1.本发明属于胶粘材料领域,具体地,涉及一种可识别基材及应用其的可识别胶带、可识别胶带的制备方法。
背景技术:
2.随着国家新能源产业的发展,市场对锂电池的需求迅速激增,而锂电池的制造涉及诸多的材料和工序,现有技术尚无法确保每个步骤和每种材料都达到完全的合格率,而不合格的锂电池投入市场后存在极大的安全隐患,因而需要对锂电池进行信息追溯达到对锂电池的有效管理和安全识别,降低安全风险,在锂电池流通过程中实现信息的有效共享。
3.目前锂电池生产厂家为能在整个过程中有效追溯每块电池及其材料,采取的办法是在锂电池表面粘贴含标识码的胶带,这个标识码成为这个电池的出生证,凭着专属于每块电池的标识码就能查阅到这块电池所有的生产流程。
4.可追溯胶带常见的结构包括带有标识码的基膜和胶层,在基材表面形成标识码通常采用刻码、喷码、印刷等方法实现。采用刻码工艺以在基材表面形成标识码,存在对胶层的选择性适用,刻码效率低、生产设备成本高,实现对不同颜色的刻码的难度很大。然而,采用喷码或印刷工艺在基材表面形成标识码,往往存在油墨涂层粘基力不足的问题。
技术实现要素:
5.本技术的目的在于提供一种可识别基材及应用其的可识别胶带、可识别胶带的制备方法,以提高可识别胶带的结构稳定性。
6.根据本发明的一个方面,提供一种可识别基材,包括基膜和标识层,基膜包括识别面,标识层为油墨涂层,且标识层与基膜的识别面复合;以识别面的表面张力大小为d1,以标识层的表面张力大小为d2,标识层的厚度h满足0.8 μm≤h≤(d1/d2)
×
5μm。
7.在本方案中,利用基膜和标识层的相对表面张力大小反映了基膜和标识层相复合的表面作用情况,以此为依据,确定标识层的厚度取值范围,有效地将基膜表面的油墨载量控制基膜的可承受阈值以内,基于此,本发明所提供的可识别基材中,基膜和标识层能够牢固复合,不会发生标识层在基膜表面脱落的情况。在现有技术中,在需要改善油墨在承印物(基膜)表面的附着性时,一般仅会关注承印物的粗糙程度,而在本发明所提供的方案中,同时将油墨涂层与承印物表面的表面作用情况与油墨载量相关联,使得由油墨固化而成的标识层能够在基膜承印物上稳定附着,使得具有上述结构性质的可识别基材具有稳定的产品性能。此外,上述标识层为喷涂或印刷的油墨涂层,与刻码标识相比,以油墨涂层形成标识物,可以降低形成标识物的工艺难度和成本,提高形成标识码的工艺效率。
8.可选地,标识层包括但不限于二维码、条形码;二维码可以选自qr二维码、 dm二维码、视觉码、二维码 、点阵有或无来记录信息的代码,以及所有可记录计算机信息的、光学可读性的具有显性效果的计算机图形代码。
9.优选地,d1的取值范围为35dyn/cm≤d1≤60dyn/cm,且,d2的取值范围为25dyn/cm
≤d2<35dyn/cm。在本方案中,d1>d2,油墨能够在基膜上铺展,识别面和标识层的表面张力值分别满足上述取值范围,使基膜的识别面与标识层之间产生足够大的粘基力,基膜和标识层得以牢固复合。
10.优选地,d1≥40dyn/cm。
11.优选地,44dyn/cm≤d1≤52dyn/cm。
12.可选地,基膜为为pet膜、pp膜、pi膜、bopp膜中的至少一种。
