1.本实用新型涉及铸造领域,具体涉及一种覆膜砂模具的开模调整定位装置。
背景技术:
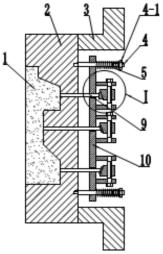
2.目前,以覆模砂铸造工艺生产的可锻铸铁水暖管件已得到广泛应用,但在近几年的生产实践中,发现覆膜砂砂型模具的顶出装置中顶针极易磨损。如附图1、图2所示,一种玛钢管件的砂型模具,在砂型模具本体2的内侧壁上设有用于成型砂型1的模腔,在其外侧壁设有顶出机构,所述顶出机构包括顶针6、顶针固定板7、顶针压紧板8、导柱4和复位弹簧5,其中顶针6匹配砂芯1形状在不同位置设置若干组,由于不同位置顶针6磨损严重程度不同,会导致各位置顶针6顶出长度不一致,而刚成型砂片或砂芯在尚未完全定型,此时被长短不一的顶针顶出会发生变形,经叠片成垛后浇注极易导致铸件毛边,甚至跑火等现象,给制件铸造精度、品质和成本带来不良影响,如不及时发现并更换会导致大批量的废品,另外顶针的更换维修繁琐费时,影响了整体生产节拍的一致性。
技术实现要素:
3.本实用新型提供一种覆膜砂模具的开模调整定位装置,旨在通过对顶针长度的调整,以解决因顶针磨损程度不同影响产品质量的问题,达到提高成品良品率,降低生产成本的目的 。
4.为实现上述目的,本实用新型采用以下技术方案:
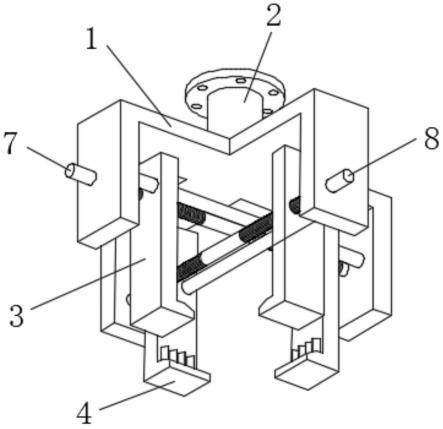
5.一种覆膜砂模具的开模调整定位装置,包括砂型模具本体、固定耳座、导向复位组件和顶针组件;所述砂型模具本体通过周边设置的固定耳座安装在制芯机上,在其内侧壁上设有用于成型砂型的模腔,在其外侧壁上配装导向复位组件和顶针组件;所述顶针组件包括专用顶针和长度调节机构,所述专用顶针尾部穿过砂型模具本体进入模腔中,专用顶针与长度调节机构匹配,所述长度调节机构为楔形面推进或螺纹旋进结构;所述导向复位组件包括导柱、复位板、复位弹簧和导柱螺母,所述导柱一端固定在砂型模具本体外侧壁上,另一端穿过复位板与导柱螺母装配,在复位板与导柱螺母之间安装复位弹簧,所述复位弹簧套装在导柱外面。
6.上述覆膜砂模具的开模调整定位装置,所述复位板设有与长度调节机构间隙配合的若干组穿过孔。
7.上述覆膜砂模具的开模调整定位装置,所述顶针长度调节机构为楔形面推进结构,与之匹配,所述专用顶针为楔形头顶针,在其头部设有楔形推进面;所述楔形面推进结构包括推进螺母、螺栓和螺栓安装座,所述推进螺母外壁为与楔形头顶针配合的楔形面,推进螺母套装在螺栓上,与螺栓组成丝杆螺母传动单元;所述螺栓两端与螺栓安装座配装;所述螺栓安装座固定安装在复位板上。
8.上述覆膜砂模具的开模调整定位装置,所述顶针长度调节机构为螺纹旋进结构,与之匹配,所述专用顶针为外螺纹顶针,在其头部一侧设有外螺纹,所述螺纹旋进结构包括
顶针固定板和锁止螺母;所述顶针固定板上设有与外螺纹顶针配合的螺纹孔,通过旋拧外螺纹顶针实现顶针长度的调整,并通过锁止螺母将外螺纹顶针锁止固定。
9.上述覆膜砂模具的开模调整定位装置,所述外螺纹顶针头部为与旋拧工具配合的多棱柱结构。
10.本实用新型在与砂型模具本体配装的顶针组件中增设长度调节机构,可通过楔形面推进或螺纹旋进两种方式实现对顶针长度的调节,解决了因顶针磨损严重程度不同对产品质量造成不良影响的问题,并避免了频繁更换顶针对整体生产节拍一致性的影响,从而达到了提高产品良品率、降低生产成本的目的。
附图说明
11.图1是现有技术中玛钢管件的砂型模具结构示意图;
12.图2图1的右侧视图;
13.图3是本实用新型第一优选实施例结构示意图;
14.图4 是图3中ⅰ处结构放大图;
