1.本实用新型属于炭/炭复合材料热场产品加工制造技术领域,具体涉及一种炭/炭热场产品保温盖的拼接结构。
背景技术:
2.目前炭/炭复合材料在航天、航空等军工领域深入应用,单晶光伏市场用热场制品快速代替石墨材料,炭/炭复合材料制品的市场需求急剧增加。其中炭/炭盖板是环状的板状结构,在热场中起支撑作用,目前盖板的尺寸主要有26、28、30、32吋,但随着光伏行业的需求,越来越大的生产设备引入,小尺寸的热场产品已经不能够满足所需,因此其尺寸也越做越大,36、40吋产品也屡见不鲜。在实际生产中,用大尺寸毛坯制备大尺寸炭/炭盖板结构完整性好,但在毛坯生产过程中,大尺寸毛坯相对于小尺寸毛坯较难实现高密度,因此难以满足大尺寸炭/炭盖板结构密度合格率,此外,生产大尺寸炭/炭盖板结构所耗费的时间成本更高,因此如何提高大尺寸产品的密度合格率和生产效率是炭/炭热场产品保温盖生产面临的关键技术问题。
技术实现要素:
3.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种炭/炭热场产品保温盖的拼接结构。该炭/炭热场产品保温盖的拼接结构由拼接组件相邻之间通过榫卯连接结构沿圆周方向连接形成紧密的环状结构,通过组件拼接的方式制备炭/炭热场产品保温盖的拼接结构使得毛坯的尺寸大幅减小,实现了利用小尺寸毛坯生产大尺寸产品,提高了大尺寸炭/炭热场产品保温盖拼接结构的密度合格率。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种炭/炭热场产品保温盖拼接结构,其特征在于,包括n个拼接组件,所述n个拼接组件一端的正面设有第一榫头和第一卯槽,另一端的反面设有第二卯槽和第二榫头,且第一卯槽和第二卯槽的形状结构完全相同,第一榫头和第二榫头的形状结构也完全相同,所述n个拼接组件沿圆周方向环绕炭/炭热场产品保温盖拼接结构的轴心线连接,所述n个拼接组件相邻之间通过榫卯结构连接,且n个拼接组件相邻之间榫卯配合后中间形成了一个径向销孔,径向销孔内过盈配合有水平销钉,所述n个拼接组件相邻之间的榫卯结构连接部位上均开设有m个轴向销孔,所述m个轴向销孔内均过盈配合有竖直销钉。
5.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述第一卯槽和第二卯槽的槽宽均对应大于第一榫头和第二榫头的宽度。
6.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述n个拼接组件的厚度与所述炭/炭热场产品保温盖拼接结构的厚度一致。
7.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述竖直销钉的直径大于轴向销孔的直径,长度大于拼接组件的厚度。
8.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述水平销钉的厚度大
于径向销孔的厚度,宽度大于径向销孔的宽度,长度大于炭/炭热场产品保温盖拼接结构的环宽。
9.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述m个轴向销孔对称设置于径向销孔的两侧。
10.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述n为3,4,5,6,8,9,10或12。
11.上述的一种炭/炭热场产品保温盖拼接结构,其特征在于,所述m为不小于2的正偶数。
12.本实用新型与现有技术相比具有以下优点:
13.1、本实用新型采用组件拼接的方式制备炭/炭热场产品保温盖拼接结构,使得坯料的尺寸大幅减小,由于在制备毛坯时,小尺寸毛坯比大尺寸毛坯更容易实现高密度,因此利用小尺寸毛坯生产大尺寸产品,提高了大尺寸炭/炭热场产品保温盖拼接结构的密度合格率。
14.2、本实用新型的炭/炭热场产品保温盖拼接结构采用一种拼接组件,且拼接组件结构简单,易于拼装,提高了炭/炭热场产品保温盖拼接结构的拼装制备效率。
15.3、本实用新型的炭/炭热场产品保温盖的拼接结构由拼接组件相邻之间通过榫卯连接结构沿圆周方向连接形成紧密的环状结构,并在此基础上采用竖直销钉和水平销钉沿炭/炭热场产品保温盖的拼接结构的轴心线和径向两个方向上过盈销紧,多个配合面的相互配合极大地提高了炭/炭热场产品保温盖拼接结构的整体性和稳固性,此外,利用材料本体来承受剪切力,保证了炭/炭热场产品保温盖拼接结构的强度。
16.4、本实用新型在满足使用要求下,在毛坯的尺寸足够大且符合可加工性时,可使用不同类型的毛坯加工所需的拼接组件,选材广泛,适应性强。
