超薄不等宽叶片激光内送粉变斑熔覆修复方法及修复装置
【技术领域】
1.本发明涉及涡轮叶片修复技术领域,特别涉及一种超薄不等宽叶片激光内送粉变斑熔覆修复方法及修复装置。
背景技术:
2.在实际应用中,涡轮叶片是航空发动机制造中最核心的部件之一,其长期处于复杂恶劣的工作环境中,极易出现各类损伤缺陷,但更换叶片价格昂贵。因此需要开展对叶片修复技术的研究,降低制造成本,这对于延长叶片使用寿命和发挥材料的潜力起着相当重要的作用,具有巨大的经济效益。
3.目前传统叶片修复方法主要有钎焊技术、氩弧焊技术和激光熔覆技术等三种。钎焊技术因其设备工艺简单且成本较低等优点,广泛应用于工业生产中,但其修复过程中热输入量较大,热影响区极易出现热裂纹,同时钎焊接头的强度较低,耐热力较差。氩弧焊操作观察方便,可进行全位置焊接,容易实现机械化和自动化,但其热影响区域大,叶片在修复后容易变形,结合力不够。由于激光熔覆是急冷急热的过程,熔覆过程中对基材的热输入量少,热影响区小,熔覆层组织细小,冶金结合强度高,易于实现自动化。
4.激光熔覆变斑修复技术特点显著,修复层具有较好的抗氧化、耐腐蚀、耐磨损等性能,激光表面熔覆过程可精确控制,机械加工量小。修复部位变形小,可控性高。目前激光熔覆常用的送粉方式有预置粉末法和光外同轴送粉法等两种。
5.预置粉末法指的是把激光熔覆粉末预先放置在激光光斑经过的路径上,随着光斑的移动,预置的粉末与基材一同熔化、凝固。实现预置送粉的方法有两种,一种为手工铺粉,另一种为利用重力送粉器送粉,将粉末预置于光斑经过的路径上进行熔覆。但预置粉末法虽然可以大面积熔覆,但制造出的熔覆层容易产生气孔、变形、开裂和脱落等缺陷,预置的粉末导热性差,需要激光具有很大的能量。而且修复不等宽超薄叶尖处的缺陷不适宜采用预置粉末法,既浪费大量粉末,又很难在超薄的叶尖处修复出理想的叶片形状。
6.光外同轴送粉是利用气载式送粉器,将激光熔覆粉末直接输送入光斑内,随着光斑在工件表面的移动,形成熔覆层。光外同轴送粉即送粉喷嘴与光束同轴,安装于光束四周进行送粉。但光外同轴送粉的粉末入光路线为斜抛运动路线,在制造过程中,粉末利用率低,多余粉末对所成形的零件精度产生很大影响。光外同轴送粉集束性差,容易发生粘粉。
技术实现要素:
7.本发明的目的在于提供一种超薄不等宽叶片激光内送粉变斑熔覆修复方法及修复装置,解决了目前一般激光熔覆方法修复难度大和修复后加工余量大的技术问题。
8.本发明的目的是通过以下技术方案实现:
9.超薄不等宽叶片激光内送粉变斑熔覆修复方法,包括以下步骤:
10.步骤10,设置光路系统、粉管和待修复的叶片,其中,激光通过所述光路系统将实心圆柱形光束转换为倒锥形中空光束,所述粉管位于所述倒锥形中空光束的中空无光区;
11.步骤20,根据所需要的熔覆层的表面性能,选择粉末材料;
12.步骤30,设定激光变斑熔覆的工艺参数,包括激光功率、离焦量、扫描速度和送粉速率;
13.步骤40,根据所需要的熔覆层的厚度与宽度,选择所述扫描速度、激光功率与焦离量;
14.步骤50,根据需要熔覆层的厚度重复步骤30-50,直至得到表面平整、不等宽变化的熔覆层。
15.在其中一个实施例中,所述步骤10中,将所述叶片沿扫描方向分成若干段,不同段所述叶片之间宽度不相等、高度相等,不同段所述叶片与不同的激光光斑大小、激光功率和扫描速度匹配。
16.在其中一个实施例中,所述步骤10中,所述叶片沿扫描方向分成宽度由小变大再变小的若干段,扫描速度由大变小再变大。
17.在其中一个实施例中,所述步骤10中,所述叶片的非修复面外包覆铜板。
18.在其中一个实施例中,所述步骤20中,所述粉末粒度为50-105μm,球形度大于90%,熔覆前将所述粉末进行烘干处理。
19.在其中一个实施例中,所述步骤30中,所述工艺参数包括:激光功率为300-1000w,离焦量为-3-0mm,扫描速度为0.36-0.48m/min,送粉速率为10-50g/min,选用氮气或氩气作为保护性气体。
20.超薄不等宽叶片激光内送粉变斑熔覆修复装置,包括:
