1.本发明涉及液晶显示模组领域,具体涉及一种液晶显示模组的输送加工装置。
背景技术:
2.液晶显示模组组通常作为液晶显示器的显示部件,液晶显示器的其它部分包括电源电路,信号处理电路等,以及外壳等。模组主要分为屏和背光灯组件。两部分被组装在一起,但工作的时候是相互独立的(即电路不相关)。
3.除此之外液晶模组的应用范围还包括:电力测控终端、注塑机电脑、数控系统、人机界面、医疗仪器、生化分析、纺织机械控制、税控机、彩票机、食品检测、色谱分析、电子测量、环境实验设备、消防安全 、汽车电子和数据采集等领域。
4.液晶显示模组在生产制造环节通常需要对其进行外观和ccd视觉检测,以检测其是否存在缺陷;常见的检测方式是将液晶显示模组从传送带上取出并放置在不同检测工位进行检测,其操作上相对不便,且在不同检测工位之间来回转移也耗费较多时间,整体的检测效率相对低下。
5.为此,如何解决上述现有技术存在的不足,是本发明研究的课题。
技术实现要素:
6.为解决上述问题,本发明公开了一种液晶显示模组的输送加工装置。
7.为了达到以上目的,本发明提供如下技术方案:一种液晶显示模组的输送加工装置,包括ccd视觉检测装置及ccd视觉检测摄像头,还包括带式输送机、检测装置及照明测试装置,所述带式输送机的中间部具有一检测开口,该检测开口呈矩形状,所述检测开口内沿带式输送机的长度方向安装有多对传送轮,各对传送轮之间套设有传动带,多个传动带之间相互平行间隔设置,所述传送轮通过电机驱动进行旋转;所述检测装置设置于带式输送机的底部并正对所述检测开口,所述检测装置包括ccd视觉检测摄像头,该ccd视觉检测摄像头上传动连接有直线驱动机构,所述ccd视觉检测摄像头通过直线驱动机构驱动沿垂直于带式输送机的输送方向运动;所述ccd视觉检测摄像头的信号输出端与所述ccd视觉检测装置的信号输入端电性连接;所述照明测试装置包括分别固定于带式输送机前后两侧的侧板及沿检测开口长度方向滑动连接于侧板上的照明灯。
8.进一步的,所述直线驱动机构包括丝杠及螺纹套,所述丝杠沿前后方向转动连接于带式输送机的底部,所述丝杠的前端传动连接有驱动电机,所述螺纹套的左右两端均滑动穿设有导杆,两所述导杆均与所述丝杠平行设置,所述ccd视觉检测摄像头安装于螺纹套的顶部。
9.进一步的,所述侧板上沿检测开口的长度方向开设有滑槽,所述滑槽位于沿检测开口的侧部,所述滑槽内滑动连接有滑块,所述照明灯固定于滑块上。
10.进一步的,所述传送轮固定于传动辊筒上,所述传动辊筒与电机的动力输出轴进
行传动连接。
11.进一步的,所述传送轮为同步轮,所述传动带为同步齿形带,该同步齿形带与所述同步轮啮合传动。
12.相对于现有技术,本发明具有如下优点:本发明的输送加工装置,在原有的加工用输送带上开设有一独立的检测开口,检测开口内沿带式输送机的长度方向安装有多对传送轮,各对传送轮之间套设有传动带,传动带之间间隔设置留出了检测空隙的同时并能够对液晶显示模组进行传送,在检测开口的下方和上方分别设置检测装置及照明测试装置,可分别对液晶显示模组进行ccd视觉检测和照明外观检测;此外ccd视觉检测装置及照明测试装置的位置均可调整,检测范围相对较大。
附图说明
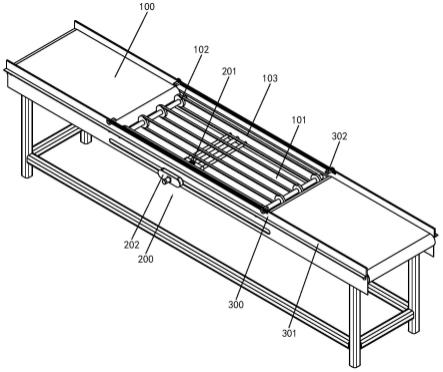
13.图1为本发明的立体图;图2为本发明的俯视图。
14.附图标记列表:100带式输送机、101检测开口、102传送轮、103传动带、200检测装置、201ccd视觉检测摄像头、202直线驱动机构、300照明测试装置、301侧板、302照明灯。
具体实施方式
15.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
17.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
19.实施例:参见图1-2,一种液晶显示模组的输送加工装置,包括ccd视觉检测装置及ccd视觉检测摄像头201,ccd视觉检测装置及ccd视觉检测摄像头201可整体采用keyence cv-x型,用于检测液晶显示模组背面的柔性pcb是否存在缺陷;输送加工装置还包括带式输送机100、检测装置200及照明测试装置300,带式输送机100的中间部具有一检测开口101,该检测开口101呈矩形状,检测开口101内沿带式输送机100的长度方向安装有多对传送轮102,各对传送轮102之间套设有传动带103,多个传动带103之间相互平行间隔设置,传送轮102通过电机驱动进行旋转;具体的,传送轮102为同步轮,传动带103为同步齿形带,该同步齿形带与同步轮啮合传动,传送轮102固定于传动辊筒
上,传动辊筒与电机的动力输出轴进行传动连接;检测使用时,液晶显示模组放置在传动带103上,通过传动带103进行传送;检测装置200设置于带式输送机100的底部并正对检测开口101,检测装置200包括ccd视觉检测摄像头201,该ccd视觉检测摄像头201上传动连接有直线驱动机构202,ccd视觉检测摄像头201通过直线驱动机构202驱动沿垂直于带式输送机100的输送方向运动;ccd视觉检测摄像头201的信号输出端与ccd视觉检测装置的信号输入端电性连接;具体的,直线驱动机构202包括丝杠及螺纹套,丝杠沿前后方向转动连接于带式输送机100的底部,丝杠的前端传动连接有驱动电机,螺纹套的左右两端均滑动穿设有导杆,两导杆均与丝杠平行设置,ccd视觉检测摄像头201安装于螺纹套的顶部;ccd视觉检测摄像头201可通过直线驱动机构202驱动进行移动,以便于对不同位置进行检测;照明测试装置300包括分别固定于带式输送机100前后两侧的侧板301及沿检测开口101长度方向滑动连接于侧板301上的照明灯302; 具体的,侧板301上沿检测开口101的长度方向开设有滑槽,滑槽位于沿检测开口101的侧部,滑槽内滑动连接有滑块,照明灯302固定于滑块上;检测时,开启照明灯302对液晶显示模组,通过人工对液晶显示模组进行外观缺陷的观察,照明灯302的位置可移动,以便于对其进行移动照射不同的位置;检测时,液晶显示模组由带式输送机100输送至检测开口101中的传动带103上,传动带103之间间隔设置留出了检测空隙的同时并能够对液晶显示模组进行传送,在检测开口101的下方和上方分别设置检测装置200及照明测试装置300,可分别对液晶显示模组进行ccd视觉检测和照明外观检测;此外ccd视觉检测装置200及照明测试装置300的位置均可调整,检测范围相对较大。
20.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。