快速淬火生产线
1.相关申请的引用本技术要求2019年10月16日提交的标题为rapid quench line的第62/915,915号美国临时专利申请的权益,该申请的内容特此以引用的方式全文并入。
技术领域
2.本公开总体上涉及金属加工,并且更具体地涉及在金属制品的生产期间控制金属制品的温度。
背景技术:
3.金属制品的金相组织可对金属制品的各种性能(如金属制品的强度和/或可成形性)产生很大的影响。在生产过程期间,必须注意确保所生产的金属制品具有所需的冶金性能。在金属制品的生产期间精确控制金属制品的温度能够使要生产的金属制品具有所需的冶金性能和所需的金相组织。
4.直接激冷(dc)铸造和连续铸造是由液态金属铸造固态金属的两种方法。在dc铸造中,将液态金属倒入具有可伸缩活底的模具中,所述活底能够以液态金属在模具中凝固的速率抽出,通常产生大且相对厚的铸锭(例如,1500 mm x 500 mm x 5 m)。铸锭在卷绕成可分配给金属制品的客户(例如,汽车生产设备)的金属带产品之前可以被加工、均质化、热轧、冷轧、退火和/或热处理以及以其它方式精加工。
5.连续铸造可包括将熔融金属连续注入到限定在一对活动的相对铸造面之间的铸造腔中,并从铸造腔的出口抽出铸造金属制品(例如,金属带)。连续铸造可生产任意合适长度的金属制品,其可特别适于生产可卷绕的金属带。
6.通常,金属制品必须进行热加工以获得所需的金相组织和/或冶金性能。这类热处理的实例包括高温退火或均质化,这两者都涉及将金属制品加热到相对高的温度。退火是对加工的(例如加工硬化的)金属制品进行的高温处理,通常在金属的再结晶温度或再结晶温度附近的温度下进行(例如,对于一些类型的铝合金,在300-400℃左右)。均质化是对金属制品进行的高温处理,用以降低铸态显微组织的晶粒级异质性。均质化通常在高于金属的再结晶温度的温度下进行,如在一些类型的铝合金中为450-600℃左右的温度,这取决于合金体系。当加热到这些温度范围时(例如,等于或高于再结晶温度),金属制品的金相显微组织可以变得更为均质,从而改善金属制品的可成形性和/或其它冶金性能。然而,在这些高温下,如果处理不当,金属制品特别容易损坏。通常,对dc铸锭进行退火或均质化。
7.金属带(如卷绕的金属带)的退火或均质化通常需要使用连续退火和固溶热处理(cash)生产线。这些cash生产线占据非常大的占用空间,并且需要许多专用设备件,这些设备件被设计成展开金属带,使金属带浮起通过熔炉和冷却区,并重新卷绕金属带。当金属带处于高温时,若不使金属带浮起,与辊等发生物理接触可能会损坏脆弱的金属带。金属带穿过cash生产线所采取的路径通常很长并且迂回,由于需要将金属带穿过cash生产线以开始对其进行加工,因此需要将较长长度的金属带废弃。另外,为避免每卷必须废弃这些大量金
属带,cash生产线通常需要使用储料器和切割器以将单独的卷合并在一起成为连续的金属带,然后将连续的金属带切割成单独的加工卷。
技术实现要素:
8.术语实施方案及类似术语旨在广泛地指代本公开及以下权利要求的所有主题。包含这些术语的陈述应被理解为并不限制本文所述的主题或限制以下权利要求的含义或范围。本文涵盖的本公开的实施方案由以下权利要求而非本发明内容限定。本发明内容是本公开的各方面的高度概述,并介绍了在以下具体实施方式中进一步描述的一些概念。本发明内容并不旨在标识所要求保护的主题的关键或必要特征,也不旨在孤立地用于确定所要求保护的主题的范围。应当通过参考本公开的整个说明书的适当部分、任何或所有附图以及每项权利要求来理解所述主题。
9.本公开的实施方案包括一种系统,所述系统包括:用于接收和展开金属带的金属卷的低张力展开单元;非接触式压紧装置,其定位成邻近所述低张力展开单元以在所述金属卷的展开期间朝向所述金属卷的中心在所述金属带上提供力;用于冷却所述金属带的一组淬火区,其中所述一组淬火区提供足够的冷却剂以将所述金属带的温度以每秒至少100℃的速率降低;定位在所述一组淬火区下游的冷却剂移除单元;和定位在所述冷却剂移除单元下游用于增加所述金属带中的张力的张紧单元。
10.在一些情况下,所述低张力展开单元包括布置成将热量保持在所述金属卷的卷绕部分内的隔热体。在一些情况下,所述低张力展开单元包括用于向所述金属卷的卷绕部分提供热量的热源,其中所述热源联接到控制器以用于将所述金属卷保持在阈值温度或阈值温度以上。在一些情况下,所述非接触式压紧装置包括一个或多个磁体以用于产生穿过所述金属带的变化磁场。在一些情况下,所述变化磁场被配置成将所述力随时间分布在所述金属带的宽度上。在一些情况下,所述非接触式压紧装置包括用于将加热的空气吹向所述金属带的喷嘴。在一些情况下,所述系统还包括:定位成测量所述金属带的平坦度的平坦度测量单元;以及控制器,其联接到所述平坦度测量单元和所述一组淬火区以基于所测量的所述金属带的平坦度来调节所述冷却剂的输送。在一些情况下,所述系统还包括定位在所述一组淬火区上游以将波引入到所述金属带中的稳定系统。在一些情况下,所述金属带在所述金属卷与所述冷却剂移除单元之间没有机械接触的情况下保持被支撑。在一些情况下,所述一组淬火区包括蒸汽回收模块以用于将湿空气从所述一组淬火区中的至少一个淬火区在所述一组淬火区中的所述至少一个淬火区下游的位置处重新导向金属带。在一些情况下,所述一组淬火区中的所述至少一个淬火区下游的所述位置是所述金属带的温度等于或低于莱顿弗罗斯特(leidenfrost)点的位置。在一些情况下,所述系统还包括:定位在所述低张力展开单元下游的预淬火加热单元;以及控制器,其联接到所述预淬火加热单元以在所述金属带进入所述一组淬火区之前将所述金属带加热到目标温度。在一些情况下,所述非接触式压紧装置定位成在所述金属带由于重力而脱离所述金属卷的位置处或附近向金属带提供力。
11.本公开的实施方案包括一种方法,所述方法包括:使用低张力开卷机展开热金属卷,其中展开所述热金属卷包括对所述热金属卷施加非接触压紧力,并允许所述热金属卷的金属带脱离所述金属卷;将所述金属带在一组淬火区中快速淬火,其中将所述金属带快
速淬火包括将冷却剂施加于所述金属带以将所述金属带的温度以每秒至少100℃的速率降低;从所述金属带上移除所述冷却剂;以及对所述金属带施加下游张力。
