、大板坯体压制成形用粉料生产中的应用。
8.d)岩板、大板等产品对坯体中杂质的细度要求严格,除杂筛目数需要大于100目,目前的干法除杂设备随能达到100目的除杂要求,但设备庞大,投资较高。
9.e)岩板、大板用原料粉磨仍使用球磨机(间歇式或连续式)进行,存在过粉磨问题,粉磨电耗偏高,系统占地面积较大。
技术实现要素:
10.为改善现有技术的不足,本发明提供一种岩板压制成形用粉料的干法制备方法,包括以下步骤:
11.s1.将塑性泥质原料加水浆化成含水量为30%~60%的第一浆料,将该第一浆料研磨至其中的颗粒物粒径d
99
小于45μm,再进行除铁、脱水和干燥,得到经干燥的塑性泥质标准料;
12.s2.将瘠性砂质原料破碎至粒径d
90
小于3mm后,加水浆化成含水量为40%~45%的第二浆料,将该第二浆料研磨至其中的颗粒物粒径d
99
小于45μm,再进行除杂、除铁、脱水和干燥,得到经干燥的瘠性砂质标准料;
13.s3.将经干燥的塑性泥质标准料和经干燥的瘠性砂质标准料按配比进行混合、粉磨、造粒和干燥,得到压制成形用粉料。
14.根据本发明的实施方案,步骤s1中将塑性泥质原料加水浆化至含水量为30%~60%的第一浆料包括至少两级浆化操作,优选包括两级浆化操作,更优选先在第一级浆化操作中,将塑性泥质原料加水浆化成含水量为20%~40%的塑性泥质原料浆料,再在第二级浆化操作中,继续加水浆化成含水量为30%~60%的第一浆料。本领域技术人员能够理解,由于第二级浆化操作采用了第一级浆化操作获得塑性泥质原料浆料作为原料,因此在第二级浆化操作中继续加水之后,第一浆料的含水量大于塑性泥质原料浆料;优选地,第一浆料的含水量比塑性泥质原料浆料的含水量高5%,更优选高10%,甚至高15%。
15.根据本发明的实施方案,步骤s1中获得的第一浆料的含水量为30~60%,优选所述第一浆料的含水量为35~55%,更优选40~50%。
16.根据本发明的实施方案,步骤s1中,在除铁之前还可以包括除杂的操作,由此获得经除杂的浆料,优选所述除杂包括使用筛网进行筛分,所述筛网的目数至少为100目,优选为100~150目,进一步优选地,所述筛网的目数为100~130目。
17.根据本发明的实施方案,步骤s1中,在电磁除铁器中进行除铁的操作,由此获得经除铁的浆料。
18.根据本发明的实施方案,步骤s1中的所述脱水和干燥操作包括:先将任选除杂和/或除铁的浆料脱水至含水量≤15%,再干燥至含水量≤5%;优选使任选除杂和/或除铁浆料脱水至含水量≤13%,更优选≤10%,最优选≤9%;优选使任选除杂和/或除铁和脱水的浆料干燥成塑性泥料,经干燥的塑性泥料的含水量≤5%,更优选≤4.5%,甚至≤4%。
19.根据本发明的实施方案,在步骤s1中,将任选除杂和/或除铁的浆料脱水至含水量≤15%,或优选≤13%,更优选≤10%,最优选≤9%之前,还包括将任选除杂和/或除铁的浆料加入浓密机进行浓缩。发明人发现,将任选除杂和除铁之后的浆料加入浓密机浓缩,可以借助沉降作用使得浆料增稠,从而一方面降低浆料的含水量,而且另一方面可以使其更便于进一步脱水并且也不发生浆料中固体物质的偏析。
20.根据本发明的实施方案,在步骤s1中,在将浆料加入浓密机浓缩之后还任选地包括将经浓密机浓缩的浆料引入旋振筛除杂的操作,该旋振筛包括筛网目数为至少100目,更优选100~130目的筛网。
21.根据本发明的实施方案,在步骤s1中,在将浆料用浓密机浓缩之后还包括将任选地经旋振筛除杂的浆料使用隔膜压滤机脱水。
22.根据本发明的实施方案,在步骤s1中,在将经浓缩和任选除杂的浆料脱水至含水量≤15%之后和在干燥成含水量≤5%的塑性泥料之前,还包括将经脱水的滤饼破碎的步骤,例如将经脱水的滤饼加入滤饼破碎机进行破碎,优选破碎成直径为3~10mm的颗粒状塑性泥料。
23.作为一个实例,可以将塑性泥质原料加入双轴犁式撮合机,在其中加水浆化至含水量为30%~40%,然后在引入立式搅拌池搅拌浆化,得到含水量为40%~50%的第一浆料,将该第一浆料通过渣浆泵送至立式搅拌磨中,在其中优选采用闭路粉磨研磨成其中的颗粒物粒径d
99
小于45μm的浆料,再使该浆料进入筛网目数为100目的旋振筛精细除杂、经电磁除铁装置除铁增白、用浓密机浓缩,任选地再次进入另一旋振筛精细除杂,再经进料泵送至高压隔膜压滤机脱水至含水量≤15%,获得过滤物或滤饼;在形成滤饼的情况下将该滤饼用滤饼破碎机破碎成3~10mm直径的颗粒,然后进入干燥机构干燥至含水量≤5%,由此得到经干燥的塑性泥质标准料。
24.根据本发明的实施方案,在步骤s2中,将瘠性砂质原料破碎至其中的颗粒物粒径d
90
小于3mm包括多级破碎操作。该多级破碎可以包括先将瘠性砂质原料破碎成粒径d
90
小于60mm的粒料,再破碎成粒径d