13.优选地,基膜为pet膜。与其它材质相比,pet膜具有较大的表面张力值,能够为油墨提供良好附着表面,同时,pet膜的具有恰当的硬度范围,综合而言,能够作为标识层的优选承印物。
14.优选地,识别面经过电晕处理。对基膜,尤其是pet材质的基膜进行电晕处理,能够显著提高基膜识别面的表面张力值,优化油墨在基膜识别面的附着效果。
15.优选地,电晕处理的工艺参数为:电晕功率为2~3kw,电晕处理速度为 40~60m/min。通过上述工艺能够使pet膜表面张力值达到44dyn/cm以上。
16.优选地,标识层为聚酯丙烯酸酯类油墨所形成的油墨涂层。
17.根据本发明的另一个方面,提供一种可识别胶带,包括上述可识别基材和胶层,胶层与可识别基材的识别面复合,且胶层覆盖标识层。在上述可识别胶带中,覆盖标识层的胶层可以对标识层起到一定的保护效果,避免标识层与基膜剥离。
18.优选地,标识层的厚度h≤3μm。
19.优选地,标识层的厚度h满足,1.7μm≤h≤2μm。
20.基于标识层表面覆盖有胶层,如果标识层过薄,在涂布施胶形成胶层的生产工艺中,胶水未干的时候会对标识层产生明显的侵蚀,过薄的标识层在胶层的覆盖下会出现显色度不佳的情况,导致无法被清晰识别,如果标识层过厚,在采用成型胶层与基膜直接复合时,胶层难以同时贴合基膜表面和标识层的表面,基膜被过厚的标识层顶起,形成了胶带的结构薄弱点,也容易在基材和胶层之间引入气泡。
21.优选地,胶层在可识别基材的表面的初粘力为4n/25mm~6n/25mm。由此,保证胶层能同时与可识别基材的基膜表面、标识层表面充分地粘接,不会出现胶带分层的情况。
22.根据本发明的另一个方面,提供一种制备上述可识别胶带的方法,包括以下步骤:s1.通过喷涂或印刷的方式将油墨布施在基膜的识别面,烘干油墨后形成标识层,得到可识别基材;s2.在可识别基材的识别面通过行刮刀涂布布施胶水,胶水烘干后形成与识别面复合的胶层。
23.上述可识别基材的识别面与分布在识别面上的标识层共同构成了基于标识层厚度的凹凸面,如果采用微凹转涂的工艺(即先用微凹辊定量涂布胶水到一个离型膜的电晕面上,烘干后与已做喷码干燥的基材膜同侧贴合),在利用成型胶膜与识别面贴合时,会出现收卷后胶带有标识层的位置是紧的,无标识层的位置是软的,造成胶层无法与可识别基材紧密贴合。而本发明提供的制备方法,采用刮刀涂布工艺在上述可识别基材的识别面形成胶层,刮刀涂布可以通过刮刀的弥补式涂布,使识别面和标识层的表面紧密地填充着用于成型胶层的胶水,胶水在烘干固化形成胶层后能够与可识别基材紧密贴合。
24.优选地,在胶层成型后,对可识别胶带进行分条,制得成品。
25.根据本发明的另一个方面,提供一种可识别胶带,包括上述可识别基材和胶层,以
可识别基材的识别面的另面作为可识别基材的胶层复合面,胶层与可识别基材的胶层复合面复合。本方案提供的可识别胶带,使标识层和胶层分别设置在基膜的两个表面,既避免了标识层被胶水腐蚀,也避免了标识层的清晰度由于胶层的覆盖而有所下降,确保标识层可以被准确识别。
26.优选地,胶层的表面和/或标识层的表面设有离型层。通过设置离型层,在对上述可识别胶带收卷时,离型层将外层胶带的胶层与内层胶带的标识层隔离,由此,上述可识别胶带可以实现方便轻松解卷,也避免了可识别胶带在解卷过程中外层胶带的胶层会对内层胶带的标识层产生一定程度的撕扯而导致内层胶带的标识层被损坏的情况发生。
