1.本实用新型涉及冲压模具技术领域,具体是一种机械制造用的冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,称为冷冲压模具,冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,用于金属板冲压较多,冲压成型效率高,工序简单加工成本低。
3.中国专利公开了一种机械制造用冲压模具,(授权公告号cn208146779u),该专利技术结构简单,便于拆卸和组合,且易于清洗,且在冲压时更加省力,但是,上述装置通过导柱和导套对模具导向,装置停止后不能对模具进行支撑定位,在取料过程中模具掉落对使用者造成伤害,一般装置模具更换维修后需要手动进行对位,手动安装对位过程费时费力。因此,本领域技术人员提供了一种机械制造用的冲压模具,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种机械制造用的冲压模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种机械制造用的冲压模具,包括上模具,所述上模具的下侧外端位置处安装有导向柱,所述上模具的下方设置有下模具,所述下模具的外侧设置有自动调节构件,所述下模具的上侧一端安装有激光位移传感器,所述导向柱下端滑动有滑块,所述滑块的外侧设置有固定螺钉,所述导向柱的外端外表面设置有回弹簧,所述上模具的一侧对应激光位移传感器的位置处设置有对位块,所述下模具的上侧外端位置处设置有导向孔。
7.作为本实用新型再进一步的方案:所述自动调节构件包括承载架,所述承载架的内部设置有第一调节螺杆,所述承载架的上侧设置有调节板,所述调节板的下侧设置有第一调节套,所述调节板的内部设置有第二调节螺杆,所述下模具的下侧设置有第二调节套,所述承载架的外侧对应第一调节螺杆的位置处安装有第一传动电机,所述调节板的前侧对应第二调节螺杆的位置处安装有第二传动电机,所述承载架的上侧设置有支撑板,所述支撑板的内侧安装有冲压气缸。
8.作为本实用新型再进一步的方案:所述导向柱与导向孔的位置相对应,所述导向柱的下端滑动于导向孔的内部位置处。
9.作为本实用新型再进一步的方案:所述滑块通过回弹簧弹性滑动于导向柱的外表面位置处,所述固定螺钉的内端贯穿滑块挤压于导向柱的外侧位置处。
10.作为本实用新型再进一步的方案:所述上模具安装于自动调节构件的内部上端位置处,所述下模具安装于自动调节构件的内部下端位置处,所述上模具与下模具的位置相
对应。
11.作为本实用新型再进一步的方案:所述上模具通过冲压气缸安装于支撑板的内侧位置处,所述第一调节螺杆通过第一传动电机转动于承载架的内部位置处,所述第二调节螺杆通过第二传动电机转动于调节板的内部位置处,所述第一调节螺杆转动于第一调节套的内部位置处,所述第二调节螺杆转动于第二调节套的内部位置处。
12.与现有技术相比,本实用新型的有益效果是:本实用新型冲压模具的导向柱能通过滑块进行支撑定位,避免取料过程模具突然下落,对操作者造成伤害,通过激光位移传感器与对位块自动进行模具的对位,避免手动对位模具的麻烦,对位过程省时省力。
附图说明
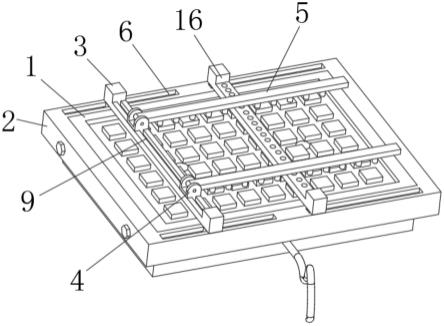
13.图1为一种机械制造用的冲压模具的结构示意图;
14.图2为一种机械制造用的冲压模具中上模具的结构示意图;
15.图3为一种机械制造用的冲压模具中下模具的结构示意图;
16.图4为一种机械制造用的冲压模具中导向柱的结构示意图;
17.图5为一种机械制造用的冲压模具中自动调节构件的结构示意图。
18.图中:1、上模具;2、导向柱;3、下模具;4、自动调节构件;5、对位块;6、导向孔;7、激光位移传感器;8、滑块;9、回弹簧;10、固定螺钉;11、承载架;12、调节板;13、第一调节套;14、第一调节螺杆;15、第一传动电机;16、第二调节螺杆;17、第二调节套;18、第二传动电机;19、支撑板;20、冲压气缸。
具体实施方式
