1.本发明涉及瓷砖领域,尤其涉及一种瓷砖防滑防污处理方法。
背景技术:
2.为了对地面进行装饰,在装修的过程中,人们会在地面上安装瓷砖,在安装瓷砖时,人们会对瓷砖进行打磨,提高瓷砖的防滑以及防污能力,但目前在瓷砖打磨过程中,不便对瓷砖进行固定,在打磨过程中,瓷砖容易发生偏移、晃动影响瓷砖的打磨效果。
3.中国专利zl201711277359.3公开了一种瓷砖打磨机,其特征在于,通过改变打磨机的位置,为瓷砖进行全方位的打磨,不能对瓷砖进行固定,在打磨过程中,瓷砖位置不符合预设标准,影响打磨效果。
技术实现要素:
4.为此,本发明提供一种瓷砖防滑防污处理方法,可以在打磨过程中使瓷砖保持稳定,保证打磨效果。
5.为实现上述目的,本发明提供一种瓷砖防滑防污处理方法,包括:
6.步骤s1,将待处理的瓷砖放置于支撑装置上,中控装置启动夹持装置对所述瓷砖进行夹持并启动打磨装置对瓷砖进行打磨;
7.步骤s2,中控装置将通过图像采集装置获取的瓷砖位置与预设位置相比较,当中控装置判定瓷砖位置不符合预设标准时,中控装置对所述夹持装置的夹持力进行调节;
8.步骤s3,当所述中控装置获取的瓷砖位置符合预设标准时,中控装置根据第一弹簧和第二弹簧的弹力变化获取瓷砖的稳定度,中控装置将获取的瓷砖稳定度与预设稳定度相比较,当中控装置判定瓷砖的稳定度不符合预设标准时,中控装置对所述夹持装置的夹持位置进行调节,其中,所述支撑装置包括用于减震的减震机构,所述减震机构包括第一弹簧、第二弹簧;
9.步骤s4,当所述中控装置获取的瓷砖稳定度符合预设标准时,中控装置通过将获取的瓷砖粗糙度与预设粗糙度相比较,对所述瓷砖的打磨效果进行判断,若瓷砖的打磨效果不符合预设标准,中控装置通过将获取的瓷砖粗糙度变化率与预设粗糙度变化率相比较,对所述打磨装置的转速进行调节。
10.进一步地,所述夹持装置包括用于夹持瓷砖一侧的第一夹持机构以及与所述第一夹持机构对称设置的第二夹持机构,所述中控装置通过图像处理装置获取的瓷砖位置g(a,b),其中,a为瓷砖位置的横坐标,b为瓷砖位置的纵坐标,中控装置获取瓷砖的偏移角度正切值tanw,设定tanw=|b|/|a|,中控装置预设偏移角度正切值tanw,中控装置通过将获取的瓷砖偏移角度正切值与预设偏移角度正切值相比较,对所述第一夹持机构以及第二夹持机构的夹持力进行调节,其中,
11.当tanw≤tanw1时,所述中控装置增大所述第一夹持机构的夹持力,减小所述第二夹持机构的夹持力;
12.当tanw1<tanw<tanw2时,所述中控装置不对所述第一夹持机构以及第二夹持机构的夹持力进行调节,中控装置获取所述瓷砖稳定度;
13.当tanw≥tanw2时,所述中控装置减小所述第一夹持机构的夹持力,增大所述第二夹持机构的夹持力;
14.其中,所述中控装置预设偏移角度正切值tanw,设定第一预设预设偏移角度正切值tanw1,第二预设预设偏移角度正切值tanw2。
15.进一步地,当所述中控装置获取的瓷砖偏移角度正切值tanw小于等于第一预设偏移角度正切值tanw1时,中控装置判定将所述第一夹持机构的夹持力f1增大至f11,设定f11=f1
×
(1 |tanw1-tanw|/tanw1),将所述第二夹持机构的夹持力f2减小至f21,设定f21=f2
×
(1-|tanw1-tanw|/tanw1),瓷砖偏移角度正切值tanw大于等于第二预设偏移角度正切值tanw2时,中控装置判定将所述第一夹持机构的夹持力f1减小至f12,设定f12=f1