27.优选地,在标识层的表面形成由离型剂固化而成的离型剂涂层,以离型剂涂层作为离型层。在标识层表面涂布离型剂以形成离型剂涂层,一方面离型涂层可以使上述可识别胶带具有容易解卷的特性,另一方面无需额外使用整片的离型膜,既节省了胶带生产的耗材成本,还免除了使用前必须撕去离型膜以暴露胶层的操作,简化了胶带的使用操作步骤,也能够使锂电池标识胶带保持轻薄。
28.优选地,标识层包括若干个间隔设置的标识单元,离型层同时贴合标识单元的外表面和识别面。
29.优选地,离型剂为非硅基离型剂。
30.优选地,非硅基离型剂为聚(n-十八烷基氨基甲酸乙烯酯)类离型剂。聚(n
‑ꢀ
十八烷基氨基甲酸乙烯酯)类离型剂在聚酯丙烯酸酯油墨所形成的标识层表面具有良好的铺展效果,由此在标识层表面形成的胶层均匀、清晰。
31.优选地,离型层的厚度不超过1μm。首先,保证标识层能够被清晰识别,其次,能够使可识别胶带保持轻薄,提高应用该可识别胶带的锂电池能量密度,再者,能够节省胶水的用量,而节省胶水的用量也会相应地缩短胶层的成型时间,提高了可识别胶带的生产效率。
32.根据本发明的另一个方面,提供一种制备上述可识别胶带的方法,包括以下步骤:s1.通过喷涂或印刷的方式将油墨布施在基膜的识别面,烘干油墨后形成标识层,得到可识别基材;s2.将胶水布施在基膜的胶层复合面,烘干胶水至固化形成胶层,制得第一半成品;s3.将第一半成品置于不低于45℃的温度下熟化。
33.优选地,在s2中,在胶层成型后,在胶层的表面复合离型膜。
34.优选地,在s1完成后,在标识层的表面布施离型剂,烘干离型剂以在标识层的表面形成离型剂涂层。
35.优选地,还包括:s4.将经过熟化处理的第一半成品通过分条得到所需长度和宽度,制得成品。
36.根据本发明的另一个方面,提供一种制备上述可识别胶带的方法,包括以下步骤:s1.将胶水布施在基膜的胶层复合面,烘干胶水至固化形成胶层,制得第一半成品;s2.将第一半成品置于不低于45℃的温度下熟化,制得第二半成品; s3.通过喷涂或印刷的方式将油墨布施在基膜的识别面,烘干油墨后形成标识层。
37.优选地,在s1中,在胶层成型后,在胶层的表面复合离型膜。
38.优选地还包括:s4.将s3制得的产品通过分条得到所需长度和宽度,制得成品。
附图说明
39.图1为实施例1、实施例2以及实施例3的处理组c1~c6的可识别胶带的层间结构示意图;
40.图2为实施例3的处理组c7的可识别胶带的层间结构示意图;
41.图3为实施例3的处理组c8的可识别胶带的层间结构示意图
42.图4为实施例3中所涉及的参试胶带d3和参试胶带d4的层间结构示意图。
43.在上述附图中,各附图标记的对应关系如下:1.标识层,2.基膜,3.胶层, 4-1.离型膜,4-2离型剂涂层
44.具体实施例方式
45.为了使本技术领域的人员更好地理解本发明方案,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。
46.以下实施例和对比实施例中用于形成标识层1的油墨为耐电解液油墨,其满足耐湿(60%*2h)、耐高温(130℃*2h)、耐溶剂(甲苯、乙酯)、耐电解液。
47.实施例1
