1.本实用新型涉及产品整理技术领域,具体涉及一种钻石形产品自动理料装置。
背景技术:
2.随着社会的发展,人们对产品的质量要求也越来越高,在产品出厂之前,需要对产品进行检测。产品的排列可以便于进行检测,对于钻石形产品(如水钻、锆钻、人造钻石等),目前一般采用人工排列的方式将钻石形产品按一定的方向摆放整齐(一般使钻石形产品的上端朝上),便于对其尺寸及外观进行检测,以分选出其中的不合格品,但是由于钻石形产品的尺寸微小,因此人工排列过程就非常地麻烦,不仅需要投入较大的人工,导致人工成本较高,而且工作效率低下。
3.现有技术中也有能够对钻石形产品进行自动整理排列的自动理料装置,目前的自动理料装置一般采用振动盘配合一定的导向机构,在振动输送过程中保留钻石形产品尖部朝上的排列,而对其它方向的排列均进行剔除,但是,这种自动理料装置仅适用于尺寸大于3mm的大颗粒钻石形产品,而对于尺寸小于3mm的小颗粒钻石形产品则无法排列。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种钻石形产品自动理料装置,这种钻石形产品自动理料装置能够使各个小颗粒钻石形产品按尖部朝上的方向自动排列整齐,便于后续对其外观及尺寸进行检测,有利于提高工作效率并保证检测效果。采用的技术方案如下:
5.一种钻石形产品自动理料装置,其特征在于:包括机架、承料板、供料刷料器、用于驱动供料刷料器左右平移的第一平移机构、检测平台、旋转座、至少一个翻转板和用于驱动旋转座旋转的旋转机构;承料板、第一平移机构、旋转机构均安装在机架上;供料刷料器设置在承料板的上方,并且供料刷料器的底部与承料板的顶面相配合,供料刷料器具有积料腔,供料刷料器的底部设有出料口和刷料机构,出料口与积料腔连通;检测平台设于承料板的下方并与供料刷料器位置相对应;旋转座的旋转轴线沿前后方向设置,翻转板安装在旋转座上并处在供料刷料器和检测平台之间,翻转板远离旋转座旋转轴线的表面为第一表面,翻转板的第一表面上设有多个产品容纳槽,翻转板中设有负压腔,各个产品容纳槽的槽底均与负压腔连通;在翻转板翻转到上方的状态下,翻转板的第一表面与承料板的顶面相接并处于同一平面,在翻转板翻转到下方的状态下,翻转板的第一表面与检测平台的台面相配合。
6.通常,待检测的钻石形产品为尺寸小于3mm的小颗粒钻石形产品,翻转板上的产品容纳槽与钻石形产品的形状及尺寸大小相匹配,产品容纳槽的槽底宽度小于产品容纳槽的槽口宽度;一个产品容纳槽能够容纳一个钻石形产品,钻石形产品在完全进入产品容纳槽中后,钻石形产品的尖部朝下,钻石形产品的顶部低于产品容纳槽的槽口位置。
7.通常,翻转板中的负压腔与一抽真空装置连通,抽真空装置通过负压腔抽气而在
各个产品容纳槽底部产生负压,对进入各个产品容纳槽中的钻石形产品起到吸附作用。
8.初始状态下,可使一翻转板翻转到上方并处在承料板的左侧或右侧,该承料板的第一表面与承料板的顶面相接并处于同一平面,供料刷料器的底部与承料板的顶面相配合。