90
小于10mm的粒料、最后细碎成粒径d
90
小于3mm的粒料。优选地,所述多级破碎包括将瘠性砂质原料在颚式破碎机中破碎成粒径d
90
小于60mm的粒料,再在立轴破碎机中破碎成粒径d
90
小于10mm的粒料,最后在高压辊磨机中细碎成粒径d
90
小于3mm的粒料。优选地,将瘠性砂质原料在高压辊磨机中细碎成粒径d
90
小于2mm,更优选小于1mm的粒料。
25.根据本发明的实施方案,在研磨第二浆料之前,还包括将第二浆料进行分级的操作,由此分离出粒径大于3mm的粒料并使其返回高压辊磨机。优选地,所述分级的操作在螺旋分级机中进行。
26.根据本发明的实施方案,在研磨第二浆料之后,还包括将经研磨的浆料进行筛分除杂的操作,优选所述除杂包括使用筛网进行筛分,所述筛网的目数为100~150目,进一步地,所述筛网的目数为100~130目,例如为100目~110目。
27.根据本发明的实施方案,在步骤s2中,所述除铁在电磁除铁器中进行。
28.根据本发明的实施方案,在步骤s2中,所述脱水和干燥包括:先将除杂和除铁之后的浆料脱水至含水量为15%~25%,再干燥至含水量为5%~10%,优选使除杂和除铁之后的浆料脱水至含水量《20%,更优选《18%,最优选15%;优选使经除杂和除铁和脱水的浆料干燥成瘠性泥料,经干燥的瘠性泥料的含水量≤6%,优选≤5%。
29.根据本发明的实施方案,步骤s2中将浆料脱水之前,还包括将浆料加入浓密机进行浓缩除水的操作,例如,将浆料加入浓密机浓缩至含水量≤40%,优选≤30%。
30.根据本发明的实施方案,步骤s2中将浆料加入浓密机浓缩之后,还包括将经浓缩的浆料引入旋振筛再次除杂,所述旋振筛包括筛网,所述筛网的目数例如为100~130目。
31.根据本发明的实施方案,步骤s2中将浆料脱水之后和干燥之前,还包括将经脱水的滤饼破碎的步骤,例如将经脱水的瘠性泥料加入破碎机破碎。
32.作为一个实例,步骤s2包括:将瘠性砂质原料先加入颚式破碎机破碎至颗粒物粒径d
90
小于60mm,再加入立轴破碎机破碎至颗粒物粒径d
90
小于10mm、然后加入带有边料循环的高压辊磨机细碎至颗粒物粒径d
90
小于3mm后,导入搅拌池加水浆化,由此获得第二浆料;
将获得的第二浆料加入螺旋分级机分级并返回大于3mm的级分,经分级的第二浆料通过渣浆泵送入搅拌磨粉磨至其中的颗粒物粒径d
99
小于45μm,然后使经粉磨的浆料通过筛网目数为100目~130目的旋振筛精细除杂、电磁除铁器除铁增白、浓密机浓缩、旋振筛精细除杂、高压隔膜压滤机脱水至含水量为20%,然后干燥至含水量为5%。
33.根据本发明的实施方案,在步骤s3中,在混合之前还包括再次粉碎经干燥的塑性泥质标准料和/或经干燥的瘠性砂质标准料中结块的料块。
34.根据本发明的实施方案,在步骤s3中,将经粉磨的粉料储存后送入造粒系统造粒。
35.根据本发明的实施方案,在步骤s3中,将经造粒的粉料送入储存仓,将粉料储存仓中的粉料导出、搭配、过筛后进行压制。
36.本发明在又一方面涉及一种压制成形用粉料,其分别采用上述方法制成。优选地,本发明还提供了一种经干燥的塑性泥质标准料,其能够通过本文中所述的步骤s1制得;或者,本发明还提供了一种经干燥的瘠性砂质标准料,其能够通过本文中所述的步骤s2制得;或者,本发明还提供了一种压制成形用粉料,其通过本文中所述的步骤s1、s2和s3制得。
37.本发明在又一方面涉及一种压制成形用粉料的用途,用于制备陶瓷坯体,例如岩板或大板的坯体。
38.本发明在再一方面涉及一种用于压制成形用粉料干法生产方法的设备,包括塑性泥质原料处理装置、瘠性砂质原料处理装置和成型装置,塑性泥质原料处理装置、瘠性砂质原料处理装置与成型装置连接。其中,通过该连接可以将相应处理后的原料传输至成型装置成型。优选地,所述设备用于实施根据本发明的岩板压制成形用粉料的干法制备方法。
39.根据本发明的实施方案,所述塑性泥质原料处理装置包括上料机构、浆化机构、粉碎机构、除杂除铁机构和脱水干燥机构,所述上料机构用于向浆化机构中加入塑性泥质原料和水,所述浆化机构用于将原料与水混合并得到浆料,和将浆料加入粉碎机构,所述粉碎机构用于将浆料中的颗粒物粉碎至设定粒径后导入除杂除铁机构中,在所述除杂除铁机构中对颗粒物进行除杂除铁,所述脱水干燥机构用于将除杂除铁后的浆料进行脱水和干燥。
40.根据本发明的实施方案,所述浆化机构包括双轴犁式撮合机和至少一个搅拌池,所述上料机构设置在双轴犁式撮合机的上方。
41.根据本发明的实施方案,所述粉碎机构包括立式搅拌磨,浆化机构的搅拌池通过渣浆泵与粉碎机构,优选包括立式搅拌磨的粉碎机构连接,以提供浆料,所述粉碎机构(优选包括立式搅拌磨)与除杂除铁机构(优选包括旋振筛和电磁除铁器)连接。