48.在本实施例中:以透明19μm pet膜作为基膜2,通过对基膜2进行电晕处理以调整基膜2表面的达因值;以聚酯丙烯酸酯墨水作为用于形成标识层1的油墨,该聚酯丙烯酸酯墨水为uv固化油墨,为含有高官能度单体和低官能度单体的混合物,通过调整油墨中高官能度单体和低官能度单体的配比以调节油墨所形成的标识层1达因值。通过喷码设备将二维码等信息喷涂在基膜2的识别面上,经烘干形成标识层1,得到可识别基材,接着通过微凹涂布的方式将透明亚克力 /橡胶胶水涂布在可识别基材印刷二维码的反面;经过100℃的烘箱后烘干固化以在基膜2的表面形成胶层3,烘干后的胶层3厚度为11μm,与离型膜4-1贴合,本实施例的离型膜4-1为25μmpet离型膜,制得第一半成品;所述第一半成品放置在50℃的环境内熟化48小时,制得第二半成品;将所述第二半成品通过分条得到所需长度和宽度,并保留离型膜4-1的成品,成品的层间结构如图1所示。
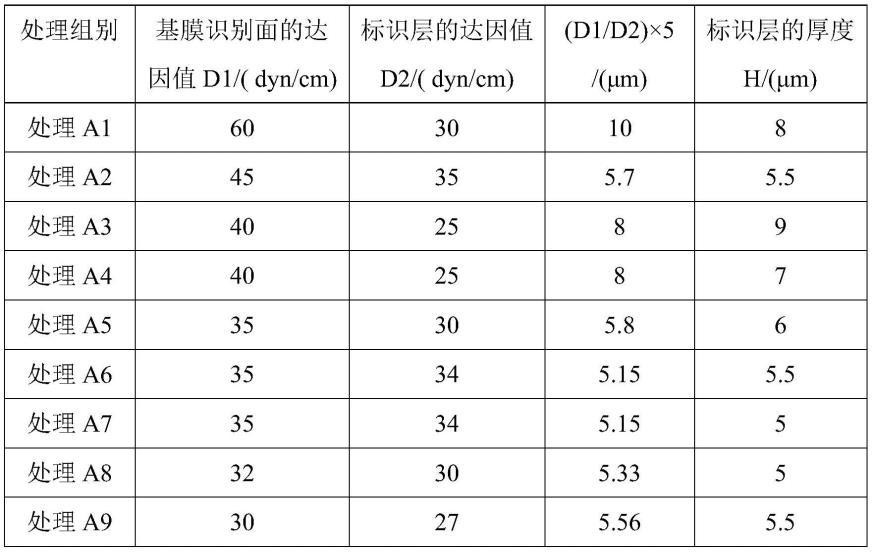
49.在本实施例中,通过调整可识别胶带的可识别基材的基膜2识别面的达因值、标识层1的达因值以及标识层1的厚度设置不同的处理组,具体的处理组设置情况如表1所示。
50.表1实施例1中各处理组所应用的可识别基材的参数指标
[0051][0052]
测试项目:
[0053]
测试对象:本实施例设置的处理a1~a9制备的胶带,每个测试对象设置50 个重复。
[0054]
测试项目1:将测试对象贴附于铝塑膜表面,然后在标识层1的表面贴附离型膜4-1,然后撕离离型膜4-1,观察标识层1是否有出现掉墨的情况统计标识层1出现掉墨的胶带样品数量,以标识层1掉墨率表示标识层1出现掉墨的胶带样品数量在同组参试产品总数量中的占比。
[0055]
测试项目2:将测试对象贴附于铝塑膜表面,然后在标识层1的表面贴附低粘盖膜,然后撕离低粘盖膜,观察标识层1是否有出现掉墨的情况统计标识层1 出现掉墨的胶带样品数量,以标识层1掉墨率表示标识层1出现掉墨的胶带样品数量在同组参试产品总数量中的占比。
[0056]
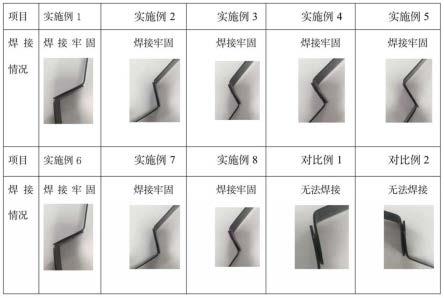
测试结果:表2展示了本实施例的测试结果。以参试样品是否满足0.8 μm≤h≤(d1/d2)
×
5μm作为依据,在本实施例设置的处理组中,处理a3、处理 a5、处理a6所制得的可识别胶带不满足上述条件,在附着性能测试的过程中,上述三组处理组所制得的可识别胶带在测试项目1和测试项目2中都有出现不同程度的掉墨,由此说明,这些处理组所制得的可识别胶带的标识层1与基膜2 之间的复合效果不佳。而处理a1、处理a2、处理a4、处理a7、处理a8、处理a9所制得的参试样品在测试项目1中都没有出现掉墨的情况,说明在这些处理组所制得的胶带中,标识层1和基膜2都能够产生良好的复合效果。与测试项目1相比,测试项目2对参试样品的标识层1的撕拉强度更大,在测试项目2 中,大部分的处理组都有出现不同程度的掉墨,然而,处理a1和处理a2依然没有出现掉墨的参试样品,由此说明这两组处理组所制得的可识别胶带中的基膜 2和标识层1能够牢固复合,标识层1在基膜2表面呈现出优异的附着性。综合本实施例的测试结果和基材的加工工艺难度、成本而言,在满足0.8 μm≤h≤(d1/d2)