×
(1-|tanw2-tanw|/tanw2),将所述第二夹持机构的夹持力f2增大至f22,设定f22=f2
×
(1 |tanw2-tanw|/tanw2)。
16.进一步地,所述第一夹持机构包括用于夹持瓷砖一侧与所述瓷砖上表面相接触的第一夹持单元以及夹持瓷砖一侧与所述瓷砖下表面相接触的第二夹持单元,其中,所述第一夹持单元包括用于为夹持瓷砖提供夹持力的第一电机,所述第二夹持单元包括用于为夹持瓷砖提供夹持力的第二电机,所述第二夹持机构包括用于夹持瓷砖另一侧与所述瓷砖上表面相接触的第三夹持单元以及夹持瓷砖另一侧与所述瓷砖下表面相接触的第二夹持单元,其中,所述第三夹持单元包括用于为夹持瓷砖提供夹持力的第三电机,所述第二夹持单元包括用于为夹持瓷砖提供夹持力的第四电机,中控装置预设第一夹持机构夹持力f01、第二夹持机构夹持力f02,中控装置通过将获取的所述第一夹持机构以及所述第二夹持机构的夹持力与预设夹持力相比较,对所述第一电机、所述第二电机、所述第三电机以及所述第四电机的动力参数进行调节,其中,
17.当f1i≤f01时,所述中控装置减小所述第一电机、所述第二电机的动力参数;
18.当f1i>f01时,所述中控装置增大所述第一电机、所述第二电机的动力参数;
19.当f2i≤f02时,所述中控装置减小所述第三电机、所述第四电机的动力参数;
20.当f2i>f02时,所述中控装置增大所述第三电机、所述第四电机的动力参数;
21.其中,i=1,2。
22.进一步地,所述支撑装置包括用于放置瓷砖的第一支撑机构、与所述第一支撑机构下方相连接用于减震的减震机构以及与所述减震机构下方相连接的第二支撑机构,其中,所述减震机构包括第一弹簧、第二弹簧,中控装置预设稳定度k,中控装置通过将获取的瓷砖稳定度k与预设稳定度相比较,对所述第一夹持机构与所述第二夹持机构的相对距离进行调节,其中,
23.当k≤k1时,所述中控装置减小所述第一夹持机构与所述第二夹持机构的相对距离;
24.当k1<k<k2时,所述中控装置不对所述第一夹持机构与所述第二夹持机构的相对距离进行调节,中控装置获取瓷砖的粗糙度;
25.当k≥k2时,所述中控装置增大所述第一夹持机构与所述第二夹持机构的相对距离;
26.其中,所述中控装置预设稳定度k,设定第一预设稳定度k1,第二预设稳定度k2。
27.进一步地,所述中控装置获取瓷砖稳定度k,设定k=(f1-f1’)
×
(f2-f2’)/(t1)2,其中,t1为中控装置预设时间,f1为所述第一弹簧弹力、f2为所述第二弹簧弹力、f1’为经过预设时间后第一弹簧弹力、f2’为经过预设时间后第二弹簧弹力、t1为第一预设时间。
28.进一步地,当所述中控装置获取瓷砖稳定度小于等于第一预设稳定度时,中控装置判定将所述第一夹持机构与所述第二夹持机构的相对距离x减小至x1,设定x1=x
×
(1-|k1-k|/k1),当中控装置获取瓷砖稳定度大于等于第二预设稳定度时,中控装置判定将所述第一夹持机构与所述第二夹持机构的相对距离x增大至x2,设定x2=x
×
(1-|k2-k|/k2)。
29.进一步地,所述第一夹持机构包括为第一夹持机构移动提供动力的第一移动动力,所述第二夹持机构包括为所述第二夹持机构移动提供动力的第二移动动力单元,所述中控装置预设距离x0,中控装置通过将获取所述第一夹持机构与所述第二夹持机构的相对距离x与预设距离相比较,对所述第一移动动力单元的动力参数、所述第二移动动力单元的动力参数进行调节,其中,