42.根据本发明的实施方案,所述脱水干燥机构包括浓密机、高压隔膜压滤机、任选的废热供应组件和太阳能干燥组件。
43.优选地,所述脱水干燥机构还包括废热供应组件,所述废热供应组件用于将携带热量的废气通向带式干燥器,以对物料进行干燥,例如可以在生产车间/厂房内的窑炉上部及散热出砖平台及散热储坯场地上部设置带式干燥器进行干燥,或者对太阳能干燥组件上的物料进行干燥。窑炉、平台和储坯场地上设置的这些废热供应组件还可以包括管道,所述管道将热气输送至待干燥的物料所在的区域。
44.废热供应组件中的废热可以来自于任意能够提供废热的车间/厂房,例如:1)出窑瓷砖末端的热气;2)窑炉顶部散热后的热气;3)与多层干燥器出口废气换热后的热气;4)砖坯散热产生的热气。这些热气由于温度高于环境温度,因此其携带的热量在本发明中可以
被统称为废热。
45.根据本发明的实施方案,所述浓密机与高压隔膜压滤机之间设置有旋振筛和进料泵,所述高压隔膜压滤机上还任选地设置有二次加压泵,所述高压隔膜压滤机和太阳能干燥组件之间设置有破碎机。
46.根据本发明的实施方案,破碎机选用卧式破碎机,卧式破碎机通过布料器与干燥组件的进料端连接,干燥组件的出料端与料仓连接。
47.根据本发明的实施方案,所述立式搅拌磨与旋振筛之间还设置有水力旋流器,所述立式搅拌磨研磨后的浆料通过渣浆泵泵入水力旋流器中,浆料通过水力旋流器时,较大的颗粒物和大量的水通过管道回流至立式搅拌池中,颗粒较小的浆料通过管道输入旋振筛。
48.根据本发明的实施方案,可以将所述太阳能干燥组件设置在车间/厂房顶板上或设置工厂的其它位置,其包括若干透光板和若干网带,所述透光板与顶板包绕形成容纳空间,所述网带位于容纳空间内,所述容纳空间与车间/厂房内部通过空隙连通。通过所述空隙,可以使车间/厂房内的各种废热通过空气携带而进入容纳空间,从而参与干燥过程,由此进一步降低生产总能耗。
49.根据本发明的实施方案,相邻所述网带之间通过布料器连接,所述布料器设置于所在网带的下料端,位于最下端的网带,其下料端与料仓连接,所述料仓通过输送设备与造粒系统连接。
50.根据本发明的实施方案,所述料仓的数量为一个或多个,所述料仓的底部设置有失重秤,所述料仓与失重秤之间设置有阀门,所述失重秤与成型装置之间设置有阀门。
51.根据本发明的实施方案,废热供应组件与太阳能干燥组件包括平铺式结构和叠层式结构,优选安装在车间/厂房的屋顶,在另外的实施方案中,也可以将所述组件置于窑炉的上方。
52.作为一个实例,所述平铺式结构的透光板包括上板和侧板,所述上板设置在顶板的上方,所述上板与顶板平行,所述侧板位于位置较低的上板一侧,侧板与顶板之间有一定的距离,所述上板、侧板和顶板形成容纳空间,容纳空间的下部与车间/厂房内部相连通,形成携带热量的气体的通道,网带设置在顶板的顶部,所述网带自低而高排列,且相邻网带通过布料器连接,所述网带连接有驱动装置,在驱动装置驱动下转动,上板与侧板相对的一侧设置有轴流风机。
53.作为一个实例,所述叠层式结构的透光板包括相对设置的第一侧板和第二侧板,第一侧板和第二侧板设置在顶板的顶部,第二侧板与顶板之间有一定的间隙,形成携带热量的气体的通道,第一侧板、顶板和第二侧板构成容纳空间,网带自上而下叠放在顶板的顶部,第一侧板的顶部还设置有一倾斜板,倾斜板的倾斜角度小于90
°
,可以小于60
°
,例如为45
°
,倾斜板在垂直方向的投影大于第一侧板和第二侧板顶部的面积。
54.根据本发明的实施方案,所述瘠性砂质原料处理装置包括给料机构、破碎机构、研磨机构、除杂除铁机构和脱水干燥机构。
55.根据本发明的实施方案,所述给料机构包括振动给料机,振动给料机的顶部设置有料斗,所述料斗可以设置为卸料坑结构,所述料斗上方设置有水箱和双流体喷雾降尘机构,所述水箱中的水通过双流体喷雾降尘机构喷入料斗用于降低扬尘,再进入振动给料机。
56.根据本发明的实施方案,所述破碎机构包括颚式破碎机和立轴破碎机,所述振动给料机与颚式破碎机连接并实现上料,瘠性砂质原料在颚式破碎机中进行初次破碎后进入立轴破碎机再次破碎,所述立轴破碎机的顶部设置有喷头,水箱中的水通过喷涂喷入立轴破碎机用于降低扬尘。
57.根据本发明的实施方案,研磨机构包括高压辊磨机和立式搅拌磨,所述立轴破碎机通过稳料仓与高压辊磨机连接。
58.根据本发明的实施方案,所述稳料仓与高压辊磨机之间设置有棒式闸阀和气动插板阀,气动插板阀是用于高压辊磨机供料切断或打开。
59.根据本发明的实施方案,所述高压辊磨机的底部设置有边料分料阀,边料分料阀包括两个出料阀口:粗料阀口和细料阀口,粗料阀口通过管道连接至稳料仓顶部,用于将未研磨至所需粒径的粗料通过稳料仓导入高压辊磨机进行再次研磨;细料阀口用于将研磨后粒径合格的浆料导入搅拌池搅拌。