×
5μm的前提下,若基膜2识别面的达因值d1满足44dyn/cm ≤d1≤52dyn/cm,标识层1的达因值d2满足30dyn/cm≤d1≤35dyn/cm,基膜2 和标识层1的复合效果更佳。
[0057]
表2标识层1附着性能测试结果
[0058][0059][0060]
实施例2
[0061]
本实施例采用的基膜2的厚度为19μm,基膜2经过双面电晕处理,通过喷码设备将二维码等信息喷涂在基膜2的任意一面上,经烘干形成厚度为6μm的标识层1,标识层1表面的达因值为30dyn/cm,得到可识别基材,接着通过微凹涂布的方式将透明亚克力/橡胶胶水涂布在可识别基材印刷二维码的反面;经过100℃的烘箱后烘干固化以在基膜2的表面形成胶层3,烘干后的胶层3厚度为11μm,与离型膜4-1贴合,本实施例的离型膜4-1为25μmpet离型膜,制得第一半成品;所述第一半成品放置在50℃的环境内熟化48小时,制得第二半成品;将所述第二半成品通过分条得到所需长度和宽度,并保留离型膜4-1的成品,成品的层间结构如图1所示。
[0062]
在本实施例中,以基膜2的材质作为变量,设置不同的处理组,在各处理中,对基膜2进行双面电晕处理,以提高基膜2表面的达因值,电晕处理的工艺参数为:电晕功率为2~3kw,电晕处理速度为40~60m/min。本实施例各处理组所采用的基膜2材质及经过电晕处理后的基膜2表面达因值数值如表3所示。
[0063]
测试项目:将测试对象贴附于铝塑膜表面,然后在标识层1的表面贴附离型膜4-1,然后撕离离型膜4-1,观察标识层1是否有出现掉墨的情况统计标识层1 出现掉墨的胶带样品数量,以标识层1掉墨率表示标识层1出现掉墨的胶带样品数量在同组参试产品总数量中的占比。
[0064]
测试结果:如表3所示。在参试的不同材质胶膜中,pet膜经过电晕处理后,其表面的达因值得到明显的升高,以其作为可识别基材的基膜2,可以使标识层 1和基膜2相互之间牢固复合。
[0065]
表3本实施例的处理组设置情况及标识层1附着性能测试结果
[0066][0067]
实施例3
[0068]
处理组c1
[0069]
本处理组以透明19μm pet双面电晕膜作为基膜2,基膜2表面的达因值为 44dyn/cm,通过喷码设备将二维码等信息喷涂在基膜2的任意一面上,经烘干形成厚度为5μm的标识层1,标识层1表面的达因值为30dyn/cm,得到可识别基材,接着通过微凹涂布的方式将蓝色亚克力/橡胶胶水涂布在可识别基材印刷二维码的反面,其中蓝色亚克力/橡胶胶水使用的颜料为有机颜料;经过100℃的烘箱后烘干固化以在基膜2的表面形成胶层3,烘干后的胶层3厚度为11μm,与离型膜4-1贴合,本实施例的离型膜4-1为25μmpet离型膜,制得第一半成品;所述第一半成品放置在50℃的环境内熟化48小时,制得第二半成品;将所述第二半成品通过分条得到所需长度和宽度,并保留离型膜4-1的成品,成品的层间结构如图1所示。
[0070]
处理组c2
[0071]
本处理组与处理组c1的不同之处在于:将处理组c1所采用的蓝色亚克力/ 橡胶胶水使用的颜料替换为无机颜料,离型膜4-1为12μmpet离型膜,成品的层间结构如图1所示。
[0072]
处理组c3
[0073]
