具有厚度控制的敷形涂覆工艺
相关申请的交叉引用
1.本技术要求2020年12月02日提交的题为“conformal coating process with thickness control(具有厚度控制的敷形涂覆工艺)”的美国临时申请no.63/120,428的优先权和权益,还要求2021年10月08日提交的美国专利申请no.17/497,318的优先权和权益。
技术领域
2.以下涉及敷形涂覆机器的实施例,更具体地涉及用于控制所施加的涂层的厚度的敷形涂覆机器的实施例。
背景技术:
3.常规的敷形涂覆厚度测量为手动离线或在线使用光学检查完成。手动方法使用湿膜量规、涡流仪、激光、共焦或其他离线执行的传感器。手动操作会引入污染,可能会影响涂层布局,或产生不正确的结果。光学检查能够在线或离线进行,但需要针对每批涂层在黑光下的涂层光学亮度进行校准,并且需要与“金色”样品进行比较。
技术实现要素:
4.一个方面涉及一种用于控制分配系统的方法,该方法包括:通过分配装置根据第一分配操作将涂覆材料分配在衬底上,通过与分配装置集成在一起的检查装置检查被施加在第一衬底上的涂覆材料,和基于检查改变第一分配操作以使涂覆材料根据第二分配操作被分配在随后的衬底上。
5.在示例性实施例中,所述第一分配操作包括以第一流速分配涂覆材料,第二分配操作包括以不同于第一流速的第二流速分配涂覆材料。
6.在示例性实施例中,所述检查包括测量被施加给衬底的涂覆材料的厚度,和/或检测涂覆材料在衬底的一个或多个目标区域中的布局。
7.在示例性实施例中,改变第一分配操作包括调整分配装置的至少一个参数。
8.在示例性实施例中,分配装置的被调整的该至少一个参数包括泵速、流体压力、孔口开度、阀冲程、行进速度和涂覆位置。
9.在示例性实施例中,在衬底离开分配系统之前进行检查,而在分配之后,在衬底处于分配系统内的相同位置或接近相同位置。
10.在示例性实施例中,检查装置和分配装置都位于分配系统的同一壳体内,检查装置被附接以物理上接近分配装置。
11.另一个方面涉及一种控制分配系统的方法,其包括:将涂覆材料分配在分配系统所接收的衬底上,用分配系统内的被布置为接近分配装置的传感器测量被施加给衬底的涂覆材料的厚度,确定涂覆材料的厚度上的误差,调整分配系统的至少一个参数以校正误差,并且响应于该调整,执行校正动作。
12.在示例性实施例中,误差通过将传感器所测得的厚度与预设容许偏差进行比较来
确定并且确定传感器所测得的厚度超过围绕所期望厚度的预设容许偏差。
13.在示例性实施例中,校正动作包括在衬底上分配另外的涂覆材料并且获得随后的厚度测量,或将衬底从分配系统中排出并且将涂覆材料分配在随后进入分配系统的衬底上。
14.另一个方面涉及一种涂覆机器,其包括:被配置为将涂覆材料分配到被移动通过涂覆系统的一系列衬底上的分配装置,与分配装置集成的检查装置,该检查装置被配置为对被施加给该一系列衬底的至少一个衬底的涂覆材料执行检查,以及被配置为基于检测装置的检查调整涂覆机器的至少一个参数的控制器。
15.在示例性实施例中检测装置是与分配装置集成的光谱干涉激光传感器。
16.结合附图,从以下详细公开内容中将更容易理解和充分理解构造和操作的前述和其他特征。
附图说明
17.将参考以下附图详细描述一些实施例,其中相同的标记表示相同的构件,其中:图1示出了根据本发明实施例的一种涂覆机器的示意图;图2示出了根据本发明实施例的一种涂覆机器的第一实施例的框图;图3示出了根据本发明实施例的一种涂覆机器的第二实施例的框图;图4示出了根据本发明实施例的一种用于控制涂覆机器的方法的流程图;图5示出了根据本发明实施例的另一种用于控制涂覆机器的方法的流程图;和图6示出了根据本发明实施例的另一种用于控制涂覆机器的方法的流程图。
具体实施方式
