1.本发明属于冶炼技术领域,具体涉及一种全钒钛磁铁矿球团的烧结工艺。
背景技术:
2.钒钛磁铁矿作为一种多金属共生铁矿,在全球范围内分布广泛,具有极高的综合利用价值。有关钒钛磁铁矿的加工利用,从20世纪20年代开始以南非、芬兰、挪威、中国等国为代表,围绕综合回收铁、钒、钛进行了广泛研究。由于世界各地区钒钛磁铁矿矿物组成和化学成分的差异,其预处理和综合利用流程也不尽相同,目前应用较广的方法可分为:高炉-转炉法和非高炉法两大类。其中,我国主要以高炉-转炉法处理钒钛磁铁矿。
3.钒钛磁铁矿烧结工序是高炉-转炉法的必要环节。钒钛磁铁矿烧结矿质量的好坏将显著影响高炉冶炼环节,对其有效综合利用钒钛磁铁矿具有深远影响。但是,钒钛磁铁矿由于其性质复杂、亲水性差、高温液相形成难,导致其制粒性能差、烧结透气性低,最终导致烧结利用系数低、烧结矿强度差、co2排放量大、烧结固体能耗高,钒钛磁铁矿烧结矿的质量较难满足高炉生产的质量指标。这限制了钒钛磁铁矿在炼铁流程中的运用。因此,如何改善钒钛磁铁矿烧结性能,这对高炉-转炉长流程高效利用钒钛磁铁矿具有重要意义。
4.中国专利zl201811157759.5公布了一种钒钛精矿粉厚料层烧结工艺,该工艺首先将烧结原料混合均匀,所述烧结原料包括以重量计的钒钛精矿粉50~60 份,铁精矿粉5~8份,熔剂10~20份,燃料3~5份;将烧结原料破碎;粉末用水浸润后制备成球团;将球团布料至烧结设备上,布料厚度为720~740mm;将球团烧结为球团矿,从而实现了较厚的烧结布料厚度,实现对烧结矿质量的改善,该工艺料层厚度仅为720~740mm,产量较低。且该专利也没有对制备球团进行干燥处理,直接高温点火,容易导致球团爆裂,影响透气性,降低烧结利用系数和烧结矿强度,不利于烧结。此外,该专利未提及任何烧结指标,其效果如何无法判断。
5.中国专利zl202011453047.5公布了一种高品位钒钛铁精矿的烧结方法:1) 将烧结原料混合均匀,所述烧结原料包括以重量计的高品位钒钛铁精矿粉50~60 份,铁精矿粉5~8份,熔剂10~20份,燃料a3~5份;2)然后将高锰酸钾溶液喷洒于烧结原料上,加水浸润烧结原料后进行造球,得到团球b;3)所述团球b 布料得到料层b;所述料层b上采用布料燃料c得到料层c;所述料层b厚度为650~700mm,所述料层c厚度为20~50mm;点火和在氮气环境下烧结,得到钒钛烧结矿。通过该工艺可改善烧结性能。但是,该工艺对固体能耗影响没有体现。上述两个专利的烧结原料中都添加铁精矿粉,通过预先成球,改善料层透气性,提高烧结速率和产量。但是降低了钒钛磁铁矿的利用效率和处理量,增加了后续提钒成本。
6.针对上述难题,有必要提出一种全钒钛磁铁矿球团的烧结工艺,以期克服烧结利用系数低、烧结矿强度差、生产成本高、co2排放量大和烧结固体能耗高的缺点。
技术实现要素:
7.针对普通钒钛磁铁矿亲水性差、制粒性能不好,导致料层透气性差、烧结利用系数
低;此外,钒钛磁铁矿高温性能差,导致液相形成难度大、固体能耗高、co2排放量大、烧结矿强度差和成品率低等缺点,本发明的目的在于提供一种工艺简单、生产成本低的全钒钛磁铁矿球团的烧结工艺。
8.为了实现上述技术目的,本发明提供以下技术方案:
9.一种全钒钛磁铁矿球团的烧结工艺,包括以下步骤:
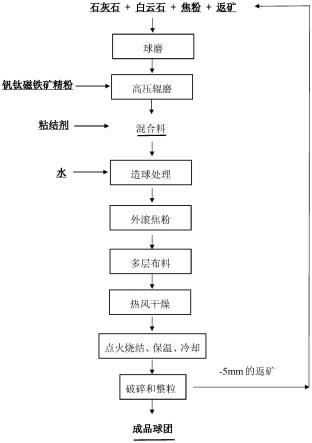
10.(1)将粗粒级的石灰石、白云石、焦粉和返矿进行球磨,得到细磨物料,然后对细磨物料、钒钛磁铁矿精粉进行高压辊磨,得到烧结原料;
11.(2)将步骤(1)所得烧结原料、粘结剂按照设定比例配料并充分混匀,得到混合料,然后进行造球处理,得到预定粒度的生球;
12.(3)对步骤(2)所得生球进行外滚焦粉,得到混匀料;
13.(4)将步骤(3)所得混匀料进行多层布料;
14.(5)对料层进行热风干燥,再依次进行点火烧结、保温、冷却、破碎和整粒,获得成品球团。
15.优选的,步骤(1)中,将粗粒级的石灰石、白云石、焦粉和返矿球磨至粒度为-0.074mm占60%~70%;所述的球磨工艺为干磨或湿磨。
16.优选的,步骤(1)中,钒钛磁铁矿精粉的粒度为-0.074mm占80%以上, 0.15mm小于2%,经过高压辊磨后烧结原料的比表面积达到1500~2100cm2/g。
17.进一步,钒钛磁铁矿精粉经过高压辊磨至比表面积达到1500~1900cm2/g。
18.优选的,步骤(2)中,所述粘结剂为膨润土、有机粘结剂或者复合粘结剂中一种或几种,其用量为总物料的0.5wt%~2.0wt%。
19.进一步,所述粘结剂为腐殖酸钠,其良好的亲水性能,能改善钒钛磁铁矿成球性,提高球团强度和爆裂温度,防止后面烧结过程产生爆裂,改善料层的透气性。