工作时,先向供料刷料器的积料腔中添加待检测的钻石形产品(此时承料板托住积料腔中的钻石形产品);随后,第一平移机构驱动供料刷料器从承料板的正上方平移至该翻转板的正上方,带动积料腔中的钻石形产品从承料板的顶面上转移至该翻转板的第一表面上;随后,积料腔中的钻石形产品在刷料机构的作用下沿该翻转板的第一表面前后往复移动,使部分钻石形产品在经过相应的产品容纳槽的槽口时分别进入相应的产品容纳槽中,具体如下:如果进入产品容纳槽中的钻石形产品尖部朝下,则钻石形产品完全进入产品容纳槽中,其上表面低于产品容纳槽的槽口位置,无法再被刷料条刷出;如果钻石形产品除其尖部外的其他部位先进入产品容纳槽中,则钻石形产品会部分凸出在产品容纳槽的槽口外面,并在相应的刷料条作用下被刷出产品容纳槽;直至在各个产品容纳槽中均完全嵌入相应的钻石形产品后,第一平移机构驱动第一平移座平移复位至承料板的正上方,带动该翻转板上未进入产品容纳槽中的多余钻石形产品从该翻转板的第一表面上转移至承料板顶面上;随后,由旋转机构驱动旋转座旋转,带动该翻转板及其上的各个钻石形产品绕其旋转轴线翻转180度,在此过程中抽真空装置通过负压腔抽气而在各个产品容纳槽底部产生负压,使各个产品容纳槽中的钻石形产品位置稳固,防止钻石形产品转移过程中出现掉落的情况;直至在该翻转板的第一表面朝向正下方后,通过另外的驱动装置将检测平台平移到该翻转板的正下方,并使检测平台的台面与该翻转板的第一表面接触配合,然后,抽真空装置停止抽气,使各个钻石形产品在自身重力作用下分别从相应的产品容纳槽中脱离出来并平稳地摆放在检测平台的台面上(此时各个钻石形产品的尖部均朝向正上方)。这种钻石形产品自动理料装置能够自动对多个小颗粒钻石形产品进行整理排列,使各个钻石形产品按尖部朝上的方向排列整齐,便于对其外观及尺寸进行检测,相对于现有技术采用人工排列的方式,使用省时省力,并可使钻石形产品的排列更为整齐,有利于提高工作效率并保证检测效果。
9.优选方案中,所述第一平移机构包括第一水平导轨、第一平移座、第一螺杆和第一平移电机,第一水平导轨安装在所述机架上并且为左右走向,第一平移座安装在第一水平导轨上并与第一水平导轨滑动配合;第一螺杆可转动安装在机架上并与第一水平导轨相平行,第一平移座上设有与第一螺杆相啮合的第一螺孔;第一平移电机安装在机架上,第一平移电机的输出轴与第一螺杆传动连接。工作时,第一平移电机驱动第一螺杆正转或反转,带动第一平移座沿第一水平导轨向左或向右平移一定距离,进而带动供料刷料器在翻转板和承料板之间来回移动。
10.上述翻转板的数量可以为一个或多个。一种具体方案中,所述翻转板的数量为两个,两个翻转板均安装在所述旋转座上并且相对于旋转座的旋转轴线对称设置。采用这种结构,当装填有钻石形产品的翻转板翻转至下方并与检测平台的台面相配合的位置时,另一空的翻转板翻转至上方并与承料板相配合的位置,这样能够并行完成对钻石形产品的排列、摆放工序,可进一步提高工作效率。
11.优选方案中,所述旋转机构包括旋转电机、减速器和中心轴,中心轴可转动安装在所述机架上并且为前后走向;所述旋转座固定安装在中心轴上;旋转电机安装在机架上,旋转电机的输出轴通过减速器与中心轴传动连接。中心轴的轴线即为所述旋转座的旋转轴
线。工作时,旋转电机驱动中心轴转动,带动旋转座及其上的翻转板一起绕中心轴旋转180度。
12.优选方案中,所述供料刷料器包括所述的刷料机构和框体,框体的内腔构成所述的积料腔,框体的下端构成所述的出料口,刷料机构安装在出料口处。工作时,可通过框体的上端开口向积料腔添加待检测的钻石形产品。
13.进一步的优选方案中,所述钻石形产品自动理料装置还包括用于驱动供料刷料器前后平移的第二平移机构,第二平移机构安装在所述第一平移机构的动力输出端上;所述刷料机构由多个刷料条构成,各个刷料条固定安装在所述出料口处。在本方案中,刷料机构采用固定安装的刷料条,配合第二平移机构驱动供料刷料器的前后往复移动,刷料条跟随移动,将钻石形产品刷进或刷出产品容纳槽,这样将刷料机构简化为无动力的刷料条;而在其它方案中,刷料机构可以采用独立的驱动,例如在出料口中采用往复式驱动装置来同时驱动多个刷料条移动,将钻石形产品刷进或刷出产品容纳槽,此方案下,则无需设置第二平移机构。