18.本文中通过示例而非限制的方式参考附图呈现了所公开的装置和方法的下文描述的实施例的详细描述。尽管详细地示出和描述了某些实施例,但是应当理解在不脱离所附权利要求的范围的情况下可以进行各种改变和修改。本发明的范围决不限于构成部件的数量,其材料、其形状、其相对布置等仅作为本发明实施例的示例而公开。
19.作为详细描述的前言,应当注意,在本说明书和所附权利要求中使用的单数形式“一”和“该”包括复数形式,除非上下文另有明确规定。
20.简而言之,本发明的实施例涉及一种涂覆机器,如果检测到错误,则该涂覆机器利用传感器数据来自动调整涂覆工艺。传感器测量所施加涂层的特性,例如所施加涂层的厚度,并将传感器数据发送到控制器/计算机进行处理。传感器数据被处理以确定所施加的涂层是否在所预期的规格(例如,所期望厚度)的可接受容许偏差内。如果控制器/计算机确定所施加的涂层的厚度超过可接受容许偏差,则控制器调整涂覆机器的一个或多个参数以减少或增加要施加的涂覆材料的量,从而使所施加的涂层的厚度在所预期的规格的可接受容许偏差范围内。涂覆机器被配置为对一系列衬底进行涂覆,并且通过利用传感器数据自动调整涂覆工艺,大大减少了在涂覆过程中出现错误的衬底的数量。在许多情况下,检测到了错误,然后在涂覆后续衬底之前进行相关联的调整。
21.有利地,传感器被布置为接近分配装置以用于更为即时的错误检测和校正动作。与从涂覆机器的分配部件中排出衬底以远程检查所施加的涂覆材料不同,位于与分配装置
相同的附近的传感器检查所施加的涂层并且在衬底离开分配装置附近之前发送数据用于处理。通过这种方式,与将衬底传送到另一条装配线或远程部件进行检查而另一个衬底载入涂覆机器的情况相比,可以更快地检测到任何错误。更快的错误检测意味着在涂覆过程中更早地完成对涂覆机器的必要调整,这减少了涂覆后续衬底的延迟,并且减少了在调整前错误涂覆的后续衬底的数量。此外,传感器靠近分配装置的位置允许对当前衬底进行修饰或额外分配,而无需丢弃衬底。
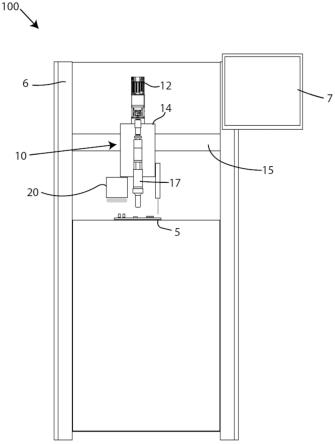
22.现在参考附图,图1示出了根据本发明实施例的一种涂覆机器100。涂覆机器100是被配置为分配、施加涂覆材料或用涂覆材料以其他方式涂覆衬底5的机器。在示例性实施例中,涂覆机器100是被配置为将敷形涂层施加到衬底5,例如印刷电路板的敷形涂覆机器。涂覆机器100由壳体6限定,壳体6由多个框架构件、面板和接入点构成。被附接到框架的面板可以是实心面板和透视面板的组合,例如玻璃、塑料等,以允许操作观察。此外,涂覆机器100是分立单元,但具有其他功能(例如,固化)的其他分立单元可以被耦接到涂覆机器100以完成敷形涂覆工艺。
23.壳体6的内部区域包含分配装置10和检查装置20,并且适合于接收一系列衬底5,作为涂覆工艺的一部分;壳体6内可以有单个衬底或有多个离散的衬底位于壳体6内,用于接收涂覆材料。可选地,涂覆机器100包括用于显示操作数据,例如流型特征、序列、状态更新、输出量、部件数据等的显示单元12。
24.位于涂覆机器100的壳体6内的分配装置10被配置为将涂覆材料分配到移动通过涂覆机器100的衬底5或一系列衬底的表面上;能够涂覆衬底5的整个表面或者能够涂覆衬底5的一个或多个目标区域。涂覆材料可以是适用于对需要适当涂覆的电子设备或其他部件进行涂覆的流体、液体或其他粘性材料。分配装置10包括分配器17以将涂覆材料分配到衬底5上。分配器17可操作地附接到位于涂覆机器100内的末端执行器14。末端执行器14能够与x轴致动器、y轴致动器和/或z轴致动器一起使用以实现在一个或多个轴上的运动。接收末端执行器的机器壳体或其他部件元件可以利用机器人平台以准确、精确和可重复性地执行自动化任务。例如,机器可以是具有控制线性运动的多个主轴(笛卡尔坐标)的桁架式机器人,其中水平构件可以被支撑在两端。机器也可以是任何机器人操纵器,例如选择性顺从装配机器手臂(scara)系统、线性机器人、多轴机器人手臂系统等。然而,出于示例性目的,机器的实施例将被描述为利用桁架式机器人。末端执行器14可以指附接到x、y、z或其他运动轴以执行各种任务的任何装置,例如分配、拾取和放置、路由、涂覆等。例如,末端执行器14能够绕z轴旋转,并且可以通过沿y轴致动器滑动而沿y轴左右移动,并且随着y轴致动器沿着x轴致动器滑动,通过与y轴致动器一起滑动而沿x轴前后移动。此外,末端执行器14可以通过沿z轴致动器滑动而在z轴上上下移动。x轴致动器、y轴致动器和z轴致动器可以是滚珠丝杠滑块、直线运动滑块、线性致动器等。在一些实施例中,末端执行器14还可以允许分配器17倾斜以相对于衬底5以各种角度分配涂覆材料。