20.优选的,步骤(2)中,控制混合料的二元碱度(cao/sio2质量比)为1.8~2.2, mgo含量为1.4wt%~2.1wt%,sio2含量为5.0wt%~5.4wt%。
21.优选的,步骤(2)中,所述焦粉内配于球团内,其比例为总焦粉用量的 5wt%~15wt%。
22.焦粉内配于球团比例对后续造球及烧结性能影响非常大。当焦粉内配较小时或者不内配焦粉时,钒钛磁铁矿球团由于内部供热不足,导致液相量较少,固结效果不好,烧结矿强度低,成品率低;若内配焦粉比例过高,焦粉亲水性差,所制备球团强度低,烧结过程容易破裂,导致料层透气性降低、烧结产质量变差。
23.优选的,步骤(2)中,采用圆盘造球机进行造球,造球水分为7.0%~9.0%,造球时间为8~14min,所制备生球的粒度为10~16mm。
24.进一步,造球水分为7.5%~8.5%。
25.优选的,步骤(2)中,制备的生球达到如下性能:生球抗压强度超过10n/个、落下强度大于4次/(0.5mm)、爆裂温度超过250℃。
26.优选的,步骤(3)中,外滚焦粉的粒度为-3mm占70%~90%,其比例为总焦粉用量的85wt%~95wt%,总焦粉的用量为总物料的3.5wt%~4.5wt%。
27.进一步,外滚焦粉可以分成三部分,料层上部球团外滚焦粉比例为外滚焦粉总量的30~50wt%;料层中部球团外滚焦粉比例为外滚焦粉总量的20~40wt%;料层下部球团
外滚焦粉比例为外滚焦粉总量的10~30wt%。
28.优选的,步骤(4)中,所述的布料,采用三层布料,从上到下依次为料层上部、料层中部和料层下部,各部分料高均为总料高的1/3。
29.优选的,步骤(4)中,料层厚度为600~1000mm,铺底料厚度应为20~30mm,铺底料粒度应为10~16mm。通常,料层厚度越高,固体能耗降低,但是产量下降,应该根据实际情况,选择合适的料层厚度。
30.进一步,步骤(4)中,料层厚度为800~1000mm。
31.优选的,步骤(5)中,所述的热风干燥,干燥温度为200~400℃、干燥时间 4~6min、干燥负压4~6kpa。
32.干燥温度过低,干燥不彻底,生球中仍然残留大量水分,当进行高温点火时,容易导致生球爆裂,烧结过程粉末量增多,热态透气性降低,产质量下降。干燥温度过高,生球在干燥环节,由于水分蒸发太快,内部蒸气压过高,同样会导致爆裂,影响热态透气性,进而降低烧结产量。
33.同样,干燥时间过短,生球中仍然残留大量水分,当进行高温点火时,容易导致生球爆裂,烧结过程粉末量增多,热态透气性降低,产质量下降。而干燥时间过长,又会导致能耗增多,效率降低。因此,干燥环节是球团烧结的重要工序,需严格控制。
34.优选的,步骤(5)中,点火温度1100~1200℃,点火时间1.0~3.0min,点火负压4~6kpa;保温温度900~1000℃、保温时间6~9min、保温负压10~14kpa;烧结负压10~14kpa。
35.保温温度与时间对烧结矿产质量尤为重要。保温温度过低或保温时间过短,则球团烧结降低固体能耗和提高强度的效果较差;而保温温度过高或保温时间过长,则球团烧结过程产生的液相过大,综合能耗提高,同时成品烧结矿强度也会下降。采用部分天然气燃烧保温供热取代固体燃料焦粉的燃烧供热,从而显著降低焦粉用量,减少co2排放,实现低碳绿色化高质量发展。
36.优选的,步骤(5)中,破碎和整粒后颗粒粒径小于5mm的球团作为返矿。
37.本发明具有以下有益技术效果:
38.(1)本发明提供了一种全钒钛磁铁矿球团的烧结工艺,添加石灰石、白云石和焦粉,利用球磨-高压辊磨对烧结原料进行预处理以改善成球性,再通过预先成球,改善料层透气性,提高烧结速率和产量;同时提高料层氧位,改善高温氧化及固结效果,从而提高烧结矿强度和改善冶金性能。
39.(2)本发明提供了一种全钒钛磁铁矿球团的烧结工艺,充分利用料层的蓄热作用,以及烧结过程料层上部温度低而下部温度高的特点,为了保证料层温度的均一性,采用三层布料方式,及料层下部燃料较少、中部次之、上部燃料较多,使得整个料层温度均匀。通过分层布料,调控料层燃料与温度相匹配,从而改善烧结矿的固结效果,降低固体能耗。
40.(3)本发明提供了一种全钒钛磁铁矿球团的烧结工艺,克服了传统钒钛磁铁烧结工艺,为了改善烧结性能,通常需要配加一定量的普通磁铁精粉,改善烧结性能,本工艺可以实现100%钒钛磁铁矿烧结,提高钒钛磁铁矿的利用效率和处理量,降低后续提钒成本。
41.(4)本发明提供了一种全钒钛磁铁矿球团的烧结工艺,针对普通钒钛磁铁矿烧结过程,固体能耗高、co2排放量大等问题,转变能源结构,采用部分天然气燃烧保温供热取代固体燃料焦粉的燃烧供热,从而显著降低焦粉用量,减少co2排放,实现低碳绿色化高质量
发展。