14.更进一步的优选方案中,所述刷料条的材质为橡胶、海绵或其他发泡材料。这样。可使刷料条的材质柔软并具有一定弹性,刷料条在与钻石形产品接触或挤压后会发生相应变形,这样可有效防止刷料条与钻石形产品撞击而对钻石形产品表面造成损伤,并且可减小理料过程中产生的噪音。
15.更进一步的优选方案中,所述第二平移机构包括第二水平导轨、第二平移座、第二螺杆和第二平移电机,第二水平导轨安装在所述第一平移机构的动力输出端上并且为前后走向,第二平移座安装在第二水平导轨上并与第二水平导轨滑动配合;第二螺杆可转动安装在第一平移机构的动力输出端上并与第二水平导轨相平行,第二平移座上设有与第二螺杆相啮合的第二螺孔;所述供料刷料器安装在第二平移座上;第二平移电机安装在第二平移座上,第二平移电机的输出轴与第二螺杆传动连接。工作时,第二平移电机驱动第二螺杆正转或反转,带动第二平移座和供料刷料器沿第二水平导轨向前或向后平移一定距离。
16.更进一步的优选方案中,所述刷料机构为刷料底板,刷料底板安装在所述出料口的下端面上,刷料底板上开设有多个条形孔,条形孔与所述的承料板或翻转板构成积料槽,相邻两个条形孔之间的分隔部构成所述的刷料条。在条形孔与翻转板构成积料槽的情况下,大量的钻石形产品堆积在积料槽中,只要第二平移机构驱动供料刷料器的框体来回移动几下,总是有正确方向的钻石形产品被刷料条刷进产品容纳槽中。
17.再更进一步的优选方案中,所述刷料底板为橡胶板。刷料底板设置为橡胶板,可使刷料条的材质柔软并具有一定弹性,刷料条在与钻石形产品接触或挤压后会发生相应变形,这样可有效防止刷料条与钻石形产品撞击而对钻石形产品表面造成损伤,并且可减小理料过程中产生的噪音。
18.上述第一平移电机、第二平移电机、旋转电机可以采用伺服电机或步进电机。
19.本实用新型与现有技术相比,具有如下优点:
20.这种钻石形产品自动理料装置能够自动对多个小颗粒钻石形产品进行整理排列,使各个钻石形产品按尖部朝上的方向排列整齐,便于对其外观及尺寸进行检测,相对于现有技术采用人工排列的方式,使用省时省力,并可使钻石形产品的排列更为整齐,有利于提高工作效率并保证检测效果。
附图说明
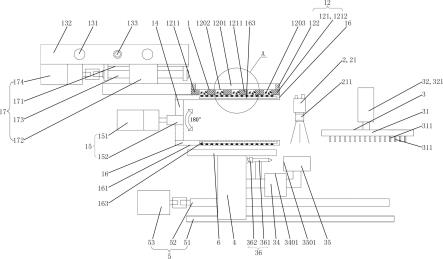
21.图1是本实用新型优选实施例的结构示意图。
22.图2是图1的a处放大图。
23.图3是图1的俯视图。
具体实施方式
24.如图1-图3所示,这种钻石形产品自动理料装置包括机架(图中未画出)、承料板1、供料刷料器2、用于驱动供料刷料器2左右平移的第一平移机构3、检测平台4、旋转座5、至少一个翻转板6以及用于驱动旋转座5旋转的旋转机构7;承料板1、第一平移机构3、旋转机构7均安装在机架上;供料刷料器2设置在承料板1的上方,并且供料刷料器2的底部与承料板1的顶面相配合,供料刷料器2具有积料腔201,供料刷料器2的底部设有出料口202和刷料机构21,出料口202与积料腔201连通;检测平台4设于承料板1的下方并与供料刷料器2位置相对应;旋转座5的旋转轴线沿前后方向设置,翻转板6安装在旋转座5上并处在供料刷料器2和检测平台4之间,翻转板6远离旋转座5旋转轴线的表面为第一表面61,翻转板6的第一表面61上设有多个产品容纳槽62;翻转板6中设有负压腔63,各个产品容纳槽62的槽底均与负压腔63连通;在翻转板6翻转到上方的状态下,翻转板6的第一表面61与承料板1的顶面相接并处于同一平面,在翻转板6翻转到下方的状态下,翻转板6的第一表面61与检测平台4的台面相配合。