30.当x≤x01时,所述中控装置增大所述第一移动动力单元、所述第二移动动力单元的动力参数;
31.当x01<x<x02时,所述中控装置不对所述第一移动动力单元、所述第二移动动力单元的动力参数进行调节;
32.当x≥x02时,所述中控装置减小所述第一移动动力单元、所述第二移动动力的动力参数。
33.进一步地,所述中控装置预设粗糙度d,中控装置通过将获取的瓷砖表面粗糙度d与预设粗糙度相比较,对瓷砖的打磨效果进行判定,其中,
34.当d≤d1时,所述中控装置判定瓷砖的打磨效果不符合预设标准;
35.当d1<d<d2时,所述中控装置判定瓷砖的打磨效果符合预设标准;
36.当d≥d2时,所述中控装置判定瓷砖的打磨效果不符合预设标准;
37.其中,所述中控装置预设粗糙度d,设定第一预设粗糙度d1,第二预设粗糙变化率d2。
38.进一步地,当所述中控装置获取的瓷砖粗糙度小于等于第一预设粗糙度或者大于等于第二预设粗糙度时,中控装置判定瓷砖的打磨效果不符合预设标准,中控装置获取瓷砖表面的粗糙度变化率r,设定r=(d1-d2)/t2,其中,d1为中控装置获取的瓷砖表面粗糙度,d2为经过第二预设时间中控装置获取的瓷砖表面粗糙度,t2为第二预设时间,中控装置预设粗糙度变化率r,中控装置通过将获取的瓷砖表面粗糙度变化率r与预设变化率相比较,选取调节参数对所述打磨装置的转速进行调节,其中,
39.当r≤r1时,所述中控装置选取第一预设调节参数h1增大所述打磨装置的转速p至p1,设定p1=p
×
(1 h1);
40.当r1<r<r2时,所述中控装置不对所述打磨装置的转速进行调节;
41.当r≥r2时,所述中控装置选取第二预设调节参数h2减小所述打磨装置的转速p至p2,设定p2=p
×
(1-h2);
42.其中,所述中控装置预设粗糙度变化率r,设定第一预设粗糙度变化率r1,第二预设粗糙度变化率r2,中控装置预设调节参数h,设定第一预设调节参数h1,第二预设调节参
数h2。
43.与现有技术相比,本发明的有益效果在于,本发明通过设置中控装置,所述中控装置通过将获将通过图像获取装置获取的瓷砖位置与预设位置相比较,对所述第一夹持机构的夹持力以及所述第二夹持机构的夹持力进行调节,当中控装置获取的瓷砖位置符合预设标准时,中控装置通过获取所述第一弹簧以及所述第二弹簧的弹力变化情况获取瓷砖在打磨过程中的稳定度,中控装置将获取的稳定度与预设稳定度相比较,对第一夹持机构与第二夹持机构的相对距离进行调节,以使瓷砖在打磨过程中保持一定的稳定性,保证打磨效果,当瓷砖的稳定度符合预设标准时,中控装置获取瓷砖的粗糙度并将获取的粗糙度与预设粗糙度相比较,对瓷砖的打磨效果进行判断,若瓷砖的打磨效果不符合预设标准,中控装置通过将获取的瓷砖表面粗糙度变化率与预设变化率相比较,对所述打磨装置的转速进行调节,以使瓷砖的打磨效果符合预设标准。