附图说明
42.图1为本发明的工艺流程图。
具体实施方式
43.以下通过具体实施例和附图对本发明技术方案进行详细的阐述。
44.以下实施例及对比例,除特别声明外,所使用的原料,其化学成份如下:
45.所使用的粘结剂为腐殖酸钠,粒度为-0.074mm占95%左右。
46.石灰石:cao 51.88%,mgo 0.12%,al2o30.65%,sio21.83%,烧损42.11%。
47.白云石:cao 30.99%,mgo 22.45%,al2o30.78%,sio20.67%,烧损44.89%。
48.钒钛磁铁矿精粉:铁品位62.11%,v2o50.77%,tio27.80%,cao 0.55%, mgo 1.44%,al2o32.46%,sio22.27%,烧损0.28%;其粒度-0.074mm为82%, 0.15mm 1.15%。
49.对比例1
50.对钒钛磁铁矿精粉进行常规烧结。首先将钒钛磁铁矿精粉、石灰石、白云石、返矿和焦粉进行优化配矿,控制二元碱度(cao/sio2质量比)为2.0,mgo 含量为1.8,sio2含量为5.15%,焦粉用量为4.5%,水分为8.5%,通过混匀与制粒后,混匀料透气性阻力118mmh2o。然后将混合料依次进行布料、点火、烧结、冷却和整理。料层高度700mm,点火温度1150℃,点火时间3min,点火负压6kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
51.对比例1中烧结指标:烧结速度17.3mm/min,烧结利用系数1.18t/(m2·
h),转鼓强度仅为58.55%,固体能耗高达78.66kg/t,成品率仅为68.55%。
52.对比例2
53.将石灰石、白云石和返矿经过对球磨预处理后,直至颗粒粒径小于0.074mm 占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制二元碱度 (cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度14.3n/个、落下强度6.6次/(0.5m)、爆裂温度280℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球全部外滚焦粉,焦粉用量为4.3%,料层透气性阻力为 66mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为700mm,未经过分层布料;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度 950℃、保温时间6min、保温负压10kpa;烧结负压为10kpa;冷却负压5kpa,冷却到100℃以下。
54.对比例2中烧结指标:烧结速度为21.2mm/min,烧结利用系数为 1.25t/(m2·
h),转鼓强度为61.33%,固体能耗72.67kg/t,成品率为71.33%。相比于对比例1,采用球团烧结后,烧结产质量得到明显改善,固体能耗降低,co2排放减少。
55.对比例3
56.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于 0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制焦粉内配5%,二元碱度(cao/sio2质量
比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度14.1n/个、落下强度6.4次/(0.5m)、爆裂温度290℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球外滚焦粉,焦粉总用量为4.1%,料层透气性阻力为60mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为700mm,未经过分层布料;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度950℃、保温时间6min、保温负压10kpa;烧结负压为10kpa;冷却负压5kpa,冷却到100℃以下。
57.对比例3中烧结指标:烧结速度为21.2mm/min,烧结利用系数为1.27t/(m2·
h),转鼓强度为63.77%,固体能耗66.55kg/t,成品率为73.66%。相比于对比例1和对比例2,采用球团烧结和燃料内配后,烧结产质量进一步改善,固体能耗降低, co2排放减少。
58.对比例4