12.在一些情况下,所述方法还包括保持所述低张力开卷机处的所述热金属卷的初始温度。在一些情况下,所述方法还包括在紧临将所述金属带快速淬火之前预加热所述金属带。在一些情况下,施加所述非接触压紧力包括产生穿过所述金属带的变化磁场。在一些情况下,施加所述非接触压紧力包括将加热的空气吹向所述金属带。在一些情况下,所述方法还包括:测量所述金属带的平坦度;并基于所测量的平坦度来调节所述冷却剂的输送。在一些情况下,所述方法还包括在所述金属带中感应波,而不接触所述金属带。在一些情况下,所述方法还包括:从所述淬火区中的至少一个淬火区中捕获蒸汽;并朝所述金属带重新引导所捕获的蒸汽。在一些情况下,重新引导所捕获的蒸汽包括在所述金属带的温度等于或低于莱顿弗罗斯特点的位置处朝金属带重新引导所捕获的蒸汽。
附图说明
13.本说明书参考以下附图,其中在不同附图中使用同样的附图标记旨在说明同样或类似的部件。
14.图1是根据本公开的某些方面用于将热金属卷快速淬火和重新卷绕的系统的示意性侧视图。
15.图2是根据本公开的某些方面用于将热金属卷快速淬火以进行进一步轧制的系统的示意性侧视图。
16.图3是根据本公开的某些方面的快速淬火生产线的示意性方框图。
17.图4是描绘根据本公开的某些方面通过快速淬火生产线的金属带的相对温度的组合示意性方框图和温度曲线图。
18.图5是根据本公开的某些方面的快速淬火生产线上的蒸汽回收模块的示意性侧视图。
19.图6是根据本公开的某些方面的磁转子非接触式压紧辊的示意性顶视图。
20.图7是描绘根据本公开的某些方面将热金属卷快速淬火的过程的流程图。
具体实施方式
21.本公开的某些方面和特征涉及适用于温度接近、等于或高于金属带的再结晶点的热卷材或卷绕的金属带的快速淬火生产线。再结晶点可以在或大约在金属带的熔化温度的40%-50%之间。快速淬火生产线可包括利用非接触式压紧装置的低张力展卷机。脱离低张力展卷机的金属带通过多个淬火区快速淬火(例如,以等于或高于30℃/s、50℃/s、100℃/s或200℃/s的速率)。冷却剂可例如通过使用气刀和/或超柔擦除器移除。在一些情况下,从较早些的淬火区中收集的蒸汽可以被改变用途来向金属带的温度等于或低于莱顿弗罗斯特点的区域处的金属带提供湿空气。冷却的金属带可通过张紧件(bridle)以增加金属带中的张力,之后金属带才任选地被润滑,然后重新卷绕或以其它方式进一步加工。
22.在金属生产中,连续铸造工艺或轧制工艺(例如,热轧)可产生卷绕的产品,如卷绕的金属带。如本文所公开,术语金属带包括能够被卷绕的任意合适厚度的金属制品,如金属薄片(sheet)或金属沙特板(shate)。金属带可具有任意合适的长度或宽度。在一些情况下,
本公开某些方面可适用于不必卷绕的金属带产品,但在一些情况下,本公开的某些方面可特别适用于金属卷。金属卷可包括卷绕的金属带。
23.如本文所用,薄片通常是指厚度不到约4 mm的铝产品。例如,薄片可具有不到约4 mm、不到约3 mm、不到约2 mm、不到约1 mm、不到约0.5 mm或不到约0.3 mm (例如,约0.2 mm)的厚度。
24.如本文所用,诸如“铸造金属产品”、“铸造产品”、“铸造铝合金产品”等的术语可互换,并且是指通过直接激冷铸造(包括直接激冷共铸造)或半连续铸造、连续铸造(包括例如通过使用双带式铸造机、双辊式铸造机、块式铸造机或任何其它连续铸造机)、电磁铸造、热顶铸造或任何其它铸造方法生产的产品。
25.如本文所用,“室温”的含义可包括约15℃至约30℃的温度,例如约15℃、约16℃、约17℃、约18℃、约19℃、约20℃、约21℃、约22℃、约23℃、约24℃、约25℃、约26℃、约27℃、约28℃、约29℃或约30℃。如本文所用,“环境条件”的含义可包括约室温的温度、约20%至约100%的相对湿度和约975毫巴(mbar)至约1050 mbar的气压。例如,相对湿度可以为约20%、约21%、约22%、约23%、约24%、约25%、约26%、约27%、约28%、约29%、约30%、约31%、约32%、约33%、约34%、约35%、约36%、约37%、约38%、约39%、约40%、约41%、约42%、约43%、约44%、约45%、约46%、约47%、约48%、约49%、约50%、约51%、约52%、约53%、约54%、约55%、约56%、约57%、约58%、约59%、约60%、约61%、约62%、约63%、约64%、约65%、约66%、约67%、约68%、约69%、约70%、约71%、约72%、约73%、约74%、约75%、约76%、约77%、约78%、约79%、约80%、约81%、约82%、约83%、约84%、约85%、约86%、约87%、约88%、约89%、约90%、约91%、约92%、约93%、约94%、约95%、约96%、约97%、约98%、约99%、约100%或其间的任何值。例如,气压可以为约975 mbar、约980 mbar、约985 mbar、约990 mbar、约995 mbar、约1000 mbar、约1005 mbar、约1010 mbar、约1015 mbar、约1020 mbar、约1025 mbar、约1030 mbar、约1035 mbar、约1040 mbar、约1045 mbar、约1050 mbar或其间的任何值。
26.虽然本公开的某些方面可能适用于任何类型的金属,但本公开的某些方面可能特别适用于铝。在本说明书中,提到的合金由aa编号及其它相关名称标识,如“系列”或“7xxx”。要了解最常用于命名和识别铝及其合金的编号命名系统,参见“international alloy designations and chemical composition limits for wrought aluminum and wrought aluminum alloys”或“registration record of aluminum association alloy designations and chemical compositions limits for aluminum alloys in the form of castings and ingot”,两者均由美国铝业协会出版。
27.本公开的某些方面特别适用于2xxx、6xxx、7xxx或8xxx系列的铝合金,但也可以使用其它合金。当生产某些铝合金时,合金元素会形成沉淀物。在一些合金(如2xxx、6xxx、7xxx或8xxx系列合金)的情况下,当铝合金从高温冷却时,诸如冷却到室温时,尤其会形成大量沉淀物。这些大量沉淀物并不会很好地溶解在铝产品中,这很难或不可能纠正,并且会导致不期望的机械性能。例如,在6xxx系列铝合金中,以传统的速率从高温冷却到室温可导致形成大的mg2si沉淀物,这可能对铝产品的所需金相组织不利。当从高于金属再结晶温度的温度冷却(如在退火或均质化过程期间)到室温时,这些问题特别普遍。然而,如果金属制品可以如本文所公开的那样足够快地冷却,则原本将形成沉淀物的溶解元素可一直到室温均保留在过饱和固溶体中。