25.分配器17可以被称为阀或更具体地分配阀并且可以是装置、设备、阀、混合阀、两件式喷头、双组分喷射阀或被配置为在衬底的表面、边缘和/或周边上输送流体的任何部件或系统。分配器17被可操作地连接到调节器和流体供应器。在示例性实施例中,调节器12和流体供应器(未示出)与分配器17流体连通。调节器12和分配器17的其他部件以有助于分配和调节来自分配器17的流体的方式机械连接。调节器12控制、调整、调节从分配器17分配的
涂覆材料的压力等。调节器12的实施例可以是气动控制调节器或电动气动调节器。此外,泵与流体供应器相关联并且被操作以实现泵输出的改变。例如,泵,例如齿轮泵,可以被用于增加或减少通过分配器17的泵速。
26.在一个实施例中,具有用于选择性施加反应材料的集成喷雾帽的渐进泵也可以与分配器17一起使用。例如,分配器17可以通过将由分配器的混合元件混合的反应材料喷射到目标衬底上来选择性地涂覆电路板(例如,涂覆电路板的一些区域而不涂覆其他区域),其中反应材料在离开喷嘴之前被雾化。集成的空气帽允许控制雾化反应物材料以用于选择性应用。
27.继续参考图1,检查装置20与分配装置10被集成在一起。检查装置20与分配装置10被集成在一起意味着检查装置20被布置得足够靠近分配装置20,从而能够由检查装置20执行对分配装置10所施加的涂层的检查,而不需要衬底5的移动。例如,在分配之后,当衬底5处于涂覆机器100内的相同位置时进行检查。虽然衬底5的移动对于检查装置20的检查来说不是必需的,但是在分配涂覆材料之后并且在检查之前,能够在壳体6内移动、重新定位或以其他方式操纵衬底5。衬底5也可以在检查装置5的检查期间移动。以这种方式,检查在衬底5离开涂覆机器100之前进行,以进行更即时的错误检测和校正动作,如上文所述。
28.涂覆机器100的各种配置存在以将检查装置20集成到涂覆机器100内的分配装置17。如图1所示,检查装置20在壳体6内被耦合到分配装置10,以使每个部件都位于涂覆机器100的壳体6内。检查装置20被物理地附接到末端执行器14,末端执行器14是分配装置10的部分。末端执行器14的运动导致检查装置20和分配器17两者的运动。在另一实施例中,检查装置20能够经由桥接件或连接元件被附接到末端执行器14,例如在一端被附接到末端执行器14而在另一端附接到检查装置20的杆或板。在另一实施例中,涂覆机器100包括在壳体6内的第二末端执行器,检查装置20被附接到该第二末端执行器;第二执行器能够类似于末端执行器14被控制并且能够用于相对于衬底5和/或分配装置10可移动地定位检查装置20。在另一个实施例中,检查装置20能够在壳体6内的位置处被安装在涂覆机器100的框架上以检查由分配系统10分配的施加的涂层。可以使用其他配置来将检查装置20布置在分配装置10附近。每种配置将检查装置20与分配装置10集成在一起以使能够由检查装置20对所施加的涂覆材料进行检查,而不需要衬底5的排出。
29.检查装置20是被配置为对施加到一系列衬底中的至少一个衬底上的涂覆材料进行检查的一个或多个传感器。例如,检查装置20测量被施加给衬底5的涂覆材料的厚度,和/或检测涂覆材料在衬底5的一个或多个目标区域中的布局。由检查装置20捕获的数据被传输到与涂覆机器100、分配装置10和检查装置20耦接的控制器,该控制器被用于对涂覆机器100进行调整,如下文更详细描述的。在示例性实施例中,检查装置20是光谱干涉激光传感器,其能够提供对衬底5的一个或多个目标区域或衬底的整个表面中所施加的涂覆材料的厚度的准确测量。检查装置20的其他实施例包括共焦激光器、位移激光器、3d扫描仪等。
