1.本发明热固性粉末涂料技术领域,特别涉及一种涂塑钢管专用液。
背景技术:
2.市场现应用成熟的管材因为管材防腐面在运输、存放、施工过程中因操作失误或现场条件不足会对管材防腐层造成损伤从而导致管材防腐层破损或失去防腐功能对管材使用寿命产生重大影响,造成人工财力的重大资源浪费。
3.为此,提出一种涂塑钢管专用液。
技术实现要素:
4.本发明的目的在于提供一种涂塑钢管专用液,可使涂塑后的钢管具有优异的耐腐蚀性能。
5.为了实现上述目的,本发明的技术方案如下:
6.一种涂塑钢管专用液,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液35~42份、环氧树脂20~25份、轻质纳米碳酸钙10~15份、纳米氧化锌8~16份、纯丙乳液3~7份、助溶剂10~12份、液态阻锈剂5~9份、液态防腐剂10~16份和空心玻璃微珠4~5份。
7.具体的,所述环氧树脂的环氧值为2。
8.具体的,所述助溶剂为乙酰胺或无水乙醇。
9.具体的,所述液态阻锈剂为苯甲酸钠硼酸或磷酸酯。
10.具体的,所述液态防腐剂为苯扎溴铵。
11.进一步的,本发明涉及的丙烯酸防水乳液、纯丙乳液以及环氧树脂,三者之间协同作用,可在钢管表面快速形成一层具有延伸性、弹塑性和抗裂性的防水薄膜,能够起到防水和保护作用。
12.为了进一步优化钢管表面层的防腐蚀性能,上述方法中,需要进一步的添加液态阻锈剂和液态防腐剂,二者之间协同作用,可降低侵入钢管中阴离子浓度,并细化钢管表面层毛细孔的孔径,并能在钢管表面形成一层化学保护膜,进而起到延缓钢管阴离子侵蚀破坏的速度。
13.为了进一步优化钢管表面涂塑层的机械性能,上述方法中,本发明添加了轻质纳米碳酸钙、纳米氧化锌和空心玻璃微珠,一方面可提高耐磨性、机械强度和抗老化性能,延长使用寿命,另一方面还可提高光泽度和柔韧性性能,保证钢管在涂塑后表面色泽均匀和表面平滑。
14.为了进一步优化涂塑钢管专用液的流动性能,上述方法中,本发明添加了助溶剂,可以使钢管在涂塑后表面不易发生流挂。
15.一种涂塑钢管专用液,该涂塑钢管专用液的制备方法包括以下步骤:
16.(1)按配比将丙烯酸防水乳液、环氧树脂、纯丙乳液以及助溶剂加入到搅拌釜中,
在50~60℃条件下搅拌10~15min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物a;
17.(2)按配比将轻质纳米碳酸钙、纳米氧化锌以及空心玻璃微珠加入到搅拌釜中,在20~25℃条件下搅拌8~12min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物b;
18.(3)将混合物b、液态阻锈剂以及液态防腐剂进行预热处理,依次将预热后的混合物b、液态阻锈剂以及液态防腐剂加入混合物a中,在70~85℃下搅拌10~20min,至物料均匀混合,得到涂塑钢管专用液。
19.具体的,所述(1)步骤中搅拌速率为1800-2400r/min。
20.具体的,所述(2)步骤中搅拌速率为2500-2700r/min。
21.具体的,所述(3)步骤中预热温度为50~70℃,所述(3)步骤中搅拌速率为3000-3500r/min。
22.通过本发明的优化制备工艺,通过对混合物b、液态阻锈剂以及液态防腐剂进行预热处理,能够缩短后续反应停留时间,进一步提高了后续搅拌效率。
23.本发明的有益效果为:本发明的涂塑钢管专用液可以在常温下进行涂塑,使得钢管在涂塑后具有良好的机械性能、良好的流动性及良好的耐腐蚀性;将本发明应用于注塑时,可以降低注塑温度,可以在较低的锁模力下从事生产,可以降低产品的壁厚,从而降低生产所需能耗和所需原材料费用。
具体实施方式
24.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1
26.一种涂塑钢管专用液,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液42份、环氧树脂25份、轻质纳米碳酸钙15份、纳米氧化锌16份、纯丙乳液7份、助溶剂12份、液态阻锈剂9份、液态防腐剂16份和空心玻璃微珠5份。
27.具体的,所述环氧树脂的环氧值为2。
28.具体的,所述助溶剂为无水乙醇。
29.具体的,所述液态阻锈剂为苯甲酸钠硼酸。
30.具体的,所述液态防腐剂为苯扎溴铵。
31.一种涂塑钢管专用液,该涂塑钢管专用液的制备方法包括以下步骤:
32.(1)按配比将丙烯酸防水乳液、环氧树脂、纯丙乳液以及助溶剂加入到搅拌釜中,在50~60℃条件下搅拌10~15min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物a;
33.(2)按配比将轻质纳米碳酸钙、纳米氧化锌以及空心玻璃微珠加入到搅拌釜中,在20~25℃条件下搅拌8~12min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物b;
34.(3)将混合物b、液态阻锈剂以及液态防腐剂进行预热处理,依次将预热后的混合物b、液态阻锈剂以及液态防腐剂加入混合物a中,在70~85℃下搅拌10~20min,至物料均匀混合,得到涂塑钢管专用液。
35.具体的,所述(1)步骤中搅拌速率为1800-2400r/min。
36.具体的,所述(2)步骤中搅拌速率为2500-2700r/min。
37.具体的,所述(3)步骤中预热温度为70℃,所述(3)步骤中搅拌速率为3000-3500r/min。
38.实施例2
39.本实施例中涂塑钢管专用液的制备方法与实施例1相同,不同之处在于,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液35份、环氧树脂20份、轻质纳米碳酸钙10份、纳米氧化锌8份、纯丙乳液3份、助溶剂10份、液态阻锈剂5份、液态防腐剂10份和空心玻璃微珠4份。
40.具体的,所述环氧树脂的环氧值为2。
41.具体的,所述助溶剂为无水乙醇。
42.具体的,所述液态阻锈剂为苯甲酸钠硼酸。
43.具体的,所述液态防腐剂为苯扎溴铵。
44.实施例3
45.本实施例中涂塑钢管专用液的制备方法与实施例1相同,不同之处在于,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液37份、环氧树脂22份、轻质纳米碳酸钙12份、纳米氧化锌10份、纯丙乳液5份、助溶剂11份、液态阻锈剂7份、液态防腐剂13份和空心玻璃微珠4.3份。
46.具体的,所述环氧树脂的环氧值为2。
47.具体的,所述助溶剂为无水乙醇。
48.具体的,所述液态阻锈剂为苯甲酸钠硼酸。
49.具体的,所述液态防腐剂为苯扎溴铵。
50.实施例4
51.本实施例中涂塑钢管专用液的制备方法与实施例1相同,不同之处在于,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液40份、环氧树脂24份、轻质纳米碳酸钙14份、纳米氧化锌13份、纯丙乳液6份、助溶剂11.5份、液态阻锈剂8份、液态防腐剂15份和空心玻璃微珠4.5份。
52.具体的,所述环氧树脂的环氧值为2。
53.具体的,所述助溶剂为无水乙醇。
54.具体的,所述液态阻锈剂为苯甲酸钠硼酸。
55.具体的,所述液态防腐剂为苯扎溴铵。
56.实施例5
57.本实施例中涂塑钢管专用液的原材料配比、制备方法与实施例1相同,不同之处在于,助溶剂为乙酰胺。
58.实施例6
59.本实施例中涂塑钢管专用液的原材料配比、制备方法与实施例1相同,不同之处在
于,液态阻锈剂为磷酸酯。
60.实施例7
61.本实施例中涂塑钢管专用液的原材料配比与实施例1相同,不同之处在于,一种涂塑钢管专用液,该涂塑钢管专用液的制备方法包括以下步骤:
62.(1)按配比将丙烯酸防水乳液、环氧树脂、纯丙乳液以及助溶剂加入到搅拌釜中,在50~60℃条件下搅拌10~15min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物a;
63.(2)按配比将轻质纳米碳酸钙、纳米氧化锌以及空心玻璃微珠加入到搅拌釜中,在20~25℃条件下搅拌8~12min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物b;
64.(3)将混合物b、液态阻锈剂以及液态防腐剂进行预热处理,依次将预热后的混合物b、液态阻锈剂以及液态防腐剂加入混合物a中,在70~85℃下搅拌10~20min,至物料均匀混合,得到涂塑钢管专用液。
65.具体的,所述(1)步骤中搅拌速率为1800-2400r/min。
66.具体的,所述(2)步骤中搅拌速率为2500-2700r/min。
67.具体的,所述(3)步骤中预热温度为50℃,所述(3)步骤中搅拌速率为3000-3500r/min。