60.根据本发明的实施方案,所述立式搅拌磨与旋振筛之间设置有渣浆泵和水力旋流器,所述水力旋流器设置的位置高于旋振筛,所述立式搅拌磨研磨后的浆料通过渣浆泵泵入水力旋流器中,浆料通过水力旋流器时,较大的颗粒物和大量的水通过管道回流至立式搅拌池中,颗粒较小的浆料通过管道输入旋振筛,通过旋振筛后的浆料进入除铁机构除铁。
61.根据本发明的实施方案,脱水干燥机构包括浓密机、高压隔膜压滤机、废热供应组件和太阳能干燥组件。
62.根据本发明的实施方案,所述浓密机与高压隔膜压滤机之间设置有旋振筛和进料泵,高压隔膜压滤机上还任选地设置有二次加压泵,高压隔膜压滤机与废热供应组件和太阳能干燥组件之间设置有破碎机。
63.根据本发明的实施方案,所述成型装置包括v型选粉机、离心选粉机、进料仓、干粉计量仓、造粒机、烘干机和粉料仓。
64.v型选粉机的底部设置有偏心振动磨,v型选粉机的外侧与窑炉废气连接,用于对v型选粉机内部的原料进行干燥,v型选粉机与塑性泥质原料处理装置、瘠性砂质原料处理装置的料仓连接,塑性泥质标准料和瘠性砂质标准料进入v型选粉机后被筛选,v型选粉机筛选后大粒径的颗粒落入偏心振动磨(或干法球磨机),偏心振动磨(或干法球磨机)的研磨介质和衬板采用氧化铝材质以避免污染陶瓷原料,小粒径的颗粒进入离心选粉机再次被筛选。
65.离心选粉机与进料仓之间设置有袋式收尘器,离心选粉机筛选后的颗粒经过袋式收尘器除尘后进入进料仓,进料仓的数量为一个或多个,例如为5个。
66.干粉计量仓与造粒机之间设置有转子称,进料仓中的颗粒料通过干粉计量仓和转子称精确称量后进入造粒机造粒,得到粉料颗粒。
67.造粒机与流化床烘干机之间设置有定量给料器,定量给料器为在线水分测试仪提供合适的测试位置,同时也为后续流化床烘干机提供进料量参数以便于自动控制,造粒机、流化床烘干机还与一袋式收尘器连接,袋式收尘器用于抽吸造粒机、流化床烘干机内的粉尘。
68.粉料仓用于存储流化床烘干机烘干后的粉料颗粒,粉料仓的数量大于等于2个,且不同粉料仓的高度相同或不同,粉料仓的底部设置有回转筛和传送带,粉料仓内的粉料颗
粒通过回转筛进入传送带,通过传送带传输至压制成型设备。
69.本领域技术人员能够理解,根据本发明的各个方面以及各个实施方案中所列举的特征可以自由组合,只要它们彼此之间不存在冲突。
70.本发明的有益效果
71.1)本发明通过对性质不同的塑性泥质原料和瘠性砂质原料进行分别处理,先将原料浆化并经过多次破碎后再磨粉,将不同原料分开且在浆化的情况下处理,不仅能够避免过磨粉的情况,还能够降低过磨粉带来的能耗,降低生产成本;另外在烘干前,先进行脱水,大幅降低直接烘干的热耗。
72.2)本发明先将原料浆化、粉磨后再除铁,除铁是针对浆料进行,此过程不受料浆浓度的限制,对除铁效果的提升极为有利,可进一步提高原料的白度,使一部分白度较低的原料可以被使用,有利于拓宽岩板(大板)原料的选择范围。
73.3)本发明利用高压隔膜压滤机和废热供应组件和太阳能干燥组件将高水分的浆料加工成含水量《6%的低水分原料,大幅降低了后续干法粉磨过程所需的烘干热耗,提高了“干法制粉工艺”替代“湿法制粉工艺”的经济性,尤其适用于南方地区高水分的陶瓷原料的使用和制备。
74.4)本发明使用搅拌磨替代传统的湿法球磨机作为陶瓷原料的细磨(入料0.2mm粉磨至45μm)粉磨设备,与湿法球磨机相比更为节能、占地面积更小、细度操作灵活,更容易得到细度更细的陶瓷浆料,可为降低烧制阶段的烧成温度提供有利条件。
75.5)本发明将不同原料制成白度、杂质含量、真实细度、水分等参数稳定的“标准”原料。对于原料制备环节的大型化、集约化生产极为有利,对于陶瓷产区和南方大型生产企业可实现原料的标准化供应,有利于提高标准化程度和生产效率。
附图说明
76.在下文结合附图对本发明进行进一步解释。其中,
77.图1为塑性泥质原料处理装置的结构示意图;
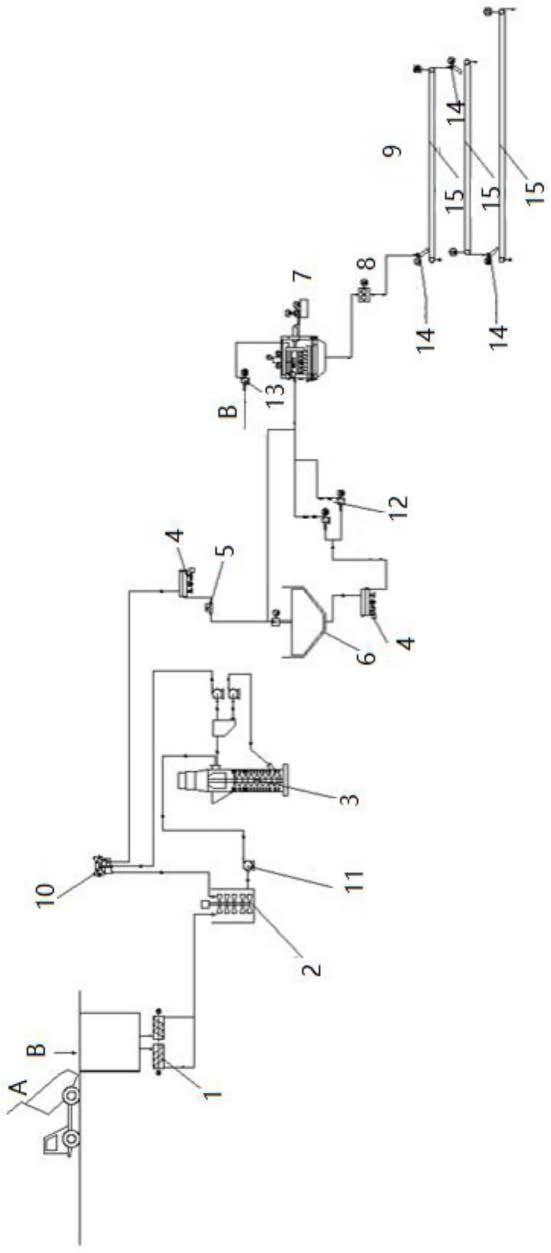
78.图2为瘠性砂质原料处理装置的结构示意图;
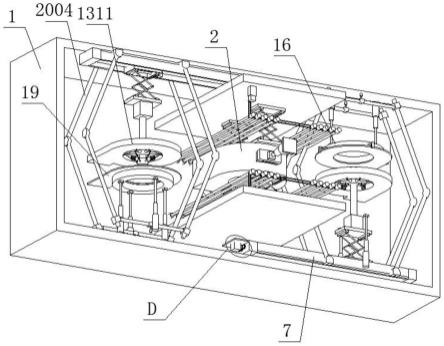
79.图3为成型装置的左侧部分结构示意图;
80.图4为成型装置的右侧部分结构示意图;
81.图5为平铺式太阳能干燥组件的结构示意图;
82.图6为叠层式太阳能干燥组件的结构示意图。
83.附图标记列表:
84.a-塑性泥质原料;b-水;c-瘠性砂质原料;d-至压制成型工艺;e-阳光;
85.1-双轴犁式撮合机,2-立式搅拌池,3-立式搅拌磨,4-旋振筛,5-电磁除铁器,6-浓密机,7-(高压)隔膜压滤机,8-卧式破碎机,9-太阳能干燥机构,10-水力旋流器,11-渣浆泵,12-进料泵,13-二次加压泵,14-布料器,15-网带;