28.在均质化步骤中,本文所述的金属产品可以被加热到约400℃至约600℃范围内的温度。例如,可以将产品加热到约400℃、约410℃、约420℃、约430℃、约440℃、约450℃、约460℃、约470℃、约480℃、约490℃或约500℃的温度。然后将产品浸泡(即在指示的温度下保持)一段时间。在一些实例中,均质化步骤(包括加热和浸泡阶段)的总时间可长达24小时。例如,可将产品加热到高达500℃并浸泡,均质化步骤的总时间长达18小时。任选地,均质化步骤,可将产品加热到低于490℃并浸泡,均质化步骤的总时间长达18小时。在一些情况下,均质化步骤包括多个过程。在一些非限制性实例中,均质化步骤包括将产品加热到第一温度持续第一时间段,接着加热到第二温度持续第二时间段。例如,可以将产品加热到约465℃持续约3.5小时,然后加热到约480℃持续约6小时。
29.在均质化步骤之后,可以进行热轧步骤。在开始热轧之前,可以使均质化的产品冷却到300℃与520℃之间的温度。例如,可以使均质化的产品冷却到325℃至425℃或350℃至400℃之间的温度。然后可以将产品在300℃至450℃之间的温度下热轧以形成规格在3 mm与200 mm之间(例如3 mm、4 mm、5 mm、6 mm、7 mm、8 mm、9 mm、10 mm、15 mm、20 mm、25 mm、30 mm、35 mm、40 mm、45 mm、50 mm、55 mm、60 mm、65 mm、70 mm、75 mm、80 mm、85 mm、90 mm、95 mm、100 mm、110 mm、120 mm、130 mm、140 mm、150 mm、160 mm、170 mm、180 mm、190 mm、200 mm或其间的任何值)的热轧板、热轧沙特板或热轧薄片。
30.任选地,铸造产品可以是可以被允许冷却到300℃至520℃之间的温度的连续铸造产品。例如,可以允许连续铸造产品冷却到325℃至425℃或350℃至400℃之间的温度。然后可以将连续铸造产品在300℃至450℃之间的温度下热轧以形成规格在3 mm与200 mm之间(例如3 mm、4 mm、5 mm、6 mm、7 mm、8 mm、9 mm、10 mm、15 mm、20 mm、25 mm、30 mm、35 mm、40 mm、45 mm、50 mm、55 mm、60 mm、65 mm、70 mm、75 mm、80 mm、85 mm、90 mm、95 mm、100 mm、110 mm、120 mm、130 mm、140 mm、150 mm、160 mm、170 mm、180 mm、190 mm、200 mm或其间的任何值)的热轧板、热轧沙特板或热轧薄片。在热轧期间,可以控制温度及其它操作参数,使得热轧中间产品在离开热轧机时的温度不超过470℃、不超过450℃、不超过440℃或不超过430℃。
31.然后可采用常规的冷轧机和冷轧技术将板、沙特板或薄片冷轧成薄片。冷轧薄片的规格可在约0.5至10 mm之间,例如约0.7至6.5 mm之间。 任选地,冷轧薄片的规格可以为0.5 mm、1.0 mm、1.5 mm、2.0 mm、2.5 mm、3.0 mm、3.5 mm、4.0 mm、4.5 mm、5.0 mm、5.5 mm、6.0 mm、6.5 mm、7.0 mm、7.5 mm、8.0 mm、8.5 mm、9.0 mm、9.5 mm或10.0 mm。可进行冷轧以产生最终的规格厚度,该最终的规格厚度代表高达85%的规格减少(例如,高达10%、高达20%、高达30%、高达40%、高达50%、高达60%、高达70%、高达80%或高达85%的减少)。任选地,可在冷轧步骤期间进行中间退火步骤。可在约300℃至约450℃ (例如,约310℃、约320℃、约330℃、约340℃、约350℃、约360℃、约370℃、约380℃、约390℃、约400℃、约410℃、约420℃、约430℃、约440℃或约450℃)的温度下进行中间退火步骤。在一些情况下,中间退火步骤包括多个过程。在一些非限制性实例中,中间退火步骤包括将板、沙特板或薄片加热到第一温度持续第一时间段,接着加热到第二温度持续第二时间段。例如,可将板、沙特板或薄片加热到约410℃持续约1小时,然后加热到约330℃持续约2小时。
32.随后,板、沙特板或薄片可经历固溶热处理步骤。固溶热处理步骤可以是对薄片的任何常规处理,其导致可溶性颗粒的固溶化。可将板、沙特板或薄片加热到高达590℃ (例
如,400℃至590℃)的峰值金属温度(pmt),并在该温度下浸泡一段时间。例如,可将板、沙特板或薄片在480℃下浸泡,浸泡时间长达30分钟(例如,0秒、60秒、75秒、90秒、5分钟、10分钟、20分钟、25分钟或30分钟)。在加热和浸泡后,以大于200℃/s的速率将板、沙特板或薄片快速冷却到500与200℃之间的温度。在一个实例中,板、沙特板或薄片在450℃与200℃之间的温度下具有高于200℃/秒的淬火速率。任选地,冷却速率在其它情况下可以更快。在一些情况下,可以使用如本文所公开的快速淬火生产线进行淬火。
33.淬火后,板、沙特板或薄片可任选地通过在卷绕前再加热板、沙特板或薄片来经历预老化处理。预老化处理可在约70℃至约125℃的温度下进行长达6小时的时间段。例如,预老化处理可在约70℃、约75℃、约80℃、约85℃、约90℃、约95℃、约100℃、约105℃、约110℃、约115℃、约120℃或约125℃的温度下进行。任选地,预老化处理可进行约30分钟、约1小时、约2小时、约3小时、约4小时、约5小时或约6小时。可通过使板、沙特板或薄片通过加热装置来进行预老化处理,所述加热装置诸如发出辐射热、对流热、感应热、红外线热等的装置。
34.本文所述的铸造产品也可用于制造板形式的产品或其它合适的产品。例如,可通过在均质化步骤中加工铸锭或在连续铸造机中铸造产品、接着进行热轧步骤来制备包括如本文所述的产品的板。在热轧步骤中,可以将铸造产品热轧至200 mm厚的规格或更薄(例如,约10 mm至约200 mm)。 例如,可以将铸造产品热轧成最终规格厚度为约10 mm至约175 mm、约15 mm至约150 mm、约20 mm至约125 mm、约25 mm至约100 mm、约30 mm至约75 mm或约35 mm至约50 mm的板。