44.尤其,所述中控装置通过图像处理装置获取瓷砖的位置,中控装置通过将获取的瓷砖在打磨过程中的偏移角度正切值与预设偏移角度正切值相比较,对所述第一夹持机构的夹持力、所述第二夹持机构的夹持力进行调节,其中,当中控装置获取瓷砖的偏移角度正切值小于等于第一预设偏移角度正切值时,说明此时瓷砖向靠近第二夹持机构的方向偏移,第一夹持机构的夹持力较小,第二夹持机构的夹持力较大,因此,中控装置通过增大所述第一电机、所述第二电机的动力参数增大第一夹持机构对瓷砖的夹持力,通过减小所述第三电机、所述第四电机的动力参数减小第二夹持机构的夹持力,以使瓷砖位置符合预设标准,当中控装置获取瓷砖的偏移角度正切值大于等于第二预设偏移角度正切值时,说明此时瓷砖向靠近第一夹持机构的方向偏移,第一夹持机构的夹持力较大,第二夹持机构的夹持力较小,因此,中控装置通过减小第一电机、第二电机的动力参数减小第一夹持机构对瓷砖的夹持力,通过增大第三电机、第四电机的动力参数增大第二夹持机构的夹持力,以使瓷砖位置符合预设标准。
45.尤其,所述中控装置预设稳定度,中控装置通过将获取的瓷砖稳定的与预设稳定度相比较,对所述第一夹持机构与所述第二夹持机构的相对距离进行调节,其中,当中控装置获取的瓷砖稳定度小于等于第一预设稳定度时,说明此时瓷砖在打磨过程中比较稳定,即第一夹持机构与第二夹持机构的相对距离较大,瓷砖边缘处受到夹持力,容易使瓷砖在打磨过程中因为受力不均发生破碎,因此,中控装置通过增大所述第一移动动力单元、所述第二移动动力单元的动力参数以减小第一夹持机构与第二夹持机构的相对距离,以使瓷砖的打磨效果符合预设标准,当中控装置获取的瓷砖稳定度大于第一预设稳定度小于第二预设稳定度时,说明此时瓷砖在打磨过程中比较稳定,中控装置不对第一夹持机构与第二夹持机构的相对距离进行调节,当中控装置获取的瓷砖稳定度大于等于第二预设稳定度时,说明此时瓷砖在打磨过程中晃动较为严重,影响对瓷砖的打磨效果,此时第一夹持机构与第二夹持机构的相对距离较小,因此,中控装置通过减小所述第一移动动力单元、所述第二移动动力单元的动力参数以增大第一夹持机构与第二夹持机构的相对距离,以使瓷砖的打磨效果符合预设标准。
46.尤其,所述中控装置预设粗糙度,中控装置通过将获取的瓷砖表面粗糙度与预设粗糙度相比较,判断所述瓷砖的打磨效果是否符合预设标准,当中控装置判定所述瓷砖的打磨效果不符合预设标准,中控装置预设粗糙度变化率,中控装置通过将获取的粗糙度变
化率与预设粗糙率相比较,对所述打磨装置的转速进行调节,其中,当中控装置获取的瓷砖表面粗糙度变化率小于等于第一预设粗糙度变化率时,说明此时瓷砖的打磨效果不符合预设标准,因此中控装置通过增大打磨装置的转速以增大打磨装置对瓷砖的打磨力度,以使瓷砖的打磨效果符合预设标准,当中控装置获取的瓷砖表面粗糙度变化率大于第一预设粗糙度变化率小于第二预设粗糙度变化率时,说明瓷砖的打磨效果符合预设标准,当中控装置获取的瓷砖表面粗糙度变化率大于等于第二预设粗糙度变化率时,说明此时对瓷砖的打磨力度过大,影响瓷砖的使用效果,因此中控装置减小打磨装置的转速以减小打磨装置对瓷砖的打磨力度,以使瓷砖的打磨效果符合预设标准。
附图说明
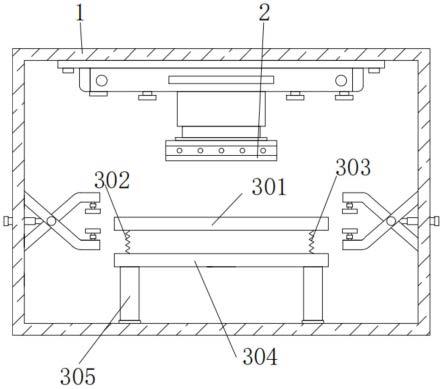
47.图1为发明实施例瓷砖防滑防污处理系统正视剖面图;
48.图2为发明实施例瓷砖防滑防污处理系统夹持机构正视剖面图;
49.图3为发明实施例瓷砖防滑防污处理方法示意图。
具体实施方式
50.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
51.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