86.20-双流体喷雾降尘;21-振动给料机,22-立轴破碎机,23-高压辊磨机,24-边料进料阀,25、28-搅拌池,26-螺旋分级机,27-水力旋流器,29-渣浆泵,30-立式搅拌磨,31-浓密机,32、33-旋振筛,34-电磁除铁器,35-进料泵,36-二次加压泵,37-(高压)隔膜压滤机,38-卧式破碎机,39-太阳能干燥组件;
87.41-窑炉废气,42-v型选粉机,43-偏心振动磨,44-离心选粉机,45-袋式收尘器,46-料仓;
88.51-转子秤,52-计量仓,53-造粒机,54-定量给料机,55-流化床烘干机,56-窑炉废气,57-袋式收尘器,58-排风机,59-粉料仓;
89.61-上板,62-侧板,63-顶板,64-驱动装置,65-轴流风机,66-网带,67-百叶窗;
90.71-倾斜板,72-第二侧板,73-第一侧板,74-(不锈钢)网带,75-驱动装置,76-顶板,77-提供废热的车间/厂房。
具体实施方式
91.下文将结合具体实施例对本发明的方法和结构做更进一步的详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
92.在本文上下文中,在提及百分含量,如含水量时,均涉及重量百分含量(重量%)。
93.实施例1
94.本实施例通过一种压制成形用粉料的干法制备方法来说明本发明,该方法包括以下步骤:
95.s1.首先获得干粉原料,所述原料可以来自矿山或工业的固体废料,包括相互独立的塑性泥质原料和瘠性砂质原料。
96.先将塑性泥质原料加入双轴犁式撮合机,同时加水浆化,产生含水量为约37%的浆料,将其引入立式搅拌池同时加水进行搅拌浆化,获得水含量为48%的浆料。将该浆料经渣浆泵送入立式搅拌磨闭路粉磨研磨至颗粒物粒径d
99
小于45μm,再依次引入旋振筛进行精细除杂(旋振筛的筛网目数为100目~130目)、经电磁除铁装置除铁增白、浓密机浓缩、旋振筛精细除杂、高压隔膜压滤机脱水至浆料含水量《15%,获得滤饼。将滤饼用卧式破碎机破碎成小颗粒(直径3~10mm)。将颗粒送入太阳能干燥组件,并在其中通过布料器分布在网带上,任选地引入其他车间/厂房的废热,在太阳能干燥的情况下干燥至含水量《6%,得到经干燥的塑性泥质标准料。
97.本步骤将塑性泥质原料加工成为粒度均匀、水分低、组成恒定、白度高的塑性泥质标准料。由于在特定水分含量(质量分数40%~50%含水量)的料浆中去电磁除铁增白,降低了对原料中浆料水分的限制,降低了原料成本,同时提高了除铁效率和增白效果。
98.由于采用压滤脱水、废热与太阳能干燥的手段使原料含水量降低至5%~10%,与现有技术中通过烘干相比,大幅降低了干燥热耗,降低了生产成本。
99.发明人发现,采用搅拌磨闭路粉磨系统分别粉磨各组分原料,减少了过粉磨的问题。
100.作为对比,如果用现有干法生产方法生产岩板用压形粉料,而不采用本实施例的方法对塑性泥质原料进行处理使其成为塑型泥质标准料,即,采用传统的直接干法粉磨、干法除杂、干法除铁获得压形粉料,所得粉料的杂质含量、白度将无法满足岩板压制成形用粉料要求,另外若采用干法工艺,与传统湿法生产工艺生产岩板用压形粉料的节能效果也无明显优势。
101.s2.将瘠性砂质原料破碎至颗粒物粒径d
90
小于3mm后,加水浆化至含水量40%~
45%,将浆料研磨至其中的颗粒物粒径d
99
小于45μm,再进行除杂、除铁、脱水和干燥,得到瘠性砂质标准料。
102.具体地,将瘠性砂质原料先加入颚式破碎机破碎至颗粒物粒径d
90
小于60mm,再加入立轴破碎机破碎至颗粒物粒径d
90
小于10mm、然后加入边料循环高压辊磨机细碎至颗粒物粒径d
90
小于1mm之后,导入搅拌池加水浆化,将获得的浆料加入螺旋分级机分级并返回大于1mm级分,小于1mm的级分通过渣浆泵泵入搅拌磨粉磨至其中的颗粒物粒径d
99
小于45μm,磨料依次通过旋振筛精细除杂(100目~110目)、电磁除铁器除铁增白、浓密机浓缩、旋振筛精细除杂、高压隔膜压滤机脱水(脱水至含水量《15%)、废热和屋顶太阳能干燥后(干燥至含水量《6%),得到含水量小于6%的干燥瘠性砂质粒状料,使瘠性砂质原料成为粒度均匀、水分低且恒定、白度高的瘠性砂质标准料。
103.s3.根据配料需求,将经干燥的塑性泥质标准料、经干燥的瘠性砂质标准料按配比进行混合、造粒和干燥,得到压制成形用粉料。
104.其中,可以使用失重秤精确计量后导入v型选粉机,v型选粉机将不合格的粉料导入偏心振动磨(或采用陶瓷内衬 陶瓷球的球磨机)再次磨粉,将合格的粉料导入离心选粉机,通过袋式收尘器后进入料仓。
105.料仓中的标准料通过干粉计量仓和转子称精确称重后进入交叉流多级强化造粒机造粒,造粒后的颗粒物进入流化床烘干机烘干成型进入粉料仓。