30.现在参考图2,涂覆机器100包括控制器30。控制器30被配置为基于检查装置20的检查来调整涂覆机器100的至少一个参数。传感器数据从检查装置20传输到控制器30以进行分析以采取影响分配器17的分配操作的校正动作。基于从检查装置接收的传感器数据,控制器30产生控制信号并且将控制信号发送到涂覆机器100的一个或多个部件,这些部件影响或以其他方式修改分配器17的分配操作。控制器30发出的控制信号调整分配装置10
和/或涂覆机器100的至少一个参数。分配装置10和/或涂覆机器100的该至少一个参数包括泵速、流体压力、孔口开度、阀冲程、行进速度和涂覆位置。控制器能够调整单个参数或调整多个参数的组合。例如,控制器30能够增加分配装置10的泵速以更快的间隔将一定量的涂覆材料输送到分配装置10,增加分配装置10的泵速以较慢的间隔将一定量的涂覆材料输送到分配装置10,减少分配装置10的喷嘴的孔口开度以减少就要从分配器17分配的涂覆材料的流速,增加分配装置10的喷嘴的孔口开度以增加将要从分配器17分配的涂覆材料的流速,降低末端执行器14的行进速度以使每次通过衬底的目标区域时施加更大量的涂覆材料,和/或增加末端执行器14的行进速度以使每次通过衬底的目标区域时施加较少量的涂覆材料。能够对分配装置10、末端执行器14、分配器17、与分配器17相关联的部件和涂覆机器100进行其他调整,这将影响施加到衬底上的涂覆材料的厚度。
31.控制器30包括错误检测模块31和调整模块32。“模块”是指基于硬件的模块、基于软件的模块或硬件和软件的组合。基于硬件的模块的实施例包括自包含部件,例如芯片组、专用电路和一个或多个存储设备,而基于软件的模块是程序代码的一部分或被链接到包含特定程序指令的程序代码,这些程序代码加载在与涂覆机器100相关联的计算机系统的存储装置中。模块(无论是硬件、软件或其组合)旨在实现或执行一个或多个特定功能或例程。错误检测模块31包括硬件的一个或多个部件和/或软件程序代码,用于检测所期望涂层特性(例如,所期望厚度)和实际涂层特性(例如,测得厚度)之间的误差。在示例性实施例中,错误检测模块31将检查装置20测量的厚度与预设的容许偏差进行比较。预设的容许偏差是一个
±
范围,它是与所期望厚度或被测量的其他涂层特性的可接受偏差。错误检测模块31确定检测装置20所测量的厚度是否超过所期望厚度的预设的容许偏差。如果错误检测模块31确定所测得的涂层特性没有超过预设的容许偏差,则不需要对涂覆机器100进行调整。如果错误检测模块31确定所测得的涂层性能超过预设的容许偏差,则调整模块32计算减少与所期望涂层性能的偏差所需的对涂覆机器100的必要调整。一旦计算出必要的调整(例如,需要减小喷嘴的孔口开度,需要增加末端执行器的行进速度等),调整模块32生成命令信号并且将命令信号发送到涂覆机器100的部件,以实现涂覆机器100的机械部件的物理变化。
32.控制器30经由数据总线被耦接到涂覆机器100的部件,如图2所示。然而,控制器30也能够通过网络2被连接到涂覆机器100及其部件,如图3所示。网络2是指一组两个或多个链接在一起的计算机系统。网络2可以是本领域技术人员已知的任何类型的计算机网络。计算机网络2的示例包括lan、wan、校园局域网(can)、家庭局域网(han)、城域网(man)、企业网络、例如互联网的云计算网络(物理或虚拟)、例如gsm或cdma网络的蜂窝通信网络或移动通信数据网络。在一些实施例中,计算机网络2的架构可以是对等网络,其中在其他实施例中,网络2可以被组织为客户端/服务器架构。
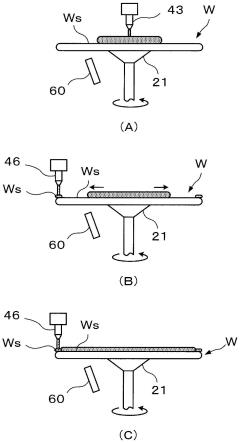