19.请参阅图1~5,本实用新型实施例中,一种机械制造用的冲压模具,包括上模具1,上模具1的下侧外端位置处安装有导向柱2,上模具1的下方设置有下模具3,下模具3的外侧设置有自动调节构件4,下模具3的上侧一端安装有激光位移传感器7,导向柱2下端滑动有滑块8,滑块8的外侧设置有固定螺钉10,导向柱2的外端外表面设置有回弹簧9,上模具1的一侧对应激光位移传感器7的位置处设置有对位块5,下模具3的上侧外端位置处设置有导向孔6,导向柱2与导向孔6的位置相对应,导向柱2的下端滑动于导向孔6的内部位置处,滑块8通过回弹簧9弹性滑动于导向柱2的外表面位置处,固定螺钉10的内端贯穿滑块8挤压于导向柱2的外侧位置处,上模具1安装于自动调节构件4的内部上端位置处,下模具3安装于自动调节构件4的内部下端位置处,上模具1与下模具3的位置相对应,首先,把装置放置到使用位置处,然后,把需要冲压的钢板放置到下模具3的上侧,推动上模具1下移,上模具1对钢板进行冲压,冲压过程导向柱2在导向孔6的内部滑动,滑块8在导向柱2的外表面滑动,回弹簧9收缩,压铸后,抬起上模具1,转动固定螺钉10,固定螺钉10贯穿滑块8挤压到导向柱2的外表面,完成滑块8的定位,避免上模具1突然下压对操作者造成伤害,最后,需要清洁下模具3时,自动调节构件4运行,调节下模具3的位置,对下模具3的内部进行清洁,清洁后,调节下模具3的位置,激光位移传感器7运行以对位块5为校准点,完成上模具1与下模具3的对位。
20.在图3、5中:自动调节构件4包括承载架11,承载架11的内部设置有第一调节螺杆14,承载架11的上侧设置有调节板12,调节板12的下侧设置有第一调节套13,调节板12的内
部设置有第二调节螺杆16,下模具3的下侧设置有第二调节套17,承载架11的外侧对应第一调节螺杆14的位置处安装有第一传动电机15,调节板12的前侧对应第二调节螺杆16的位置处安装有第二传动电机18,承载架11的上侧设置有支撑板19,支撑板19的内侧安装有冲压气缸20,上模具1通过冲压气缸20安装于支撑板19的内侧位置处,第一调节螺杆14通过第一传动电机15转动于承载架11的内部位置处,第二调节螺杆16通过第二传动电机18转动于调节板12的内部位置处,第一调节螺杆14转动于第一调节套13的内部位置处,第二调节螺杆16转动于第二调节套17的内部位置处,需要清洁下模具3时,冲压气缸20完成抬起上模具1,导向柱2的下端滑出导向孔6,第二传动电机18运行,带动第二调节螺杆16转动,第二调节套17在第二调节螺杆16的外表面移动,调节调节板12的纵向位置,第一传动电机15运行,带动第一调节螺杆14转动,第一调节套13在第一调节螺杆14的外表面移动,调节调节板12的横向位置,对下模具3的内部进行清洁,清洁后,第二传动电机18运行,带动第二调节螺杆16转动,第二调节套17在第二调节螺杆16的外表面移动,调节调节板12的纵向位置,第一传动电机15运行,带动第一调节螺杆14转动,第一调节套13在第一调节螺杆14的外表面移动,调节调节板12的横向位置,调节下模具3的位置,激光位移传感器7运行以对位块5为校准点,完成上模具1与下模具3的对位。
21.本实用新型的工作原理是:首先,把装置放置到使用位置处,然后,把需要冲压的钢板放置到下模具3的上侧,冲压气缸20运行,推动上模具1下移,上模具1对钢板进行冲压,冲压过程导向柱2在导向孔6的内部滑动,滑块8在导向柱2的外表面滑动,回弹簧9收缩,压铸后,冲压气缸20运行抬起上模具1,转动固定螺钉10,固定螺钉10贯穿滑块8挤压到导向柱2的外表面,完成滑块8的定位,避免上模具1突然下压对操作者造成伤害,最后,需要清洁下模具3时,冲压气缸20完成抬起上模具1,导向柱2的下端滑出导向孔6,第二传动电机18运行,带动第二调节螺杆16转动,第二调节套17在第二调节螺杆16的外表面移动,调节调节板12的纵向位置,第一传动电机15运行,带动第一调节螺杆14转动,第一调节套13在第一调节螺杆14的外表面移动,调节调节板12的横向位置,对下模具3的内部进行清洁,清洁后,第二传动电机18运行,带动第二调节螺杆16转动,第二调节套17在第二调节螺杆16的外表面移动,调节调节板12的纵向位置,第一传动电机15运行,带动第一调节螺杆14转动,第一调节套13在第一调节螺杆14的外表面移动,调节调节板12的横向位置,调节下模具3的位置,激光位移传感器7运行以对位块5为校准点,完成上模具1与下模具3的对位。
22.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。