35.在一些情况下,可能期望以金属卷的形式存储热金属带(例如,在等于或高于金属的再结晶温度的温度下)。这种热金属卷可以是连续铸造工艺或轧制工艺的结果(例如,来自连续铸造或dc铸造产品)。金属卷格式可用于以有效的方式存储较长长度的金属带。不是使长长度的金属带通过具有较长长度熔炉和冷却区的cash生产线或其它类似的加工生产线,而是可以将单个金属卷放置在熔炉中,并在所需的温度下保持所需的持续时间,以获得所需的热处理效果。例如,可以将铝金属卷在350℃-400℃左右的熔炉中保持一段持续时间,以对金属带进行退火。
36.虽然热金属卷可用于以相对小的占用空间存储较长长度的金属带,但必须小心地处理热金属卷。每当金属带高于其再结晶温度时,就存在不适当的压力、张力、机械接触或其它力可能会损坏金属带的风险,从而需要将一些或所有的金属带报废。例如,展开热金属卷时张力过高会导致金属带出现裂口、变形和/或表面损坏。因此,处理热金属卷是特别困难的。虽然在某些时间(例如,在诸如退火或均质化的热处理期间)可能期望将金属带作为热卷材存储,但在其它时间可能期望将金属带作为温热卷材或冷卷材存储(例如,为了便于处理金属带,如使用铲车或其它常见的工厂设备)。在一些情况下,某些设备(例如热轧机)需要足够的反张力以进行操作,这可能比热金属带能够承受的张力高。在这样的情况下,可能有必要将热金属卷冷却到足够低的温度,使得可以将其送入到所需的设备中。如本文所公开,术语温热和冷是指低于金属的再结晶点的温度。
37.传统上,可通过如下方式将热金属卷冷却:将热金属卷置于室温或接近室温的环境温度下,或迫使空气经过金属卷,从而允许热卷材经数小时冷却下来。在一些情况下,已经尝试用流体(如轧辊油)喷淋热金属卷,但仍需要数小时才能获得所需的冷却温度,不环保,非常昂贵,并使卷材浸泡在轧辊油中,这将下一操作仅限于冷轧机。根据本公开的某些
方面,快速淬火系统可以在很短的时间内(如以几分钟的方式)将热金属卷冷却成温热或冷金属卷,方式更环保,费用更少,并且在金属带上几乎没有或没有残留的冷却剂。
38.根据本公开的某些方面,公开了一种能安全地展开热卷材的低张力展卷机。虽然传统的卷绕机利用张力来确保金属带从金属卷上适当放出(pay-off),但低张力展卷机利用重力的自然拉力来促使金属带与金属卷的其余部分分离。
39.另外,非接触式压紧装置用于通过金属带并朝金属卷施加足够的力以帮助控制金属带的适当放出。如本文所用,术语非接触是指金属带与另一结构之间的非机械接触或缺乏物理接触。例如,非接触式压紧辊可采取磁转子或一组电磁体的形式,其产生穿过金属带的变化磁场,通过楞次定律在金属带上感应力,而不接触金属带。在另一实例中,非接触式压紧装置可采取一个或多个喷嘴的形式,所述喷嘴设计成将热空气(例如,足够热以避免将金属带淬火)吹向金属带,以控制金属带从金属卷的其余部分上放出。一个或多个喷嘴不与金属带发生接触,而是将流体导向金属带。
40.在一些情况下,非接触式压紧辊可以是具有以人字形图案定向的交替磁极的磁转子,使得在任何时间点通过金属带的总磁通量是恒定或接近恒定的。这种人字形图案可产生作用在金属带上的均匀力,并且可避免张力的波动。
41.在一些情况下,非接触式压紧辊可定位在放出点(例如,金属带与金属卷的其余部分分离的点)处,或者可以定位在放出点的5
°
、10
°
、15
°
或20
°
内。
42.在金属带从金属卷的其余部分上放出时,可以测量被放出的金属带的曲率(例如,通过距离测量装置或机器视觉),并将其用于控制金属卷的放出速率。
43.在一些情况下,可以将展卷机保持在特定的温度下,如通过使用隔热体或另外的加热元件。通过避免热卷材本身的温度降,可以更精确地进行随后的淬火步骤,因为进入淬火区的金属带的温度将相对稳定。在一些情况下,可任选地通过使用布置在展卷机下游的另外的加热元件来实现淬火过程的稳定起始温度,该加热元件可将金属带加热到目标温度,不管金属带的初始温度是否波动。这类另外的加热元件可采取任意合适的形式,如辐射、对流、红外线、火焰或磁加热元件。在一些情况下,这类另外的加热元件可采取旋转磁体的形式,其邻近金属带布置,并以足够的速度旋转,以提高金属带中的温度,而不接触金属带。在一些情况下,非接触式压紧装置可与一个或多个另外的加热元件协同工作,使金属带的温度达到目标温度。在一些情况下,当使用作为磁转子或一组电磁体的另外的加热元件时,金属带边缘附近的冷点可通过在经过另外的加热元件之前或之后在这些冷点处引入另外的热量来避免。在这样的情况下,可以使用一对磁转子形式的非接触式压紧装置来引入这种另外的热量,以避免当金属带经过作为磁转子的另外的加热元件时形成冷点,所述磁转子邻近金属带定位在刚好是金属带的边缘之前的位置处。
44.在一些情况下,磁转子、电磁体和/或空气喷嘴可用于感应波(例如,正弦波)以稳定薄片。
45.展开的金属带可通过一组淬火区(例如,一个或多个淬火区或者两个或更多个淬火区)。每个淬火区可包括一组喷淋头(例如,上喷淋头和下喷淋头),其构造成向金属带输送冷却剂。如本文所用,喷淋头可包括单个喷嘴、多个喷嘴或任何其它合适的构造。冷却剂可包括任意合适的冷却剂,如水、油、空气或无莱顿弗罗斯特流体。喷淋头的尺寸可以被设置成向金属带输送冷却剂,从而以100℃/s或200℃/s或至少100℃/s或200℃/s的速率降低
金属带的温度。在金属带平坦下落时,该组淬火区邻近放出点开始,或者可以在金属带已平坦下落之后与放出点间隔开始。在一些情况下,一个或多个淬火区的喷淋头可以联接到致动器,以控制它们相对于金属带的相对位置,以便保持金属带与喷淋头之间所需的间距。
46.在一些情况下,可以调节该组淬火区的参数,以获得对于特定合金优化的所需淬火速率。在一些情况下,自动或手动识别进入的合金可用于预先调节该组淬火区的参数。
47.在一些情况下,蒸汽回收模块可收集来自该组淬火区中的一个或多个淬火区(例如,第一个或多个淬火区)的蒸汽,并将蒸汽导向进一步的下游点处的金属带。可能特别有利的是,在金属带已充分冷却以达到等于或低于莱顿弗罗斯特点的温度的位置处朝着金属带引导蒸汽,但是不需要总是这样。蒸汽回收模块可任选地包括鼓风机(例如,风扇)或便于重新引导所收集的蒸汽所必需的其它设备。在莱顿弗罗斯特点之后金属带周围的这种湿空气的存在避免了金属带上的冷凝,并且具有比干空气更大的热容量以从金属带中提取热量。因此,使用重新捕获的蒸汽可以为通过莱顿弗罗斯特点和/或在莱顿弗罗斯特点之后的热提取提供一致的环境。已发现这种一致的湿环境可保护冷却金属带的平坦度。然而在一些情况下,蒸汽回收模块可收集蒸汽和/或重新引导蒸汽离开金属卷,以在将或不将蒸汽重新在进一步的下游点处引导至金属带的情况下帮助防止仍在金属卷上的金属带的污染。