25.在本实施例中,第一平移机构3包括第一水平导轨31、第一平移座32、第一螺杆33和第一平移电机34,第一水平导轨31安装在机架上并且为左右走向,第一平移座32安装在第一水平导轨31上并与第一水平导轨31滑动配合;第一螺杆33可转动安装在机架上并与第一水平导轨31相平行,第一平移座32上设有与第一螺杆33相啮合的第一螺孔;第一平移电机34安装在机架上,第一平移电机34的输出轴与第一螺杆33传动连接。在本实施例中,翻转板6的数量为两个,两个翻转板6均安装在旋转座5上并且相对于旋转座5的旋转轴线对称设置。当装填有钻石形产品的翻转板6翻转至下方并与检测平台4的台面相配合的位置时,另一空的翻转板6翻转至上方并与承料板1相配合的位置,这样能够并行完成对钻石形产品的排列、摆放工序,可进一步提高工作效率。
26.在本实施例中,旋转机构7包括旋转电机71和中心轴72,中心轴72可转动安装在机架上并且为前后走向;旋转座5固定安装在中心轴72上;旋转电机71安装在机架上,旋转电机71的输出轴与中心轴72传动连接。中心轴72的轴线即为旋转座5的旋转轴线。
27.上述钻石形产品自动理料装置还包括用于驱动供料刷料器2前后平移的第二平移机构8,第二平移机构8安装在第一平移机构3的动力输出端上;供料刷料器2包括刷料机构21和框体22,框体22的内腔构成所述的积料腔201,框体22的下端构成出料口202;刷料机构21由多个刷料条211构成,各个刷料条211固定安装在出料口202处。刷料机构21采用固定安装的刷料条211,配合第二平移机构8驱动供料刷料器2的前后往复移动,刷料条211跟随移动,将钻石形产品刷进或刷出产品容纳槽62,这样将刷料机构21简化为无动力的刷料条211。
28.在本实施例中,第二平移机构8包括第二水平导轨81、第二平移座82、第二螺杆83和第二平移电机84,第二水平导轨81安装在第一平移座32上并且为前后走向,第二平移座
82安装在第二水平导轨81上并与第二水平导轨81滑动配合;第二螺杆83可转动安装在第一平移座32上并与第二水平导轨81相平行,第二平移座82上设有与第二螺杆83相啮合的第二螺孔;供料刷料器2安装在第二平移座82上;第二平移电机84安装在第二平移座82上,第二平移电机84的输出轴与第二螺杆83传动连接。
29.在本实施例中,刷料机构21为刷料底板212,刷料底板212安装在出料口202的下端面上,刷料底板212为橡胶板;刷料底板212上开设有多个条形孔2121,条形孔2121与承料板1或翻转板6构成积料槽203,相邻两个条形孔2121之间的分隔部2122构成刷料条211。在条形孔2121与翻转板6构成积料槽203的情况下,大量的钻石形产品堆积在积料槽中,只要第二平移机构8驱动供料刷料器2的框体22来回移动几下,总是有正确方向的钻石形产品被刷料条211刷进产品容纳槽62中;刷料底板212设置为橡胶板,可使刷料条211的材质柔软并具有一定弹性,刷料条211在与钻石形产品接触或挤压后会发生相应变形,这样可有效防止刷料条211与钻石形产品撞击而对钻石形产品表面造成损伤,并且可减小理料过程中产生的噪音。