106.由于各种原料的粒度均匀、水分恒定,使得原料的流动性较好,计量精度较高,可以采用失重秤计量称量,配料的精度可以得到保证。
107.作为对比,如果不对塑性泥质原料、瘠性砂质原料进行标准化,使其细度、水分、粒度相同,在配料、粉磨、造粒阶段就会造偏析问题,进而造成配料后的陶瓷配方料的成分出现波动,进而影响生产线的稳定生产。
108.实施例2
109.本实施例通过说明各个装置的具体作用来阐述陶瓷压制成形用粉料的干法生产设备。参见图1-图4所示,所述设备包括塑性泥质原料处理装置(图1)、瘠性砂质原料处理装置(图2)和成型装置(图3和4),其中塑性泥质原料处理装置、瘠性砂质原料处理装置与成型装置连接,用于将经过相应处理的标准料传输至成型装置压制成形成坯料。
110.塑性泥质原料处理装置包括顺次设置的上料机构、浆化机构、粉碎机构、除杂除铁机构和脱水干燥机构,上料机构用于向浆化机构中加入塑性泥质原料和水,浆化机构用于将原料与水混合均匀并得到浆料以及将其加入粉碎机构,粉碎机构用于将浆料中的颗粒粉碎至设定粒径后导入除杂除铁机构中除杂除铁,脱水干燥机构用于将除铁后的浆料脱水和干燥。
111.具体地,上料机构包括车辆和/或料斗,车辆和/或料斗设置在双轴犁式撮合机1的上方,用于将塑性泥质原料供给至双轴犁式撮合机1;浆化机构包括双轴犁式撮合机1和至少一个搅拌池(本实施例中选用立式搅拌池2),用于切碎大块的塑性泥质原料并使其与水混合浆化;粉碎机构包括立式搅拌磨3,其将来自立式搅拌池2的浆料通过渣浆泵11供入立式搅拌磨3进行研磨,立式搅拌磨3通过旋振筛4与电磁除铁器5连接,由此将研磨后获得的第一浆料进行筛分和除铁。
112.脱水干燥机构包括顺次设置的浓密机6、高压隔膜压滤机7和任选的废热供应组件
和太阳能干燥组件9,浓密机与高压隔膜压滤机之间设置有旋振筛7和进料泵12,高压隔膜压滤机7上还设置有二次加压泵13,高压隔膜压滤机7和太阳能干燥组件9之间设置有破碎机;本实施例中,破碎机选用卧式破碎机8,卧式破碎机8通过布料器14与任选的废热供应组件和太阳能干燥组件9的进料端连接,太阳能干燥组件9的出料端与若干料仓连接。
113.其中,原料运输车辆将塑性泥质原料运输至设定位置后加入料斗,同时,将水通过水管或喷淋器向料斗中加入双轴犁式撮合机1中初步混合,再通过管路导入立式搅拌池2进一步混合浆化,得到第一浆料,将该第一浆料通过渣浆泵泵入粉碎机构,即立式搅拌磨3中研磨至设定粒径,例如至其中的颗粒物d
99
小于45μm。
114.立式搅拌磨3与旋振筛4之间还设置有水力旋流器,水力旋流器10设置的位置高于立式搅拌磨3,经立式搅拌磨3研磨后的浆料被泵入水力旋流器10中,浆料通过水力旋流器10时,较大的颗粒物和大量的水通过管道回流至立式搅拌池2中,颗粒较小的浆料通过管道输入旋振筛4进行筛分。
115.另一方面,车间/厂房内还任选地设置有废热供应组件(图1-4中未示出),用于将生产中的高温废气通入带式烘干机内对物料进行干燥,例如对太阳能干燥组件上的物料进行干燥。所述废热供应组件设置在能够经管道送入热气至相应物料所在的区域。
116.废热供应组件中的废热来自于任何可以产生废热的车间/厂房,例如废热可以来自于:1)出窑瓷砖末端的热气;2)窑炉顶部散热后的热气;3)与多层干燥器出口废气换热后的热气;4)砖坯散热产生的热气。
117.参见图5和图6所示,在利用废热的情况下,将来自例如窑炉、干燥装置、砖坯散热、储坯场等处的废热通过太阳能干燥组件9,太阳能干燥组件9设置在车间/厂房顶板63或76上,其包括若干透光板和若干网带15或66或74,其中,透光板与顶板63或76包绕形成容纳空间,网带15或66或74位于容纳空间内,容纳空间与车间/厂房内部相连通,相邻网带之间通过布料器14连接,布料器14设置于所在网带15或66的下料端,位于最下端的网带的下料端与料仓连接,料仓通过管道与成型装置连接,料仓的数量为一个或多个,料仓的底部设置有失重秤,料仓与失重秤之间可以设置有阀门,失重秤与成型装置之间可以设置有阀门。
118.废热供应组件与太阳能干燥组件9还可以包括平铺式结构(图5)和叠层式结构(图6)。
119.平铺式结构中,透光板包括上板61和侧板62,上板61设置在顶板63的上方且与顶板基本平行,侧板62位于位置较低的上板61一侧,侧板与顶板之间形成使废热或空气通过的空隙,上板61、侧板62和顶板63由此形成容纳空间,容纳空间的下部通过所述空隙与车间/厂房内部连通,形成废热或空气通道。多个网带设置在顶板63上方,自低而高排列,且相邻网带通过布料器连接并由驱动装置驱动,上板61与侧板62的高侧设置有轴流风机65,从而促进容纳空间中的气体流动。其中的箭头示出了携带热量的空气的流通路径。