48.在莱顿弗罗斯特点以上,由于冷却剂沸腾的速度原因,保持金属带的表面干燥是不重要的。然而在莱顿弗罗斯特点以下,从金属带上移除残留的冷却剂可能是很重要的。因此,可以使用气刀将冷却剂从金属带的顶部擦掉(例如,远离中心线并越过金属带的边缘)。在一些情况下,可以使用刮板来移除过量的冷却剂。在金属带下方,可以使用擦除器,如超柔的。超柔擦除器可包括设计成改变超柔擦除器的形状以匹配金属带的波形的许多致动器。在一些情况下,润滑喷淋液(例如,油喷淋液)可在到达擦除器之前施加到金属带上。
49.在金属带已被快速淬火且过量的冷却剂被移除之后,金属带可通过装置以将张力加回到金属带中,如张紧件。张紧件可包括一组辊,金属带在其缠绕,以在下游方向上保持张力。由于快速淬火系统特别适用于处理单独的热金属卷,因此使用易于穿行的张紧件是有益的,如具有下辊和/或内辊的张紧件,所述下辊和/或内辊可以从上辊和/或外辊移离到穿行位置以进行穿行,然后移回到操作位置以将张力引入到金属带中。
50.在张紧辊之后,金属带可任选地通过润滑器,然后在进入所需的下游设备件(如卷绕机)之前绕过偏转辊。在一些情况下,偏转辊可测量金属带的平坦度(例如,平坦度测量辊)。在一些情况下,此测得的平坦度可用于向该组淬火区提供反馈,以便于控制金属带的平坦度。
51.在一些情况下,本文公开的快速淬火系统可便于在不使用cash生产线的情况下生产完全固溶化的金属产品,从而节省时间、费用和资本支出。
52.本文所述的铝合金产品可用于汽车应用及其它运输应用,包括航空和铁路应用。例如,所公开的铝合金产品可用于制备汽车结构部件,如保险杠、侧梁、顶梁、横梁、柱加强件(例如,a柱、b柱和c柱)、内板、外板、侧板、内罩、外罩或行李箱盖板。本文所述的铝合金产品和方法也可用于航空或铁路交通工具应用,以制备例如外部和内部板。
53.本文所述的铝合金产品和方法也可用于电子应用。例如,本文所述的铝合金产品和方法可用于制备电子装置(包括移动电话和平板电脑)的壳体。在一些实例中,铝合金产品可用于制备用于移动电话(例如,智能电话)的外壳、平板电脑底盘及其它便携式电子设
备的壳体。
54.本文公开的所有范围应被理解为涵盖归入其中的任何及所有子范围。例如,陈述的范围“1至10”应被认为包括最小值1与最大值10之间(且包括最小值1和最大值10)的任何及所有子范围;即,所有子范围以最小值1或更大开始,例如1至6.1,且以最大值10或更小结束,例如5.5至10。除另有说明外,表述“最多”当指元素的组成量时意指该元素是任选的,并且包括该特定元素的零组成百分比。除另有说明外,所有组成百分比均为重量百分比(重量%)。
55.如本文所用,“一个(种)”和“该(所述)”包括单数和复数指代项,除非上下文明确另有规定。
56.给出这些说明性实例是为了向读者介绍在此讨论的一般性主题,并不旨在限制所公开的概念的范围。以下部分参考附图描述各种另外的特征和实例,在附图中,同样的标号表示同样的元件,并且方向性描述用于描述说明性实施方案,但像说明性实施方案一样,不应被用于限制本公开。本文的说明中包括的元件可能未按比例绘制。
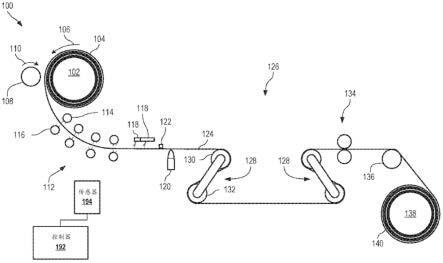
57.图1是根据本公开的某些方面用于将热金属卷104快速淬火和重新卷绕的系统100的示意性侧视图。热金属卷104包括高温(例如,温度等于或高于金属带124的再结晶温度)下的金属带124。
58.金属卷104可由开卷机102展开。开卷机102可以在展开方向106上展开热金属卷104。非接触式压紧装置108可施加轻微的力,以便于从金属卷104的其余部分中受控放出金属带124。如图1中所描绘的,非接触式压紧装置108是非接触式压紧辊,其在方向110上旋转,以在金属带124中施加轻微的下游张力。
59.金属带124可由于重力的原因下落,自然地离开金属卷104的其余部分,从而呈现曲率。曲率可由传感器194监测,如距离传感器和/或照相机(例如,经由机器视觉感测曲率)。传感器194可联接到控制器192。控制器192可使用曲率测量值对系统100进行调节,如通过调节展卷机102的放出速率。在一些情况下,调节可包括操纵该组淬火区112中的一个或多个淬火区的喷淋头114、116的位置。
60.在一些情况下,展卷机102可包括围绕金属卷104的至少一部分以将热量保持在金属卷104内的隔热体。在一些情况下,展卷机102可包括加热器,如加热的心轴,其足以在金属带124处于金属卷104中时维持金属带124的温度。
61.展开的金属带124可通过一组淬火区112。该组淬火区中的每个淬火区可包括上喷淋头114和下喷淋头116。每个喷淋头114、116本身可包括一个或多个喷口,冷却剂通过其被朝金属带引导。可例如经由控制器192来控制冷却剂流的速率。冷却剂流的速率可足以按至少100℃/s或200℃/s降低金属带124的温度。
62.在通过该组淬火区112之后,金属带可经过气刀118,其将过量的冷却剂吹离金属带124的顶部。在一些情况下,可使用任选的刮板122来进一步移除过量的冷却剂。在一些情况下,可使用擦除器120从金属带124的底部移除过量的冷却剂。在一些情况下,擦除器120是超柔擦除器。
63.在已从金属带124上移除冷却剂之后,金属带124可通过张紧区126。在张紧区126中,金属带124可在上张紧辊130和下张紧辊132周围缠绕,以对张紧区126下游的金属带124施予所需量的张力,而不对张紧区126上游的金属带124施予另外的张力。在一些情况下,可
以使用不同于张紧辊130、132的装置或作为张紧辊130、132的补充向金属带124上施予必要的张力。在一些情况下,张紧区126可包括易于穿行的张紧件。如图1中所描绘的,张紧区126包括两个张紧臂128,每个张紧臂将上张紧辊130联接到下张紧辊132。张紧臂128在图1中处于操作位置。为了使金属带124穿行通过张紧区126,张紧臂128可绕上张紧辊130枢转,使得下张紧辊132位于上张紧辊130上方。然后,金属带124可以很容易地在上张紧辊130与下张紧辊132之间通过(例如,金属带124可经过上张紧辊130上方和下张紧辊132下方)。然后,为了将张紧臂128移回到操作位置,张紧臂128可再次绕上张紧辊130枢转,直到下张紧辊132完全接合金属带124,如图1中所描绘的。
64.在一些情况下,金属带124可任选地通过润滑器134,以将润滑剂施加到金属带124上,如以在卷绕金属带124之前润滑金属带124。
65.在一些情况下,金属带124可绕过偏转辊136。偏转辊136可重新引导金属带124被卷绕机134适当卷绕。在一些情况下,偏转辊136可测量金属带的平坦度。在这样的情况下,偏转辊136可联接到控制器192,以便于基于在偏转辊136处测量的平坦度对该组淬火区112进行反馈控制。偏转辊136可以是平坦度测量辊。