本处理组与处理组c1的不同之处在于:将处理组c1所采用的蓝色亚克力/ 橡胶胶水替换为绿色亚克力/橡胶胶水,离型膜4-1为12μmpet离型膜,成品的层间结构如图1所示。
[0074]
处理组c4
[0075]
本处理组与处理组c1的不同之处在于:将处理组c1所采用的蓝色亚克力/ 橡胶胶水替换为透明亚克力/橡胶胶水,离型膜4-1为12μmpet离型膜,成品的层间结构如图1所示。
[0076]
处理组c5
[0077]
本处理组以透明19μm pet双面电晕膜作为基膜2,通过微凹涂布的方式将蓝色亚克力/橡胶胶水涂布在基膜2的任意一面上,其中蓝色亚克力/橡胶胶水使用的颜料为有机颜料;经过100℃的烘箱后烘干固化以在基膜2的表面形成胶层 3,烘干后的胶层3厚度为11μm,与离型膜4-1贴合,本实施例的离型膜4-1为 25μmpet离型膜,制得第一半成品;所述第一半成品放置在50℃的环境内熟化 48小时,制得第二半成品;将所述第二半成品在非标定制的分条设备上,先通过多台并排的喷码设备同步工作实现整宽幅的二维码等信息喷涂,以在基膜2 的其与胶层3复合一面的另面上形成标识层1,后再通过分条机的分条功能,得到所需长度和宽度、并保留离型膜4-1的成品,成品的层间结构如图1所示。
[0078]
处理组c6
[0079]
本处理组与处理组c5的不同之处在于:将处理组c5所采用的蓝色亚克力/ 橡胶胶
水替换为绿色蓝色亚克力/橡胶胶水,离型膜4-1为12μmpet离型膜,成品的层间结构如图1所示。
[0080]
处理组c7
[0081]
本处理组以透明19μm pet双面电晕膜作为基膜2,基膜2表面的达因值为 44dyn/cm,通过喷码设备在1m宽幅的基膜2的任一电晕面上喷涂二维码,经烘干形成标识层1,制得可识别基材,如图2所示,标识层1由若干个间隔设置的二维码组成;在所述可识别基材的喷码面,进行涂布离型剂,使离型剂填充相邻二维码之间的空隙,离型层涂覆时有5μm厚度,会完全覆盖标识层1,离型剂干燥后仅剩所形成的离型剂涂层4-2厚度为0.5μm,但标识层1的外表面也都有 0.5um的离型剂烘干后离型剂形成离型涂层,制得第一半成品;通过微凹涂布的方式将蓝色亚克力/橡胶胶水涂布在第一半成品的基膜2的胶层3复合面上,其中蓝色亚克力/橡胶胶水使用的颜料为有机颜料;经过100℃的烘箱后烘干固化以在基膜2的表面形成胶层3,烘干后的胶层3厚度为11μm,并放置在50℃的环境内熟化48小时,制得第二半成品;将所述第二半成品在非标定制的分条设备上,通过分条得到所需长度和宽度的成品。
[0082]
处理组c8
[0083]
本处理组以透明19μm pet双面电晕膜作为基膜2,基膜2表面的达因值为 44dyn/cm,通过喷码设备在1m宽幅的基膜2的任一电晕面上喷涂二维码,经烘干形成标识层1,制得可识别基材,如图3所示,标识层1由若干个间隔设置的二维码组成;通过刮刀涂布的方式将蓝色亚克力/橡胶胶水涂布在可识别基材印刷二维码的同一面,其中蓝色亚克力/橡胶胶水使用的颜料为有机颜料;经过100℃的烘箱后烘干固化以在基膜2的表面形成胶层3,烘干后的胶层3厚度为11μm,并放置在50℃的环境内熟化48小时,制得第二半成品;将所述第二半成品在非标定制的分条设备上,通过分条得到所需长度和宽度的成品。