52.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
53.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
54.请参阅图1所示,其为本发明实施例瓷砖防滑防污处理系统正视剖面图,包括,主体1;打磨装置,其设置于主体顶端,用于对瓷砖进行打磨,所述打磨装置包括打磨组件2;支撑装置;其设置于主体内部,用于放置待处理的瓷砖,所述支撑装置用于放置瓷砖的第一支撑机构、与所述第一支撑机构下方相连接用于减震的减震机构以及与所述减震机构下方相连接的第二支撑机构,其中,所述第一支撑机构包括用于与放置瓷砖的安装板301,所述减震机构包括第一弹簧302以及第二弹簧303,所述第二支撑机构包括与所述第一弹簧、所述第二弹簧相连接的支撑板304以及用于支撑所述支撑板的立柱305。
55.请参阅图2所示,其为本发明实施例瓷砖防滑防污处理系统夹持机构正视剖面图,包括,夹持装置,设置于主体两侧,用于夹持待处理瓷砖,所述夹持装置包括用于夹持瓷砖一侧的第一夹持机构以及与用于夹持瓷砖另一侧的第二夹持机构,其中,所述第一夹持机构包括与瓷砖一侧上表面相接触的第一夹板401、与所述第一夹板相连接用于为夹板提供
动力的第一电机402、与瓷砖一侧下表面相接触的第二夹板403、与所述第二夹板相连接用于为夹板提供动力的第二电机404以及为所述第一夹板、所述第二夹板夹持位置改变提供动力的第一移动电机409以及与所述第一移动电机连接的第一伸缩杆410,所述第二夹持机构包括与瓷砖另一侧上表面相接触的第三夹板405、与所述第二夹板相连接用于为夹板提供动力的第三电机406、与瓷砖另一侧下表面相接触的第三夹板407、与所述第三夹板相连接用于为夹板提供动力的第四电机408以及为所述第三夹板、所述第四夹板夹持位置改变提供动力的第一移动电机411以及与所述第一移动电机连接的第一伸缩杆412。
56.请参阅图3所示,其为本发明实施例瓷砖防滑防污处理方法示意图,包括:
57.步骤s1,将待处理的瓷砖放置于支撑装置上,中控装置启动夹持装置对所述瓷砖进行夹持并启动打磨装置对瓷砖进行打磨;
58.步骤s2,中控装置将通过图像采集装置获取的瓷砖位置与预设位置相比较,当中控装置判定瓷砖位置不符合预设标准时,中控装置对所述夹持装置的夹持力进行调节;
59.步骤s3,当所述中控装置获取的瓷砖位置符合预设标准时,中控装置根据第一弹簧和第二弹簧的弹力变化获取瓷砖的稳定度,中控装置将获取的瓷砖稳定度与预设稳定度相比较,当中控装置判定瓷砖的稳定度不符合预设标准时,中控装置对所述夹持装置的夹持位置进行调节,其中,所述支撑装置包括用于减震的减震机构,所述减震机构包括第一弹簧、第二弹簧;
60.步骤s4,当所述中控装置获取的瓷砖稳定度符合预设标准时,中控装置通过将获取的瓷砖粗糙度与预设粗糙度相比较,对所述瓷砖的打磨效果进行判断,若瓷砖的打磨效果不符合预设标准,中控装置通过将获取的瓷砖粗糙度变化率与预设粗糙度变化率相比较,对所述打磨装置的转速进行调节。
61.所述夹持装置包括用于夹持瓷砖一侧的第一夹持机构以及与所述第一夹持机构对称设置的第二夹持机构,所述中控装置通过图像处理装置获取的瓷砖位置g(a,b),其中,a为瓷砖位置的横坐标,b为瓷砖位置的纵坐标,中控装置获取瓷砖的偏移角度正切值tanw,设定tanw=|b|/|a|,中控装置预设偏移角度正切值tanw,中控装置通过将获取的瓷砖偏移角度正切值与预设偏移角度正切值相比较,对所述第一夹持机构以及第二夹持机构的夹持力进行调节,其中,