33.现在将参考图4描述一种用于控制涂覆机器100或分配系统的方法200。在步骤201,分配装置10根据第一分配操作将涂覆材料分配到待移动通过涂覆机器的一系列衬底中的第一衬底上。第一分配操作是将涂覆材料程序化地分配到衬底5上以达到所期望的涂层厚度,并且相应地设置初始涂覆机器/分配装置参数;泵速、孔口开度、机器人行进速度和流速的组合能够被用于实现特定的涂层厚度。例如,第一分配操作设置泵速值、孔口开度值、机器人行进速度值和流速值,以在衬底上实现125微米(~.005")的涂层厚度。根据第一分配操作将涂覆材料分配到衬底上。在步骤202,检查装置20通过测量所施加的涂覆材料的
涂层厚度来检查施加到衬底5的涂覆材料。光谱干涉激光传感器测量所施加的涂覆材料的厚度并且将传感器数据传输到控制器。检查步骤发生在第一衬底离开分配系统之前;本文中所使用的第一衬底不一定是指一系列衬底中的第一衬底,而是指待检查的第一个衬底。在步骤203,基于检查改变第一分配操作,以使根据第二分配操作将涂覆材料分配到随后的衬底上。控制器处理传感器数据以确定在第一分配操作中是否存在误差。例如,控制器确定所测得的涂层厚度是否偏离所期望的涂层厚度超出预设的容许偏差。在误差检测的情况下,涂覆机器的一个或多个参数被调整以创建第二分配操作。第二分配操作是以更新的和/或修改的涂覆机器/分配装置参数将涂覆材料程序化地分配到衬底5上以达到所期望的涂层厚度;泵速、孔口开度、机器人行进速度和流速的组合能够被用于实现特定的修改的涂层厚度。例如,第二分配操作设置泵速值、孔口开度值、机器人行进速度值和流速值,其中这些值中的一个或多个不同于第一分配操作,以在衬底上实现约75微米(~.003")的涂层厚度。在步骤204,第一衬底从涂覆机器排出并且根据第二分配操作涂覆随后的衬底,或者第一衬底被修饰以达到期望的厚度然后从涂覆机器中排出。
34.图5示出了一种用于控制涂覆机器的方法300的流程图。在步骤301,涂覆材料被分配到由涂覆机器接收的衬底上。在步骤302处,施加到衬底的涂覆材料的厚度用被布置在涂覆机器内的分配装置附近的传感器进行测量。在步骤303,确定涂覆材料的厚度上的误差。在步骤304,调整分配系统的至少一个参数以校正误差。在步骤305,响应于调整而执行校正动作。在一个实施例中,校正动作是将额外的涂覆材料分配到衬底上并且根据之前的步骤获得随后的厚度测量。在另一个实施例中,校正动作包括将衬底从分配系统中排出和将涂覆材料分配在随后进入分配系统的衬底上。
35.图6示出了一种用于闭环厚度控制的方法400的更详细的流程图。在步骤401,开始涂覆过程。在步骤402,未被涂覆的衬底进入涂覆机器。在步骤403,执行涂覆过程以涂覆未被涂覆的衬底。在步骤404,执行涂层厚度测量。在步骤405,将涂层厚度测量与预设的容许偏差进行比较。步骤406确定测得的厚度和所期望厚度之间的差异是否在容许偏差范围之外。如果否,则步骤407确定该衬底是否是涂覆过程的一系列衬底中的最后一个衬底。如果所测量的衬底是该一系列中的最后一个衬底,则涂覆过程结束。如果所测量的衬底不是该一系列中的最后一个衬底,则方法400返回到步骤401。如果步骤406为是,则步骤408调整涂覆机器的一个或多个参数。步骤409确定是否应修改所测量的衬底(例如,向一个或多个目标区域添加额外的涂覆材料)。如果是,则涂覆过程返回到步骤403。如果否,则涂覆过程进行到步骤407。涂覆过程在步骤410结束。
36.虽然已经结合上面概述的特定实施例描述了本公开,但很明显,许多替代、修改和变化对于本领域技术人员来说将是显而易见的。因此,如上所述的本公开的优选实施例旨在说明而非限制。在不脱离本发明的精神和范围的情况下,可以根据以下权利要求进行各种改变。权利要求提供了本发明的覆盖范围并且不应限于这里提供的具体示例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。