66.如图1中所描绘的,金属带124在被冷却之后和施加张力之后由卷绕机138卷绕成金属卷140。金属卷140是温热或冷的卷材,其温度低于金属带124的再结晶温度。在一些情况下,金属卷140处于室温下。在一些情况下,金属卷140(例如,淬火后的金属带124)处于适合温轧或冷轧的温度下。
67.图2是根据本公开的某些方面用于将热金属卷204快速淬火以进行进一步轧制的系统200的示意性侧视图。系统200可类似于系统100,但有一些不同的元件和配置。系统200的某些方面和特征在适当的情况下可用于系统100,且系统100的某些方面和特征在适当的情况下可用于系统200。热金属卷204包括处于高温下的金属带224 (例如,温度等于或高于金属带224的再结晶温度)。
68.金属卷204可由开卷机202展开。开卷机202可以在展开方向206上展开热金属卷204。非接触式压紧装置208可施加轻微的力,以便于从金属卷204的其余部分中受控放出金属带224。如图2中所描绘的,非接触式压紧装置208是非接触式压紧辊,其在方向210上旋转,以在金属带224中施加轻微的下游张力。
69.金属带224可由于重力的原因下落,自然地离开金属卷204的其余部分,从而呈现一定曲率。曲率可由如参考图1的系统100所公开的传感器监测。控制器可用于对系统200进行调节,如参考图1的系统100所公开的那样。
70.在一些情况下,展卷机202可包括围绕金属卷204的至少一部分以将热量保持在金属卷204内的隔热体。在一些情况下,展卷机202可包括加热器,如加热的心轴,其足以在金属带224处于金属卷204中时维持金属带224的温度。
71.展开的金属带224可在通过一组淬火区212之前通过一组预加热器246。如图2中所描绘的,预加热器246是磁转子,其旋转并产生穿过金属带224的变化磁场,足以将金属带224的温度提高到目标温度。然而在一些情况下,可以使用其它类型的预加热器246,如直接火焰加热器、红外线加热器、热空气鼓风机或其它加热器。
72.在被加热到一致的目标温度之后,可使金属带224通过该组淬火区212。该组淬火区中的每个淬火区可包括上喷淋头214和下喷淋头216。每个喷淋头214、216本身可包括一
个或多个喷口,冷却剂通过其被朝金属带引导。可以控制冷却剂流的速率。冷却剂流的速率可足以按至少100℃/s或200℃/s降低金属带224的温度。
73.在一些情况下,蒸汽回收模块242可定位成邻近该组淬火区212,以从该组淬火区中的一个或多个淬火区附近的区域中捕获蒸汽,并在进一步的下游位置处朝金属带224重新引导蒸汽。如图2中所描绘的,蒸汽回收模块242包括管道系统,其被构造成捕获蒸汽,并朝金属带224重新引导蒸汽,然而不需要总是这样。例如,在一些情况下,蒸汽回收模块242可通过鼓风机带着蒸汽离开金属带224,以及朝金属带224返回。然而在一些情况下,蒸汽回收模块242可收集蒸汽和/或重新引导蒸汽离开金属卷204,以帮助防止仍在金属卷204上的金属带224的污染。
74.在通过该组淬火区212之后,金属带224可经过气刀218,该气刀将过量的冷却剂吹离金属带224的顶部。在一些情况下,可使用任选的刮板222来进一步移除过量的冷却剂。在一些情况下,可使用擦除器220从金属带224的底部移除过量的冷却剂。在一些情况下,擦除器220可以是超柔擦除器。
75.在已从金属带224上移除冷却剂之后,金属带224可通过张紧区226。在张紧区226中,金属带224可在外张紧辊230和内张紧辊232上缠绕,以对张紧区226下游的金属带224施予所需量的张力,而不对张紧区226上游的金属带224施予另外的张力。在一些情况下,可以使用不同于张紧辊230、232的装置作为张紧辊230、232的补充来向金属带224上施予必要的张力。如图2中所描绘的,张紧辊230、232处于操作位置。为了易于穿行张紧区226,可以升高内张紧辊232,并且可以使金属带224在外张紧辊230上方和内张紧辊232下方通过。然后,可以使内张紧辊232向下移动回到图2中所示的位置,以接合金属带224并进入操作位置。
76.在一些情况下,金属带224可任选地通过润滑器234,以将润滑剂施加到金属带224上,以便在轧制金属带224之前润滑金属带224。
77.在一些情况下,金属带224可以被引导至下游设备,如轧机的轧辊组224。下游设备可以是任意合适的下游设备,如需要反张力量大于金属带224在热卷材204的温度下的屈服强度的下游设备,或需要金属带224所处的温度低于热卷材204的温度的下游设备。因此,系统200可以使热卷材204能够被进料到先前不能与热卷材204一起使用的下游设备中。
78.如图2中所描绘的,进入下游设备的金属带224处于温热或冷的温度下,如低于金属带224的再结晶温度的温度。在一些情况下,金属卷240处于室温下。在一些情况下,进入下游设备的金属带224处于适合温轧或冷轧的温度下。
79.图3是根据本公开的某些方面的快速淬火生产线300的示意性方框图。快速淬火生产线300可以是图1、2的系统100、200。从左到右如图3中所描绘的,金属带324向下游移动穿过快速淬火生产线300。
80.展卷机302可接受热金属卷(例如,等于或高于再结晶温度的金属卷),并以低张力从热卷材展开金属带324。展卷机302可依靠重力放出金属带324。在一些情况下,展卷机302可包括适于对金属卷施加力以便于放出金属带324的非接触式压紧装置308。
81.任选的非接触式加热器346可定位在展卷机302的下游。非接触式加热器346 (例如预加热器,如图2的预加热器246)可以是用于在淬火之前加热金属带324的任意合适的装置,如磁转子加热器。磁转子加热器可包括布置在转子上的一组永磁体,当转子旋转时可使邻近的金属带上的温度升高。
82.一组淬火区312可定位在展卷机302和任选的非接触式加热器346的下游。每个淬火区可包括定位成将冷却剂分配在金属带324上的一个或多个喷淋头。在一些情况下,任选的蒸汽回收模块342可以定位成以从该组淬火区中的一个或多个淬火区中收集蒸汽,并朝金属带324重新引导蒸汽,以便于冷却金属带324,特别是当金属带324的温度等于或低于莱顿弗罗斯特点时。
83.冷却剂移除区318可定位在该组淬火区的下游。冷却剂移除区318可包括适于从金属带324上移除冷却剂的任何设备。在一些情况下,冷却剂移除区318可包括一个或多个气刀。在一些情况下,冷却剂移除区318可包括一个或多个刮板。在一些情况下,冷却剂移除区318可包括一个或多个擦除器(例如,超柔擦除器)。