17.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
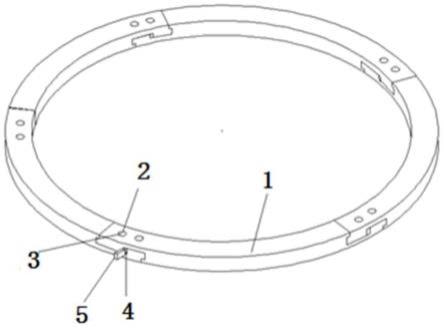
18.图1为本实用新型炭/炭热场产品保温盖拼接结构的结构示意图。
19.图2为本实用新型炭/炭热场产品保温盖拼接结构的俯视图。
20.图3为本实用新型相邻之间的拼接组件榫卯结构连接部位侧面剖视图。
21.图4为本实用新型炭/炭热场产品保温盖拼接结构的拼接组件的结构示意图。
22.附图标记说明:
23.1—拼接组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—轴向销孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—竖直销钉;
24.4—径向销孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5—水平销钉;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—第一榫头;
25.7—第一卯槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8—第二卯槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9—第二榫头。
具体实施方式
26.实施例1
27.如图1、图2、图3和图4所示,本实施例的炭/炭热场产品保温盖拼接结构包括n个拼接组件1,所述n个拼接组件1的一端的正面设有第一榫头6和第一卯槽7,另一端的反面设有第二卯槽8和第二榫头9,且第一卯槽7和第二卯槽8的形状结构完全相同,第一榫头6和第二
榫头9的形状结构也完全相同,所述n个拼接组件1沿圆周方向环绕炭/炭热场产品保温盖拼接结构的轴心线连接,且n个拼接组件1相邻之间通过榫卯结构连接,且n个拼接组件1相邻之间榫卯配合后中间形成了一个径向销孔4,径向销孔4内过盈配合有水平销钉5,所述n个拼接组件1相邻之间的榫卯结构连接部位上均开设有m个轴向销孔2,所述m个轴向销孔2内均过盈配合有竖直销钉3。
28.本实施例中,通过在拼接组件1的一端的正面设置第一榫头6和第一卯槽7,另一端的反面设置第二卯槽8和第二榫头9,且第一卯槽7与第二卯槽8的形状结构完全相同,第一榫头6与第二榫头9的形状结构完全相同,使得当n个拼接组件1沿圆周方向环绕炭/炭热场产品保温盖拼接结构的轴心线连接时,相邻拼接组件1之间能够以榫卯结构连接,即沿顺时针方向,第一个拼接组件1的第一榫头6与第n个拼接组件1的第二卯槽8榫卯配合,第一个拼接组件1的第一卯槽7与第n个拼接组件1的第二榫头9榫卯配合,第一个拼接组件1的第二卯槽8与第二个拼接组件1的第一榫头6榫卯配合,第一个拼接组件1的第二榫头9与第二拼接组件1的第一卯槽7榫卯配合,以此类推,直至第n-1个拼接组件1的第二卯槽8与第n个拼接组件1的第一榫头6榫卯配合,第n-1个拼接组件1的第二榫头9与第n个拼接组件1的第一卯槽7榫卯配合,从而形成一个闭合连接的环状炭/炭热场产品保温盖拼接结构,通过这种组件拼接的方式制备环状炭/炭热场产品保温盖,使得制备大尺寸环状炭/炭热场产品保温盖时,可以选择小尺寸毛坯为原料,先将小尺寸毛坯加工成拼接组件1,再将拼接组件1拼接成大尺寸的环状炭/炭热场产品保温盖,由于在制备毛坯时,小尺寸毛坯比大尺寸毛坯更容易实现高密度,因此利用小尺寸毛坯通过组件拼接的方式制备大尺寸炭/炭热场产品保温盖,大大提高了大尺寸炭/炭热场产品保温盖的密度合格率;上述n个拼接组件1相邻之间榫卯配合后中间均形成了一个径向销孔4,便于水平销钉5装入并与径向销孔4过盈配合,同时,n个拼接组件1相邻之间的榫卯结构连接部位上均设有m个轴向销孔2,且m个轴向销孔2内均设有与其过盈配合的竖直销钉3,通过水平销钉5与径向销孔4过盈配合以及竖直销钉3与轴向销孔2过盈配合使炭/炭热场产品保温盖拼接结构榫卯结构连接部位无间隙并不发生松动,且多个配合面相互配合增强了保温盖的整体性和稳固性。
29.进一步地,本实施例中所述第一卯槽7和第二卯槽8的槽宽均对应大于第一榫头6和第二榫头9的宽度,因此当n个拼接组件1沿圆周方向环绕炭/炭热场产品保温盖拼接结构的轴心线连接时,n个拼接组件1相邻之间榫卯配合后中间能够形成一个径向销孔4。