120.叠层式结构中,透光板包括相对设置的第一侧板73和第二侧板72,第一侧板73和第二侧板72设置在顶板76的上方,第二侧板72与顶板76之间形成间隙,该间隙可以作为携带热量的气体的通道,第一侧板73、顶板76和第二侧板72构成容纳空间,多个网带14自上而下叠放在顶板76上方的容纳空间内,第一侧板73的顶部还设置有一倾斜板,倾斜板的倾斜角度小于90
°
,可以小于60
°
,例如为45
°
,倾斜板在垂直方向的投影大于第一侧板73和第二侧板72顶部的面积。其中的箭头示出了携带热量的空气的流通路径。
121.瘠性砂质原料处理装置(图2)包括顺次设置的给料机构、破碎机构、研磨机构、除杂除铁机构和脱水干燥机构。
122.给料机构包括振动给料机21,振动给料机21的顶部设置有料斗,料斗可以设置为卸料坑结构,瘠性砂质原料通过运输车辆运输至卸料坑后卸料,料斗上方设置有水箱和双流体喷雾降尘机构,水箱中的水通过双流体喷雾降尘机构喷入料斗中以降低扬尘,再进入振动给料机21。
123.破碎机构包括颚式破碎机40和立轴破碎机22,振动给料机21与颚式破碎机连接并实现上料,瘠性砂质原料在颚式破碎机中进行初次破碎,至原料粒径d
90
小于60mm之后进入立轴破碎机22再次破碎至粒径d
90
小于10mm。在此,立轴破碎机22的顶部还可以设置有喷头,将水通过喷头喷入立轴破碎机22以降低扬尘。
124.研磨机构包括高压辊磨机23和立式搅拌磨30,立轴破碎机22通过稳料仓与高压辊磨机23连接,稳料仓与高压辊磨机23之间设置有棒式闸阀和气动插板阀,用于控制高压辊磨机23的喂料;高压辊磨机23的底部设置有边料分料阀24,边料分料阀24包括两个出料阀口:粗料阀口和细料阀口,粗料阀口通过管道连接至稳料仓顶部,用于将未研磨至所需粒径的粗料通过稳料仓导入高压辊磨机23进行再次研磨;细料阀口用于将研磨后粒径合格的浆料导入搅拌池搅拌。
125.高压辊磨机23下游可以设置有螺旋分级机26,螺旋分级机26与立式搅拌磨30之间设置有搅拌池28和渣浆泵29。立式搅拌磨30与旋振筛33之间设置有渣浆泵29和水力旋流器27,水力旋流器27设置的位置高于立式搅拌磨30,经立式搅拌磨30研磨的浆料通过渣浆泵29泵入水力旋流器27中,当浆料通过水力旋流器27时,较大的颗粒物和大量的水通过管道回流至搅拌池28中,颗粒较小的浆料通过管道进入旋振筛33,通过旋振筛33筛分后的浆料进入电磁除铁器34除铁。
126.脱水干燥机构包括顺次设置的浓密机31、高压隔膜压滤机37、太阳能干燥组件39,浓密机31与高压隔膜压滤机37之间设置有旋振筛32和进料泵35,高压隔膜压滤机37上还设置有二次加压泵36,高压隔膜压滤机37和太阳能干燥组件39之间设置有破碎机,本实施例中,破碎机选用卧式破碎机38,卧式破碎机38通过布料器14和太阳能干燥组件39的进料端连接,太阳能干燥组件39的出料端与若干料仓连接。
127.适用于瘠性砂质原料的太阳能干燥组件的结构可以与塑性泥质原料的装置结构一致。
128.本发明中的成形装置可以是现有技术中适用于采用干法生产方法的粉料的成形装置或下文示例的装置(图3)。
129.成型装置包括v型选粉机42、离心选粉机44、进料仓46、干粉计量仓52、造粒机53、烘干机55和粉料仓59。
130.v型选粉机42的底部设置有偏心振动磨43,v型选粉机42可以与窑炉废气连接,利用废气对v型选粉机42内部的原料进行干燥。v型选粉机42与塑性泥质原料处理装置、瘠性砂质原料处理装置的料仓连接,塑性泥质标准料和瘠性砂质标准料进入v型选粉机42后进行筛选,其中大粒径的颗粒落入偏心振动磨43,小粒径的颗粒进入离心选粉机44再次进行筛选。
131.离心选粉机44与进料仓46之间设置有袋式收尘器45,经离心选粉机44筛选的颗粒
经过袋式收尘器45处理之后进入一个或多个进料仓46。
132.参见图4,干粉计量仓52与造粒机53之间设置有转子称51,进料仓46中的粒料通过干粉计量仓52和转子称51精确称量后进入造粒机53造粒,得到粉料颗粒。
133.造粒机53与流化床烘干机55之间设置有定量给料机54,用于按设定重量将粉料颗粒送入流化床烘干机55进行干燥,造粒机53、流化床烘干机55还可以与一袋式收尘器57连接,由此额外收集造粒机53、流化床烘干机55内产生的粉尘。
134.粉料仓59用于存储经流化床烘干机55烘干后的粉料颗粒,粉料仓的数量可以大于等于2个,且不同粉料仓的高度可以相同或不同。在粉料仓59的底部设置有回转筛和/或传送带,粉料仓内的粉料颗粒通过回转筛进入传送带,通过传送带传输至压制成型设备。
135.作为另外的实例,可以对本发明使用的各种装置进一步解释如下。
136.双轴犁式撮合机可以具有两根同轴设置的平行轴,两平行轴反向旋转,平行轴上设置有不同角度的犁形叶片,犁形叶片的角度可以分别为15~30