62.当tanw≤tanw1时,所述中控装置增大所述第一夹持机构的夹持力,减小所述第二夹持机构的夹持力;
63.当tanw1<tanw<tanw2时,所述中控装置不对所述第一夹持机构以及第二夹持机构的夹持力进行调节,中控装置获取所述瓷砖稳定度;
64.当tanw≥tanw2时,所述中控装置减小所述第一夹持机构的夹持力,增大所述第二夹持机构的夹持力;
65.其中,所述中控装置预设偏移角度正切值tanw,设定第一预设预设偏移角度正切值tanw1,第二预设预设偏移角度正切值tanw2。
66.当所述中控装置获取的瓷砖偏移角度正切值tanw小于等于第一预设偏移角度正切值tanw1时,中控装置判定将所述第一夹持机构的夹持力f1增大至f11,设定f11=f1
×
(1 |tanw1-tanw|/tanw1),将所述第二夹持机构的夹持力f2减小至f21,设定f21=f2
×
(1-|tanw1-tanw|/tanw1),瓷砖偏移角度正切值tanw大于等于第二预设偏移角度正切值tanw2
时,中控装置判定将所述第一夹持机构的夹持力f1减小至f12,设定f12=f1
×
(1-|tanw2-tanw|/tanw2),将所述第二夹持机构的夹持力f2增大至f22,设定f22=f2
×
(1 |tanw2-tanw|/tanw2)。
67.所述第一夹持机构包括为用于夹持瓷砖一侧与所述瓷砖上表面相接触的第一夹持单元以及夹持瓷砖一侧与所述瓷砖下表面相接触的第二夹持单元,其中,所述第一夹持单元包括用于为夹持瓷砖提供夹持力的第一电机,所述第二夹持单元包括用于为夹持瓷砖提供夹持力的第二电机,所述第二夹持机构包括用于夹持瓷砖另一侧与所述瓷砖上表面相接触的第三夹持单元以及夹持瓷砖另一侧与所述瓷砖下表面相接触的第二夹持单元,其中,所述第三夹持单元包括用于为夹持瓷砖提供夹持力的第三电机,所述第二夹持单元包括用于为夹持瓷砖提供夹持力的第四电机,中控装置预设第一夹持机构夹持力f01,第二夹持机构夹持力f02,中控装置通过将获取的所述第一夹持机构以及所述第二夹持机构的夹持力与预设夹持力相比较,对所述第一电机、所述第二电机、所述第三电机以及所述第四电机的动力参数进行调节,其中,
68.当f1i≤f01时,所述中控装置减小所述第一电机、所述第二电机的动力参数;
69.当f1i>f01时,所述中控装置增大所述第一电机、所述第二电机的动力参数;
70.当f2i≤f02时,所述中控装置减小所述第三电机、所述第四电机的动力参数;
71.当f2i>f02时,所述中控装置增大所述第三电机、所述第四电机的动力参数;
72.其中,i=1,2。
73.具体而言,本发明对所述支撑装置的位置不做限定,能满足打磨要求即可,本发明提供一种优选实施例,以所述安装板的起始位置为原点,以横向为x轴,以纵向为y轴建立直角坐标系,所述中控装置通过图像处理装置获取瓷砖的位置,中控装置通过将获取的瓷砖在打磨过程中的偏移角度正切值与预设偏移角度正切值相比较,对所述第一夹持机构的夹持力、所述第二夹持机构的夹持力进行调节,其中,当中控装置获取瓷砖的偏移角度正切值小于等于第一预设偏移角度正切值时,说明此时瓷砖向靠近第二夹持机构的方向偏移,第一夹持机构的夹持力较小