30.下面简述一下本钻石形产品自动理料装置的工作原理:
31.待检测的钻石形产品为尺寸小于3mm的小颗粒钻石形产品,翻转板6上的产品容纳槽62与钻石形产品的形状及尺寸大小相匹配,产品容纳槽62的槽底宽度小于产品容纳槽62的槽口宽度;一个产品容纳槽62能够容纳一个钻石形产品,钻石形产品在完全进入产品容纳槽62中后,钻石形产品的尖部朝下,钻石形产品的顶部低于产品容纳槽62的槽口位置。翻转板6中的负压腔63与一抽真空装置连通,抽真空装置通过负压腔63抽气而在各个产品容纳槽62底部产生负压,对进入各个产品容纳槽62中的钻石形产品起到吸附作用。
32.初始状态下,可使一翻转板6翻转到上方并处在承料板1的左侧或右侧,该承料板1的第一表面61与承料板1的顶面相接并处于同一平面,供料刷料器2的底部与承料板1的顶面相配合。工作时,先通过供料刷料器2的框体22上端开口向积料腔201中添加待检测的钻石形产品(此时承料板1托住积料腔201中的钻石形产品);随后,第一平移机构3的第一平移电机34驱动第一螺杆33转动,带动第一平移座32沿第一水平导轨31向左或向右平移,带动供料刷料器2从承料板1的正上方平移至翻转板6的正上方,并带动积料腔201中的钻石形产品从承料板1的顶面上转移至该翻转板6的第一表面61上;随后,第二平移电机84驱动第二螺杆83正反向转动,带动第二平移座82和供料刷料器2沿第二水平导轨81前后往复平移,通过各个刷料条211带动积料腔201中的钻石形产品沿该翻转板6的第一表面61前后往复移动,使部分钻石形产品在经过相应的产品容纳槽62的槽口时分别进入相应的产品容纳槽62中,具体如下:如果进入产品容纳槽62中的钻石形产品尖部朝下,则钻石形产品完全进入产品容纳槽62中,其上表面低于产品容纳槽62的槽口位置,无法再被刷料条211刷出;如果钻石形产品除其尖部外的其他部位先进入产品容纳槽62中,则钻石形产品会部分凸出在产品容纳槽62的槽口外面,并在相应的刷料条211作用下被刷出产品容纳槽62;直至在各个产品容纳槽62中均完全嵌入相应的钻石形产品后,第一平移机构3的第一平移电机34驱动第一螺杆33反向转动,带动第一平移座32沿第一水平导轨31向右或向左平移,带动供料刷料器2从翻转板6的正上方平移至承料板1的正上方,带动该翻转板6上未进入产品容纳槽62中的多余钻石形产品从该翻转板6的第一表面61上转移至承料板1的顶面上;随后,旋转机构7的旋转电机71驱动中心轴72和旋转座5转动,带动该翻转板6及其上的各个钻石形产品绕其旋
转轴线翻转180度(当该翻转板6翻转至下方并与检测平台4顶面相配合的位置时,另一空的翻转板6翻转至上方并与承料板1相配合的位置),在此过程中抽真空装置通过负压腔63抽气而在各个产品容纳槽62底部产生负压,使各个产品容纳槽62中的钻石形产品位置稳固,防止钻石形产品转移过程中出现掉落的情况;直至在该翻转板6的第一表面61朝向正下方后,通过另外的驱动装置将检测平台4平移到该翻转板6的正下方,并使检测平台4的台面与该翻转板6的第一表面61接触配合,然后,抽真空装置停止抽气,使各个钻石形产品在自身重力作用下分别从相应的产品容纳槽62中脱离出来并平稳地摆放在检测平台4的台面上(此时各个钻石形产品的尖部均朝向正上方)。
33.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。