84.张紧区326可定位在冷却剂移除区318的下游。张紧区326可包括一组张紧辊,金属带324可围绕其部分地缠绕,以在金属带324中获得下游张力(例如,在张紧区326下游的张力)。在一些情况下,张紧区326可包括易于穿行的张紧辊。
85.在一些情况下,任选的润滑器334可定位在张紧区326的下游,以在金属带到达下游设备338之前对其施予润滑。
86.金属带324可到达下游设备338,用于进一步加工或存储。在一些情况下,下游设备338可包括卷绕机。在一些情况下,下游设备338可包括其它设备,如温轧机或冷轧机。等到金属带324到达下游设备338时,金属带将已经冷却到低于再结晶点的温度,并且将具有在其上施予的张力(例如,比展卷机302处的热卷材适合的张力更大)。
87.图4是描绘根据本公开的某些方面通过快速淬火生产线的金属带424的相对温度的组合示意性方框图400和温度曲线图401。从左到右如图4中所描绘的,金属带424向下游移动穿过快速淬火生产线。方框图400可以是图3的快速淬火生产线300的图示。温度曲线图401是仅用于说明目的的相对曲线图,并不旨在为按比例的。方框图400和温度曲线图401竖直对齐,以描述金属带424在通过方框图400中描绘的快速淬火生产线的各部件时的大致相对温度。
88.在展卷机402处,金属带424可具有被认为是热的温度,如温度等于或高于金属带424的再结晶温度457。在一些情况下,展卷机402可接收各种初始温度450的热卷材。在一些情况下,展卷机402中的集成加热和/或隔热体可帮助保持金属带424的初始温度450。
89.在一些情况下,任选的非接触式加热器446可施予另外的加热,该另外的加热被设计成将金属带424的温度升高到目标温度456,而不管热卷材的初始温度450如何。在一些情况下,非接触式压紧装置408可向金属带424中施予一定量的热量,尽管不一定要这样。
90.在该组淬火区412内,可使用许多淬火区来将金属带424快速淬火。如图4中所描绘的,显示有四个淬火区458、460、462、464,但可以使用任意数量的区。在一些情况下,当使用任选的蒸汽回收模块442时,蒸汽回收模块442可从(多个)上游淬火区(如第一淬火区458和第二淬火区460)中收集蒸汽,并在收集蒸汽的下游位置处朝金属带424重新引导蒸汽和/或湿空气。在一些情况下,蒸汽回收模块442可在随后的淬火区(例如,第三淬火区462和第四淬火区464)之前、期间或之后朝金属带424重新引导蒸汽。在一些情况下,蒸汽回收模块442可在金属带424将要、当前正或已经下降到莱顿弗罗斯特点470以下的位置468处朝金属带424重新引导蒸汽。
91.在该组淬火区412之后,金属带424的温度可以是温热的或冷的温度。金属带424的
温度在该组淬火区412之后可能不会显著变化,如当通过冷却剂移除区418、张紧区426、任选的润滑器434或下游设备438时;但是在一些情况下金属带424的温度可能会缓慢地接近室温或环境温度。在一些情况下,在该组淬火区412之后的金属带424的温度可以被称为冷却的温度472。
92.图5是根据本公开的某些方面的快速淬火生产线500上的蒸汽回收模块542的示意性侧视图。图5描绘了位于展卷机与张紧区之间的快速淬火生产线500的一部分。快速淬火生产线500可以是图3的快速淬火生产线300。
93.金属带524在下游方向上从左到右通过时,金属带可通过若干淬火区558、560、562、564、566。每个淬火区可包括将冷却剂574分配到金属带524上的喷淋头514。冷却剂从金属带524中提取热量,特别是在前一个、两个或若干淬火区(例如,淬火区558、560、562)附近将产生大量的蒸汽576。
94.蒸汽回收模块542可定位成捕获蒸汽576,并重新引导蒸汽576回到金属带524上。在一些情况下,蒸汽回收模块542可包括用于收集蒸汽的罩578和用于朝金属带524重新引导蒸汽的管道系统580。在一些情况下,蒸汽回收模块542可包括任选的鼓风机582,其便于朝金属带524移动蒸汽576 (例如,朝管道系统580的与罩578相对的端部。
95.如图5中所描绘的,蒸汽回收模块542重新引导蒸汽576在前三个淬火区558、560、562下游和最后两个淬火区564、566上游的位置处回到金属带524上,但是不需要总是这样。蒸汽回收模块542可以替代地将蒸汽576在任意合适位置处重新导向金属带524,包括收集蒸汽576的位置的上游或下游。然而已经确定的是,将蒸汽576在邻近、位于金属带524的温度等于或低于莱顿弗罗斯特点的位置568处和/或紧在位置568之后重新导向金属带524可能是特别有用的。
96.图5中还示出了一组气刀518,它们定位在金属带524上方以将空气584引导到金属带524的表面上,从而从金属带524上移除冷却剂。
97.图6是根据本公开的某些方面的包括磁转子690的非接触式压紧辊608的示意性顶视图。在一些情况下,非接触式压紧辊608可以是磁转子690。虽然可以使用任意合适的磁转子,但已经确定的是,具有人字形磁极图案的磁转子690可特别适于对金属带施予一致(例如,非波动)的张力,从而使损坏脆弱热卷材的风险最小化。
98.图6中所描绘的人字形图案显示了跨越磁转子690的宽度和周边分布的交替的北极686和南极688。在一些情况下,人字形图案被配置成使得对于沿着磁转子690的旋转的所有点,磁转子690将总是对金属带呈现相同或大致相同的磁通量。人字形图案可以在重叠、间隙、迎角及其它特性方面有所不同。在一些情况下,磁转子690被配置成在人字形图案的方向上旋转(例如,从页面顶部到页面底部,如图6中所描绘的),但是不一定总是这样。在一些情况下,使用其它类型的图案在金属带上获得一致的张力。
99.图7是描绘根据本公开的某些方面将热金属卷快速淬火的过程700的流程图。在一些情况下,过程700可使用图1、2的系统100、200或图3的快速淬火生产线300。
100.在方框702处,热金属卷被展开。通过低张力开卷机进行热金属卷的展开。在一些情况下,展开热金属卷还包括通过非接触式压紧装置对金属卷施加非接触压紧力。在一些情况下,展开热金属卷包括允许通过重力从金属卷中放出金属带。
101.在任选的方框706处,金属带可以被加热(例如,预加热)到目标温度。在一些情况
下,如果热金属卷已经处于目标温度下,则不需要预加热。