°
,从而对泥浆和水进行初步的混合,切碎泥浆中体积较大的块状物,方便下一步搅拌浆化。
137.立式搅拌磨包括筒体、螺旋搅拌器、传动装置和机架等组成,螺旋搅拌器设置在筒体的内部,螺旋搅拌器的端部与传动装置连接,机架用于固定筒体,筒体内设置有磨矿介质(瓷球、砾石、石榴石),螺旋搅拌器经减速机驱动作缓慢旋转,磨矿介质和物料在筒体内作整体的多维循环运动和自转运动,磨矿介质重量压力螺旋回转产生的挤压力,该挤压力使得物料被摩擦,冲击和剪切,进而被有效地粉磨。立式搅拌磨的能耗较低、介质消耗较低、设备基础简单、安装费用低、维修容易、占地面积小、噪音低,与球磨机相比,采用立式搅拌磨可节能30%~50%。发明人发现,在应用于陶瓷粉料的生产过程中,原料的粒度越细,节能效果越明显。
138.高压隔膜压滤机的滤板与滤布之间设置有半自动隔膜压滤机-复合橡胶板式弹性膜隔,压滤机运行过程中,当入料结束后,高压流体介质注入滤板与隔膜之间,这时隔膜就会整体鼓起并压迫滤饼,从而实现滤饼的进一步脱水,即压榨过滤。相比较与其他压滤机,高压隔膜压滤机设备具有以下优点:能够缩短过滤操作时间,节省操作动力的消耗,且在过滤后期具有流量小、压力高的特定,能够节省功率消耗,同时,还可以降低滤饼中的含水量至9%左右;与板框压滤机相比,有效过滤面积增大,加快了过滤速度。
139.太阳能干燥组件:在优选的实施方案中,可以利用建筑陶瓷车间/厂房屋顶面的太阳光及车间内向外排放的热气来干燥置于网带上的物料,网带在驱动装置的驱动下缓慢移动,在移动过程中阳光通过高透光的玻璃板照射在物料上。在此过程中,由于物料升温,使得其中的水分蒸发;在另外来自车间的废热的情况下,将携带废热的空气从车间内引入至高透光的玻璃板围成玻璃房内,在屋顶部排气口及任选的轴流风机作用下沿屋顶移动,可带走滤饼蒸发的水蒸气,降低其周围的蒸汽分压,同时促进物料的干燥。
140.螺旋分级机:螺旋分级机可以借助于固体颗粒大小不同,比重不同,因而在液体中的沉降速度不同的原理,细矿粒浮游在水中成溢流出,粗矿粒沉于槽底,由螺旋推向上部排出,来进行机械分级的一种分级设备,能把磨机内磨出的料粉分级用于过滤,然后把粗料利用螺旋片旋片旋入磨机进料口,把过滤出的细料从溢流管排出。
141.高压辊磨机:高压辊磨机利用一对通过液压加压的铸钉辊面合金辊对物料进行细碎,整个辊磨过程是通过两个相向转动的辊子实现的,其中一个辊子固定,另一个辊子可以
移动,物料之间挤压应力可通过辊子压力来调节,辊面投影压力可达8000kn/m2~10000kn/m2。粉碎的过程是准静压粉碎,这种准静压粉碎方式相对于冲击粉碎方式节省能耗约30%,高压辊磨机对物料实施的是料层粉碎,是物料与物料之间的相互粉碎。这种粉磨方式辊子中间位置粉磨效果较好,在靠近辊子边缘位置粉磨效果较差,通过设置分料阀把靠近辊子中间位置的物料作为成品喂入下一工序,把靠近辊子边缘位置的物料再次提升后喂入辊压机后再次粉磨,可以提高辊压机的粉磨效果;这种原理的粉碎效率相对于传统的破碎和球磨技术有明显的提高,辊磨机的磨损也明显地减少。
142.偏心振动磨:偏心振动磨是将置于弹簧上方的筒体(筒体内衬采用高铝氧化铝衬板)和研磨介质(高铝陶瓷球)在振动电机和偏心块的作用下形成椭圆振动和线性振动,该机可以产生椭圆、圆和直线的振动轨迹。不均匀的振动增加了磨机内单个磨球的平均自由程和碰撞概率,从而使磨机的生产能力翻番。由于振动体净重与有效容积的比率减小,与常规振动磨相比,其单位能耗可降低50%;实验中发现,利用低装球量、小球径研磨介质的偏心震动磨实现对已磨细的陶瓷原料“假颗粒”的进行二次破碎和混合。
143.v型选粉机:为避免因含尘气流冲刷选粉机的壳体及叶片,造成磨损后的金属铁及氧化物污染陶瓷原料,v型选粉机采用高铝氧化铝衬板,以防止因冲刷导致污染陶瓷原料。
144.浓密机:这是基于重力沉降作用的固液分离设备,采用混凝土内衬橡胶衬里作为结构材料建成带锥底的圆筒形浅槽,其可以例如将固含量为30%~35%的矿浆通过重力沉降浓缩为固含量为40%~50%的底流矿浆,借助安装于浓密机内慢速运转(1/3~1/5r/min)的不锈钢耙的作用,使增稠的底流矿浆由浓密机底部的底流口卸出,从而达到使矿浆(在此为包含经研磨原料的浆料)。
145.以上,对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
146.例如将本项目的s1和s2合并,使用传统的湿法球磨机对陶瓷原料粉磨、除杂、除铁增白、压滤脱水、(太阳能 废热)干燥制成标准混合原料,再经s3后用于制备大规格瓷砖如岩板或大板压制成形用粉料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。