,第二夹持机构的夹持力较大,因此,中控装置通过增大所述第一电机、所述第二电机的动力参数增大第一夹持机构对瓷砖的夹持力,通过减小所述第三电机、所述第四电机的动力参数减小第二夹持机构的夹持力,以使瓷砖位置符合预设标准,当中控装置获取瓷砖的偏移角度正切值大于等于第二预设偏移角度正切值时,说明此时瓷砖向靠近第一夹持机构的方向偏移,第一夹持机构的夹持力较大,第二夹持机构的夹持力较小,因此,中控装置通过减小第一电机、第二电机的动力参数减小第一夹持机构对瓷砖的夹持力,通过增大第三电机、第四电机的动力参数增大第二夹持机构的夹持力,以使瓷砖位置符合预设标准。
74.所述支撑装置包括用于放置瓷砖的第一支撑机构、与所述第一支撑机构下方相连接用于减震的减震机构以及与所述减震机构下方相连接的第二支撑机构,其中,所述减震机构包括第一弹簧、第二弹簧,中控装置预设稳定度k,中控装置通过将获取的瓷砖稳定度k与预设稳定度相比较,对所述第一夹持机构与所述第二夹持机构的相对距离进行调节,其中,
75.当k≤k1时,所述中控装置减小所述第一夹持机构与所述第二夹持机构的相对距离;
76.当k1<k<k2时,所述中控装置不对所述第一夹持机构与所述第二夹持机构的相对距离进行调节,中控装置获取瓷砖的粗糙度;
77.当k≥k2时,所述中控装置增大所述第一夹持机构与所述第二夹持机构的相对距离;
78.其中,所述中控装置预设稳定度k,设定第一预设稳定度k1,第二预设稳定度k2。
79.所述中控装置获取瓷砖稳定度k,设定k=(f1-f1’)
×
(f2-f2’)/(t1)2,其中,t1为中控装置预设时间,f1为所述第一弹簧弹力、f2为所述第二弹簧弹力、f1’为经过预设时间后第一弹簧弹力、f2’为经过预设时间后第二弹簧弹力、t1为第一预设时间。
80.当所述中控装置获取瓷砖稳定度小于等于第一预设稳定度时,中控装置判定将所述第一夹持机构与所述第二夹持机构的相对距离x减小至x1,设定x1=x
×
(1-|k1-k|/k1),当中控装置获取瓷砖稳定度大于等于第二预设稳定度时,中控装置判定将所述第一夹持机构与所述第二夹持机构的相对距离x增大至x2,设定x2=x
×
(1-|k2-k|/k2)。
81.所述第一夹持机构包括为第一夹持机构移动提供动力的第一移动动力,所述第二夹持机构包括为所述第二夹持机构移动提供动力的第二移动动力单元,所述中控装置预设距离x0,中控装置通过将获取所述第一夹持机构与所述第二夹持机构的相对距离x与预设距离相比较,对所述第一移动动力单元的动力参数、所述第二移动动力单元的动力参数进行调节,其中,
82.当x≤x01时,所述中控装置增大所述第一移动动力单元、所述第二移动动力单元的动力参数;
83.当x01<x<x02时,所述中控装置不对所述第一移动动力单元、所述第二移动动力单元的动力参数进行调节;
84.当x≥x02时,所述中控装置减小所述第一移动动力单元、所述第二移动动力的动力参数。