15.图5是本实用新型第一优选实施例中顶针长度调节过程示意图;
16.图6是本实用新型第二优选实施例结构示意图;
17.图7 是图6中ⅱ处结构放大图;
18.图8是本实用新型第二优选实施例中顶针长度调节过程示意图。
19.图中各标号分别表示为:1、砂型;2、砂型模具本体;3、固定耳座;4、导柱,4-1、导柱螺母;5、复位弹簧;6、顶针;7、顶针固定板; 8、顶针压紧板;9、楔形头顶针;10、复位板;11、螺栓安装座;12、推进螺母,12-1、楔形面;13、螺栓;14、外螺纹顶针,14-1、外螺纹,14-2、多棱柱结构;15、锁止螺母。
具体实施方式
20.下面结合附图及具体实施例对本实用新型作进一步说明。
21.参看图1、图2 ,现有技术中的一种玛钢管件的砂型模具,在砂型模具本体2的内侧壁上设有用于成型砂型1的模腔,在其外侧壁设有顶出机构,所述顶出机构包括顶针6、顶针固定板7、顶针压紧板8、导柱4和复位弹簧5,其中顶针6匹配砂型1形状在不同位置设置若干组,由于不同位置顶针6磨损严重程度不同,会导致各位置顶针6顶出长度不一致,而刚成型砂片或砂芯在尚未完全定型状态下,此时被长短不一的顶针顶出会发生变形,经叠片成垛后浇注极易导致铸件毛边,甚至跑火等现象,给制件铸造精度、品质和成本带来不良影响。
22.参看图3至图8,针对现有技术中存在的不同位置顶针磨损后顶出长度不一致的问题,本实用新型提供一种覆膜砂模具的开模调整定位装置,它在原砂型模具中增设长度调节机构,可通过楔形面推进或螺纹旋进两种实施方式实现对顶针长度的调节,具体结构为:包括砂型模具本体2、固定耳座3、导向复位组件和顶针组件;所述砂型模具本体2通过周边设置的固定耳座3安装在制芯机上,在其内侧壁上设有用于成型砂型1的模腔,在其外侧壁上配装导柱组件、复位组件和顶针组件;所述顶针组件包括专用顶针和长度调节机构,所述专用顶针尾部穿过砂型模具本体2进入模腔中,专用顶针与长度调节机构匹配,所述长度调节机构为楔形面推进或螺纹旋进结构;所述导向复位组件包括导柱4、复位板10、复位弹簧5
和导柱螺母4-1,所述导柱4一端固定在砂型模具本体2外侧壁上,另一端穿过复位板10与导柱螺母4-1装配,在复位板10与导柱螺母4-1之间安装复位弹簧5,所述复位弹簧5套装在导柱4外面,在复位板10上设有与长度调节机构间隙配合的若干组穿过孔。
23.参看图3、图4、图5,本实用新型的第一优选实施例为:所述顶针长度调节机构为楔形面推进结构,与之匹配,将专用顶针设计为楔形头顶针9,在其头部设置楔形推进面9-1;所述楔形面推进结构包括推进螺母12、螺栓13和螺栓安装座11,所述推进螺母12外壁为与楔形头顶针9配合的楔形面12-1,推进螺母12套装在螺栓13上,与螺栓13组成丝杆螺母传动单元;所述螺栓13两端与螺栓安装座11配装;所述螺栓安装座11固定安装在复位板10上。
24.参看图6、图7、图8,本实用新型的第二优选实施例为:所述顶针长度调节机构为螺纹旋进结构,与之匹配,将专用顶针设计为外螺纹顶针14,在其头部一侧设有外螺纹14-1,所述螺纹旋进结构包括顶针固定板7和锁止螺母15;所述顶针固定板7上设有与顶针外螺纹14-1配合的螺纹孔,通过旋拧外螺纹顶针14实现顶针长度的调整,并通过锁止螺母15将顶针锁止固定,在外螺纹顶针14的头部设有与旋拧工具配合的多棱柱结构14-2。
25.本实用新型改变了传统顶针的安装方式,解决了顶针磨损后不易调整和更换的弊病,提高产品良品率,降低成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。