68.对比例1
69.本对比例中涂塑钢管专用液的制备方法与实施例1相同,不同之处在于,一种涂塑钢管专用液,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液34份、环氧树脂18份、轻质纳米碳酸钙9份、纳米氧化锌7份、纯丙乳液2份、助溶剂9份、液态阻锈剂4份、液态防腐剂8份和空心玻璃微珠3份。
70.对比例2
71.本对比例中涂塑钢管专用液的制备方法与实施例1相同,不同之处在于,一种涂塑钢管专用液,该涂塑钢管专用液由以下重量份数的成分组成:丙烯酸防水乳液43份、环氧树脂26份、轻质纳米碳酸钙16份、纳米氧化锌17份、纯丙乳液8份、助溶剂14份、液态阻锈剂10份、液态防腐剂18份和空心玻璃微珠6份。
72.对比例3
73.本对比例中涂塑钢管专用液的原材料配比、制备方法与实施例1相同,不同之处在于,所述环氧树脂的环氧值为4。
74.对比例4
75.本对比例中涂塑钢管专用液的原材料配比、制备方法与实施例1相同,不同之处在于,所述环氧树脂的环氧值为1。
76.对比例5
77.本对比例中涂塑钢管专用液的原材料配比与实施例1相同,不同之处在于,一种涂塑钢管专用液,该涂塑钢管专用液的制备方法包括以下步骤:
78.(1)按配比将丙烯酸防水乳液、环氧树脂、纯丙乳液以及助溶剂加入到搅拌釜中,在50~60℃条件下搅拌10~15min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物a;
79.(2)按配比将轻质纳米碳酸钙、纳米氧化锌以及空心玻璃微珠加入到搅拌釜中,在20~25℃条件下搅拌8~12min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物b;
80.(3)将混合物b、液态阻锈剂以及液态防腐剂进行预热处理,依次将预热后的混合物b、液态阻锈剂以及液态防腐剂加入混合物a中,在70~85℃下搅拌10~20min,至物料均匀混合,得到涂塑钢管专用液。
81.具体的,所述(1)步骤中搅拌速率为1800-2400r/min。
82.具体的,所述(2)步骤中搅拌速率为2500-2700r/min。
83.具体的,所述(3)步骤中预热温度为40℃,所述(3)步骤中搅拌速率为3000-3500r/min。
84.对比例6
85.本对比例中涂塑钢管专用液的原材料配比与实施例1相同,不同之处在于,一种涂塑钢管专用液,该涂塑钢管专用液的制备方法包括以下步骤:
86.(1)按配比将丙烯酸防水乳液、环氧树脂、纯丙乳液以及助溶剂加入到搅拌釜中,在50~60℃条件下搅拌10~15min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物a;
87.(2)按配比将轻质纳米碳酸钙、纳米氧化锌以及空心玻璃微珠加入到搅拌釜中,在20~25℃条件下搅拌8~12min,操作压力保持在0.02~0.06mpa,至物料均匀混合,得到混合物b;
88.(3)将混合物b、液态阻锈剂以及液态防腐剂进行预热处理,依次将预热后的混合物b、液态阻锈剂以及液态防腐剂加入混合物a中,在70~85℃下搅拌10~20min,至物料均匀混合,得到涂塑钢管专用液。
89.具体的,所述(1)步骤中搅拌速率为1800-2400r/min。
90.具体的,所述(2)步骤中搅拌速率为2500-2700r/min。
91.具体的,所述(3)步骤中预热温度为80℃,所述(3)步骤中搅拌速率为3000-3500r/min。
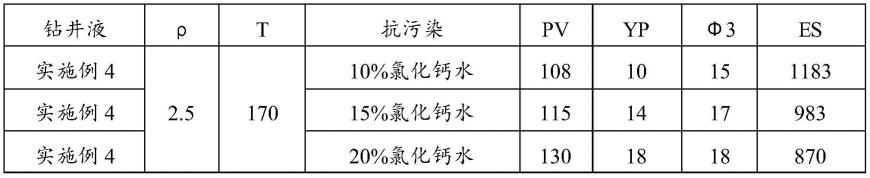
92.本发明针对上述实施例1~7以及比较例1~6进行了实施效果测试,选用10根φ32*400*6.5的钢管进行试验,参照gb/t 1768、gb/t 6739、gb/t 9274、gb/t 1771和sy/t 0442-2010进行性能测试,下表1列出实施例1~7和对比例1~6的性能测试结果。
93.表1性能测试结果
94.[0095][0096]
由表1中实施例1~7和对比例1~6的数据相比可知,采用本发明的涂塑钢管专用液进行涂塑,使得钢管具有良好的机械性能、良好的流动性及良好的耐腐蚀性,且钢管的涂塑膜外观色泽均匀,表面平滑。
[0097]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。