[0084]
对照处理组
[0085]
通过微凹涂布的方式将蓝色亚克力/橡胶胶水涂布在19umpet离型膜的电晕面上,其中蓝色亚克力/橡胶胶水使用的颜料为有机颜料;经过100℃的烘箱后烘干固化,烘干后的胶层3厚度为11μm,与25μmpet离型膜贴合,制得第一半成品;所述第一半成品放置在50℃的环境内熟化48小时,制得第二半成品;将所述第二半成品在通过复卷切割的方式得到定长定宽的第三半成品;所述第三半成品在通过在胶面激光刻码收卷后得到具有二维码等信息图标的成品。
[0086]
测试对象:处理组c1~c8制备的胶带和对照处理组制备的胶带,每个测试对象设置50个重复。
[0087]
测试项目ⅰ[0088]
用sr-1000扫码枪扫描胶带上二维码,若扫描二维码的显示相关信息,则ok,反之ng。
[0089]
测试对象:处理组c1~c8制备的胶带和对照处理组制备的胶带,每个测试对象设置50个重复。
[0090]
测试项目ⅱ[0091]
用sr-750扫码枪扫描胶带上二维码,若扫描二维码的显示相关信息,则ok,反之ng。
[0092]
测试对象:处理组c1~c8制备的胶带和对照处理组制备的胶带,每个测试对象设
置50个重复。
[0093]
测试结果:测试结果如表4所示:在测试项目ⅰ中,经过sr-1000扫码枪扫描,只有对照处理组提供的胶带无法达到100%的二维码识别率;在测试项目ⅱ中,经过sr-750扫码枪扫描,只有处理组c8和对照处理组提供的胶带无法达到100%的二维码识别率。
[0094]
表4本实施例各处理组的可识别胶带的二维码识别情况
[0095]
处理组别测试项目ⅰ二维码识别率测试项目ⅱ二维码识别率处理组c1100%100%处理组c2100%100%处理组c3100%100%处理组c4100%100%处理组c5100%100%处理组c6100%100%处理组c7100%100%处理组c8100%80%对照处理94%60%
[0096]
测试项目ⅲ[0097]
测试对象:
[0098]
(1)处理组c1制得的胶带成品,标记为参试胶带d1;
[0099]
(2)参照处理组c1所记载的方案,省略贴附25μm pet离型膜4-1的步骤,其余步骤操作均与处理组c1保持一致,由此所制得的胶带成品,成品的层间结构如图4所示,标记为参试胶带d2;
[0100]
(3)处理组c7制得的胶带成品,标记为参试胶带d3;
[0101]
(4)参照处理组c7所记载的方案,省略涂布离型剂的步骤,其余步骤操作均与处理组c7保持一致,由此所制得的胶带成品,成品的层间结构如图4所示,标记为参试胶带d4。
[0102]
测试项目:
[0103]
参考gb/t4850进行低速解卷强度测定。
[0104]
测试结果:本测试例的测试结果如表5所示,实验结果证明,处理组c1和处理组c7所制得的胶带成品的低速解卷力较小,在工业化生产中可以实现方便轻松解卷。
[0105]
表5膨胀胶带低速解卷强度测试
[0106]
测试对象低速解卷力(n/mm)参试胶带d10.003参试胶带d20.11参试胶带d30.002参试胶带d40.09
[0107]
以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。