59.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于 0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制焦粉内配15%,二元碱度(cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度13.8n/个、落下强度6.1次/(0.5m)、爆裂温度300℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球外滚焦粉,焦粉总用量为3.9%,料层透气性阻力为62mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为700mm,未经过分层布料;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度950℃、保温时间6min、保温负压10kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
60.对比例4中烧结指标:烧结速度为21.4mm/min,烧结利用系数为 1.32t/(m2·
h),转鼓强度为65.88%,固体能耗62.34kg/t,成品率为76.55%。相比于对比例1-3,采用提高燃料内配比后,烧结产质量进一步改善,固体能耗降低, co2排放减少。
61.对比例5
62.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于 0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.5%进行混匀,控制焦粉内配20%,二元碱度(cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度9.8n/个、落下强度3.7次/(0.5m)、爆裂温度310℃、生料粒度10-16mm,生球指标无法达到工业要求;所得生球外滚焦粉,焦粉总用量为3.9%,料层透气性阻力为64mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为700mm,未经过分层布料;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度950℃、保温时间6min、保温负压10kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
63.对比例5中烧结指标:烧结速度为19.88mm/min,烧结利用系数为 1.22t/(m2·
h),转鼓强度为62.44%,固体能耗67.58kg/t,成品率为73.34%。相比于对比例4后,采用提高燃料内配比超过15%至20%后,烧结产质量反而降低。
64.对比例6
65.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于 0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制焦粉内配15%,二元碱度(cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度13.8n/个、落下强度6.1次/(0.5m)、爆裂温度300℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球外滚焦粉,焦粉总用量为3.6%,料层透气性阻力为62mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为700mm,进行分层布料,料层上部球团料的外滚焦粉量为总焦粉量的50%,料层中部球团料的外滚焦粉量为总焦粉量的30%,料层下部球团料的外滚焦粉量为总焦粉量的20%;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度 950℃、保温时间6min、保温负压10kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
66.对比例6中烧结指标:烧结速度为23.2mm/min,烧结利用系数为 1.41t/(m2·
h),转鼓强度为68.88%,固体能耗55.46kg/t,成品率为79.89%。相比于对比例3,采用提高燃料内配比后,采用三层布料方式后,烧结矿强度提高,固体能耗降低。
67.实施例1