102.在方框708处,金属带可以被快速淬火。快速淬火可包括以100℃/s或200℃/s或至少100℃/s或200℃/s的速率降低金属带的温度。快速淬火可涉及使用一个或多个喷淋头向金属带分配冷却剂。在一些情况下,在方框708处将金属带快速淬火还可以包括任选的方框710、712、714中的一者或多者。在方框710处,可收集来自一个或多个淬火区的蒸汽。在方框712处,金属带可以被淬火到低于莱顿弗罗斯特点的温度。在方框714处,收集自方框710的蒸汽可以被重新导向金属带。在一些情况下,可以在没有首先进行方框712的情况下进行方框714。然而在一些情况下,仅在金属带在方框712处达到低于莱顿弗罗斯特点的温度之后才进行方框714。
103.在一些情况下,在方框708处将金属带淬火可包括接收平坦度信息(例如,来自下游平坦度测量装置,如偏转辊),并对从喷淋头分配冷却剂进行调节,以获得所需的平坦度。
104.在方框716处,从金属带上移除冷却剂。在一些情况下,从金属带上移除冷却剂可包括使用气刀、刮板、擦除器(例如,超柔擦除器)或其它冷却剂移除装置的任意组合。
105.在方框718处,对金属带施加张力。在方框718处对金属带施加的张力可以是下游张力,使得张力不会通过展卷机处的热辊向上传递,而是传递到下游设备。在方框718处施加张力可包括使金属带通过张紧区的张紧辊,以向金属带中施予张力。
106.在任选的方框720处,可任选地对金属带施加润滑。
107.金属带可向下游前进到任意合适的下游设备。在一些情况下,下游设备可以是卷绕机,在这种情况下,金属带可以在方框722处被卷绕。所得到的金属卷将是温热金属卷或冷金属卷。在一些情况下,可以使用其它下游设备,在这种情况下,金属带可经历其它下游加工,如温轧或冷轧。
108.前面对包括说明的实施方案在内的实施方案的描述仅是为了说明和描述的目的而给出,并不旨在为详尽的或限于所公开的精确形式。许多修改、适应性变动和用途对本领域技术人员来说将是显而易见的。
109.下面提供了示例性实例的集合,包括至少一些明确列举为“示例”的示例性实例,其提供了对根据本文所述的概念的多种示范实施方案的附加描述。这些示例并不意味着是相互排斥、详尽或限制性的;并且本公开不限于这些示范性示例,而是涵盖所发布的权利要求及其等同方案范围内的所有可能的修改和变化。
110.示例1是一种系统,所述系统包括:用于接收和展开金属带的金属卷的低张力展开单元;非接触式压紧装置,其定位成邻近所述低张力展开单元以在所述金属卷的展开期间朝向所述金属卷的中心在所述金属带上提供力;用于冷却所述金属带的一组淬火区,其中所述一组淬火区提供足够的冷却剂以将所述金属带的温度以每秒至少100℃的速率降低;定位在所述一组淬火区下游的冷却剂移除单元;和定位在所述冷却剂移除单元下游用于增加所述金属带中的张力的张紧单元。
111.示例2是任何前述或后续示例或示例组合的系统,其中所述低张力展开单元包括布置成将热量保持在所述金属卷的卷绕部分内的隔热体。
112.示例3是任何前述或后续示例或示例组合的系统,其中所述低张力展开单元包括用于向所述金属卷的卷绕部分提供热量的热源,其中所述热源联接到控制器以用于将所述金属卷保持在阈值温度或阈值温度以上。
113.示例4是任何前述或后续示例或示例组合的系统,其中所述非接触式压紧装置包括用于产生穿过所述金属带的变化磁场的一个或多个磁体。
114.示例5是任何前述或后续示例或示例组合的系统,其中所述变化磁场被配置成将所述力随时间分布在所述金属带的宽度上。
115.示例6是任何前述或后续示例或示例组合的系统,其中所述非接触式压紧装置包括用于将加热的空气吹向所述金属带的喷嘴。
116.示例7是任何前述或后续示例或示例组合的系统,其还包括:定位成测量所述金属带的平坦度的平坦度测量单元;以及控制器,其联接到所述平坦度测量单元和所述一组淬火区,以基于所测量的所述金属带的平坦度来调节所述冷却剂的输送。
117.示例8是任何前述或后续示例或示例组合的系统,其还包括定位在所述一组淬火区上游以将波引入到所述金属带中的稳定系统。
118.示例9是任何前述或后续示例或示例组合的系统,其中所述金属带在所述金属卷与所述冷却剂移除单元之间没有机械接触的情况下保持被支撑。
119.示例10是任何前述或后续示例或示例组合的系统,其中所述一组淬火区包括蒸汽回收模块以用于将湿空气从所述一组淬火区中的至少一个淬火区在所述一组淬火区中的所述至少一个淬火区下游的位置处重新导向金属带。
120.示例11是任何前述或后续示例或示例组合的系统,其中所述一组淬火区中的所述至少一个淬火区下游的所述位置是所述金属带的温度等于或低于莱顿弗罗斯特点的位置。
121.示例12是任何前述或后续示例或示例组合的系统,其还包括:定位在所述低张力展开单元下游的预淬火加热单元;以及控制器,其联接到所述预淬火加热单元以在所述金属带进入所述一组淬火区之前将所述金属带加热到目标温度。
122.示例13是任何前述或后续示例或示例组合的系统,其中所述非接触式压紧装置定位成在所述金属带由于重力而脱离所述金属卷的位置处或附近向金属带提供力。
123.示例14是一种方法,所述方法包括:使用低张力开卷机展开热金属卷,其中展开所述热金属卷包括对所述热金属卷施加非接触压紧力,并允许所述热金属卷的金属带脱离所述金属卷;将所述金属带在一组淬火区中快速淬火,其中将所述金属带快速淬火包括将冷却剂施加于所述金属带以将所述金属带的温度以每秒至少100℃的速率降低;从所述金属带上移除所述冷却剂;并对所述金属带施加下游张力。
124.示例15是任何前述或后续示例或示例组合的方法,其还包括保持所述低张力开卷机处的所述热金属卷的初始温度。
125.示例16是任何前述或后续示例或示例组合的方法,其还包括在紧临将所述金属带快速淬火之前预加热所述金属带。
126.示例17是任何前述或后续示例或示例组合的方法,其中施加所述非接触压紧力包括产生穿过所述金属带的变化磁场。
127.示例18是任何前述或后续示例或示例组合的方法,其中施加所述非接触压紧力包括将加热的空气吹向所述金属带。
128.示例19是任何前述或后续示例或示例组合的方法,其还包括:测量所述金属带的平坦度;并基于所测量的平坦度来调节所述冷却剂的输送。
129.示例20是任何前述或后续示例或示例组合的方法,其还包括在所述金属带中感应
波,而不接触所述金属带。
130.示例21是任何前述或后续示例或示例组合的方法,其还包括:从所述淬火区中的至少一个淬火区中捕获蒸汽;并朝所述金属带重新引导所捕获的蒸汽。
131.示例22是任何前述或后续示例或示例组合的方法,其中重新引导所捕获的蒸汽包括在所述金属带的温度等于或低于莱顿弗罗斯特点的位置处朝金属带重新引导所捕获的蒸汽。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。