85.具体而言,所述中控装置预设稳定度,中控装置通过将获取的瓷砖稳定的与预设稳定度相比较,对所述第一夹持机构与所述第二夹持机构的相对距离进行调节,其中,当中控装置获取的瓷砖稳定度小于等于第一预设稳定度时,说明此时瓷砖在打磨过程中比较稳定,即第一夹持机构与第二夹持机构的相对距离较大,瓷砖边缘处受到夹持力,容易使瓷砖在打磨过程中因为受力不均发生破碎,因此,中控装置通过增大所述第一移动动力单元、所述第二移动动力单元的动力参数以减小第一夹持机构与第二夹持机构的相对距离,以使瓷砖的打磨效果符合预设标准,当中控装置获取的瓷砖稳定度大于第一预设稳定度小于第二预设稳定度时,说明此时瓷砖在打磨过程中比较稳定,中控装置不对第一夹持机构与第二夹持机构的相对距离进行调节,当中控装置获取的瓷砖稳定度大于等于第二预设稳定度时,说明此时瓷砖在打磨过程中晃动较为严重,影响对瓷砖的打磨效果,此时第一夹持机构与第二夹持机构的相对距离较小,因此,中控装置通过减小所述第一移动动力单元、所述第二移动动力单元的动力参数以增大第一夹持机构与第二夹持机构的相对距离,以使瓷砖的打磨效果符合预设标准。
86.所述中控装置预设粗糙度d,中控装置通过将获取的瓷砖表面粗糙度d与预设粗糙度相比较,对瓷砖的打磨效果进行判定,其中,
87.当d≤d1时,所述中控装置判定瓷砖的打磨效果不符合预设标准;
88.当d1<d<d2时,所述中控装置判定瓷砖的打磨效果符合预设标准;
89.当d≥d2时,所述中控装置判定瓷砖的打磨效果不符合预设标准;
90.其中,所述中控装置预设粗糙度d,设定第一预设粗糙度d1,第二预设粗糙变化率d2。
91.当所述中控装置获取的瓷砖粗糙度小于等于第一预设粗糙度或者大于等于第二预设粗糙度时,中控装置判定瓷砖的打磨效果不符合预设标准,中控装置获取瓷砖表面的粗糙度变化率r,设定r=(d1-d2)/t2,其中,d1为中控装置获取的瓷砖表面粗糙度,d2为经过第二预设时间中控装置获取的瓷砖表面粗糙度,t2为第二预设时间,中控装置预设粗糙度变化率r,中控装置通过将获取的瓷砖表面粗糙度变化率r与预设变化率相比较,选取调节参数对所述打磨装置的转速进行调节,其中,
92.当r≤r1时,所述中控装置选取第一预设调节参数h1增大所述打磨装置的转速p至p1,设定p1=p
×
(1 h1);
93.当r1<r<r2时,所述中控装置不对所述打磨装置的转速进行调节;
94.当r≥r2时,所述中控装置选取第二预设调节参数h2减小所述打磨装置的转速p至p2,设定p2=p
×
(1-h2);
95.其中,所述中控装置预设粗糙度变化率r,设定第一预设粗糙度变化率r1,第二预设粗糙度变化率r2,中控装置预设调节参数h,设定第一预设调节参数h1,第二预设调节参数h2。
96.具体而言,所述中控装置预设粗糙度,中控装置通过将获取的瓷砖表面粗糙度与预设粗糙度相比较,判断所述瓷砖的打磨效果是否符合预设标准,当中控装置判定所述瓷砖的打磨效果不符合预设标准,中控装置预设粗糙度变化率,中控装置通过将获取的粗糙度变化率与预设粗糙率相比较,对所述打磨装置的转速进行调节,其中,当中控装置获取的瓷砖表面粗糙度变化率小于等于第一预设粗糙度变化率时,说明此时瓷砖的打磨效果不符合预设标准,因此中控装置通过增大打磨装置的转速以增大打磨装置对瓷砖的打磨力度,以使瓷砖的打磨效果符合预设标准,当中控装置获取的瓷砖表面粗糙度变化率大于第一预设粗糙度变化率小于第二预设粗糙度变化率时,说明瓷砖的打磨效果符合预设标准,当中控装置获取的瓷砖表面粗糙度变化率大于等于第二预设粗糙度变化率时,说明此时对瓷砖的打磨力度过大,影响瓷砖的使用效果,因此中控装置减小打磨装置的转速以减小打磨装置对瓷砖的打磨力度,以使瓷砖的打磨效果符合预设标准。
97.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