68.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于 0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制焦粉内配15%,二元碱度(cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度13.8n/个、落下强度6.1次/(0.5m)、爆裂温度300℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球外滚焦粉,焦粉总用量为3.5%,料层透气性阻力为62mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为850mm,进行分层布料,料层上部球团料的外滚焦粉量为总焦粉量的50%,料层中部球团料的外滚焦粉量为总焦粉量的30%,料层下部球团料的外滚焦粉量为总焦粉量的20%;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度 950℃、保温时间6min、保温负压10kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
69.实施例1中烧结指标:烧结速度为23.5mm/min,烧结利用系数为 1.44t/(m2·
h),转鼓强度为70.12%,固体能耗48.78kg/t,成品率为83.42%。相比于对比例6,提高料层高度后,烧结矿强度提高,固体能耗降低。
70.实施例2
71.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于 0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制焦粉内配15%,二元碱度(cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度13.8n/个、落下强度6.1次/(0.5m)、爆裂温度300℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球外滚焦粉,焦粉总用量为3.3%,料层透气性阻力为63mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得
成品球团烧结矿。料层高度为900mm,进行分层布料,料层上部球团料的外滚焦粉量为总焦粉量的50%,料层中部球团料的外滚焦粉量为总焦粉量的30%,料层下部球团料的外滚焦粉量为总焦粉量的20%;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度 950℃、保温时间6min、保温负压10kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
72.实施例2中烧结指标:烧结速度为23.4mm/min,烧结利用系数为 1.49t/(m2·
h),转鼓强度为72.33%,固体能耗44.96kg/t,成品率为85.55%。
73.实施例3
74.将石灰石、白云石、焦粉和返矿经过对球磨预处理后,直至颗粒粒径小于0.074mm占65%左右,对细磨物料和钒钛磁铁精粉进一步进行高压辊磨,辊磨至比表面积1755cm2/g;然后加入粘结剂,其用量为1.0%进行混匀,控制焦粉内配15%,二元碱度(cao/sio2质量比)为2.0,mgo含量为1.8,sio2含量为 5.15%;将混合料进行造球,控制造球水分8.5%,造球时间12min,所获得生球抗压强度13.8n/个、落下强度6.1次/(0.5m)、爆裂温度300℃、生料粒度10-16mm,生球指标达到达工业要求;所得生球外滚焦粉,焦粉总用量为3.2%,料层透气性阻力为63mmh2o;将混匀料经过布料、干燥、点火烧结、保温、冷却、破碎和整粒,获得成品球团烧结矿。料层高度为950mm,进行分层布料,料层上部球团料的外滚焦粉量为总焦粉量的50%,料层中部球团料的外滚焦粉量为总焦粉量的30%,料层下部球团料的外滚焦粉量为总焦粉量的20%;干燥温度250℃、干燥时间3min;点火温度1150℃,点火时间2min,点火负压5kpa;保温温度 1000℃、保温时间7min、保温负压10kpa;烧结负压为12kpa;冷却负压5kpa,冷却到100℃以下。
75.实施例3中烧结指标:烧结速度为24.2mm/min,烧结利用系数为 1.55t/(m2·
h),转鼓强度为74.67%,固体能耗42.06kg/t,成品率为87.21%。以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本发明技术构思前提下所得到的改进和变换也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。