30.通常,第一卯槽7和第二卯槽8的槽宽均为35mm,槽深均为5mm,同时,第一卯槽7和第二卯槽8的槽宽均对应大于第一榫头6和第二榫头9的宽度5mm,即第一榫头6和第二榫头9的宽度为30mm,因此,当n个拼接组件1相邻之间榫卯配合后中间能够形成一个厚度和宽度均为5mm的径向销孔4。
31.通过大量实验证明当第一卯槽7和第二卯槽8的槽宽均为35mm,槽深均为5mm,第一榫头6和第二榫头9的宽度为30mm时,得到的炭/炭热场产品保温盖拼接结构强度更大。
32.进一步地,本实施例中所述n个拼接组件1的厚度与炭/炭热场产品保温盖拼接结构的厚度一致,目的是保证炭/炭热场产品保温盖拼接结构整体光滑平整。
33.通常,n个拼接组件1的厚度与炭/炭热场产品保温盖拼接结构的厚度均为12mm以上,有利于卯槽和榫头的加工和拼接结构的实现。
34.进一步地,本实施例中所述竖直销钉3的直径大于轴向销孔2的直径,长度大于拼
接组件1的厚度,目的是保证竖直销钉3与轴向销孔2过盈配合,装配时,需将竖直销钉3用砂纸打磨后再与轴向销孔2过盈配合,多余部分再用砂纸打磨平整。
35.通常,轴向销孔2的直径为8mm,竖直销钉3的直径大于8mm,目的是保证竖直销钉3与轴向销孔2过盈配合后能够最大程度地增强榫卯结构的连接强度,同时不会因轴向销孔2直径过大而破坏榫卯结构。
36.进一步地,本实施例中所述水平销钉5的厚度大于径向销孔4的厚度,宽度大于径向销孔4的宽度,长度大于炭/炭热场产品保温盖拼接结构的环宽,目的是保证所述水平销钉5与所述径向销孔4过盈配合,装配时,需将水平销钉5用砂纸打磨后与径向销孔4过盈配合,多余部分再用砂纸打磨平整。
37.通常,水平销钉5的厚度大于5mm,宽度大于7mm,保证了水平销钉5与厚度和宽度均为5mm的径向销孔4过盈配合。
38.本实施例中为了加工方便,优选竖直销钉3为圆柱销钉,水平销钉5为长方体销钉。
39.进一步地,本实施例中所述m个轴向销孔2对称设置于径向销孔4的两侧,当竖直销钉3和轴向销孔2过盈配合后,水平销钉5和径向销孔4之间的过盈配合也会更加紧密可靠,从而增加了榫卯结构的整体稳固性。
40.进一步地,本实施例中优选n为3,4,5,6,8,9,10或12,首先是由于这些数字能被360
°
整除,因此拼接组件1的弧度为整数,使相同尺寸的拼接组件1的加工更容易实现,其次,优选n不大于12是由于拼接组件1的个数过多,会使拼装过程繁琐,拼装效率降低。
41.进一步地,本实施例中优选m为不小于2的正偶数,是为了保证轴向销孔2可以对称地分布在径向销孔4的两侧。
42.通常,每个相邻之间的拼接组件1榫卯结构连接部位上设置的轴向销孔2的个数m为2,这是由于在径向销孔4两侧分别对称设置一个轴向销钉3与对应的轴向销孔2过盈配合,实现了榫卯结构的稳固,因此避免了轴向销钉3的浪费,节约了成本。
43.实际使用中,本实施例的炭/炭热场产品保温盖拼接结构是由8个拼接组件1拼接而成的外径为1151mm,内径为1050mm的36吋的盖板,且拼接组件1的厚度与保温盖拼接结构的厚度均为20mm,该炭/炭热场产品保温盖拼接结构用于相应尺寸的单晶硅直拉炉。
44.实际使用中,本实施例的炭/炭热场产品保温盖拼接结构是由5个拼接组件1拼接而成的外径为1075mm,内径为825mm的36吋的盖板,且拼接组件1的厚度与保温盖拼接结构的厚度均为16mm,该炭/炭热场产品保温盖拼接结构用于相应尺寸的单晶硅直拉炉。
45.本实用新型炭/炭热场产品保温盖拼接结构的制备过程为:将第一个拼接组件1的第一榫头6装入第n个拼接组件1的第二卯槽8中,在第一个拼接组件1的第一卯槽7中装入第n个拼接组件1的第二榫头9,将第一个拼接组件1的第二榫头9装入第二拼接组件1的第一卯槽7中,在第一个拼接组件1的第二卯槽8中装入第二个拼接组件1的第一榫头6,以此类推,直至将第n-1个拼接组件1的第二榫头9装入第n个拼接组件1的第一卯槽7中,在第n-1个拼接组件1的第二卯槽8中装入第n个拼接组件1的第一榫头6,使得相邻之间的拼接组件1通过正反对称的方式按压拼接并沿着圆周方向环绕炭/炭热场产品保温盖拼接结构的轴心线连接,然后在每个相邻之间的拼接组件1榫卯连接结构部位上的轴向销孔2内安装竖直销钉1进行固定,并在榫卯连接结构部位的径向销孔4内安装水平销钉5过盈销紧,得到炭/炭热场产品保温盖拼接结构。
46.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制。凡是根据实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本实用新型技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。