21.光路系统,激光在所述光路系统内变换为倒锥形中空光束;
22.粉管,设于所述倒锥形中空光束的中空无光区;
23.环状准直气,环绕设于所述粉管外侧,气流沿所述粉管中粉末下落方向流动。
24.在其中一个实施例中,所述倒锥形中空光束、粉管和环状准直气的中心轴重合。
25.在其中一个实施例中,所述粉管的外径不大于1.5mm,内径不大于0.8mm。
26.在其中一个实施例中,所述光路系统包括圆锥反射镜和环绕设于所述圆锥反射镜外侧的圆环形反射聚焦镜,激光通过所述圆锥反射镜后再反射至所述圆环形反射聚焦镜上,变换为所述倒锥形中空光束。
27.与现有技术相比,本发明具有如下有益效果:本发明超薄不等宽叶片激光内送粉变斑熔覆修复方法及修复装置,在一般激光熔覆技术的基础上进行改进,弥补了传统激光熔覆修复难度大和修复后加工余量大的缺点。本发明采用光内送粉技术,粉末从喷嘴中垂直射入激光中进行充分熔融,粉管周围的准直气的输送保证了粉束良好的集中性,提高了粉末利用率,减少了因粉末发散导致未充分熔融的粉末黏附在熔覆层表面上的现象,使用本实验室中空激光光头,光斑最小直径约为0.5mm,使用铜板保护两端叶尖超薄处,实现在0.2mm超薄叶尖处修复出叶片形状。采用变斑修复原理,实时改变负离焦量大小,激光功率和扫描速度,优化工艺参数后可以得到表面平整、组织致密、不等宽变化且强度较高的熔覆层。不受被加工零件形状限制,可实现非规则曲面和多角度的熔覆。
【附图说明】
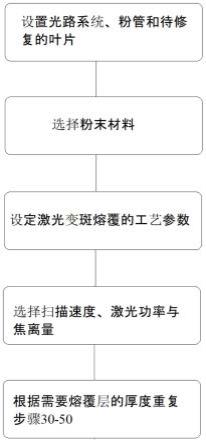
28.图1是本发明中超薄不等宽叶片激光内送粉变斑熔覆修复方法流程图;
29.图2是本发明中超薄不等宽叶片激光内送粉变斑熔覆修复装置示意图;
30.图3为本发明中超薄不等宽叶片激光扫描示意图;
31.图4为本发明中超薄不等宽叶片包覆铜板示意图之一;
32.图5为本发明中超薄不等宽叶片包覆铜板示意图之二;
33.图6为本发明中曲面叶片斜切之后的的形状图;
34.图7为本发明中曲面叶片弧线切之后的形状图;
35.图8为本发明中多条弧线弯曲的曲面叶片形状图。
36.1-激光束;2-圆锥反射镜;3-圆环反射聚焦镜;4-环状准直气;5-粉管;6-粉末;7-第一负离焦量;8-第二负离焦量;9-第三负离焦量;10-叶片;11-铜板。
【具体实施方式】
37.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
38.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
39.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本技术中的具体含义。
40.请参考图1,一种超薄不等宽叶片激光内送粉变斑熔覆修复方法,用于修复涡轮叶片10,尤其是用于修复超薄不等宽涡轮叶片10。一般激光熔覆薄壁厚度在1.5mm左右,而超薄涡轮叶片10的叶尖最薄处仅有0.2mm。为了实现在超薄叶片10叶尖处的修复,本发明的发明原理在于提出了一种变斑熔覆技术,采用中空环形光内送粉喷嘴,并实时改变负离焦量的大小,实现了可变激光光斑熔覆修复。修复方法包括以下步骤:步骤10,设置光路系统、粉管5和待修复的叶片10;步骤20,选择粉末材料;步骤30,设定激光变斑熔覆的工艺参数;步骤40,选择扫描速度、激光功率与焦离量;步骤50,根据需要熔覆层的厚度重复步骤30-50。
41.在本实施例的步骤10中,先设置光路系统、粉管5和待修复的叶片10。其中,激光通过光路系统将实心圆柱形光束转换为倒锥形中空光束,粉管5位于倒锥形中空光束的中空无光区。激光可由中空激光光头发出,使用特殊光路系统,将原先的实心圆柱形光束转换为中空光束,光粉耦合效果更好。步骤20中,根据所需要的熔覆层的表面性能,选择粉末材料,如当实验基体材料为tc4钛合金叶片,则选择tc4合金粉末,当实验基体材料为ni合金叶片,则选择ni718合金粉末等;步骤30中,设定激光变斑熔覆的工艺参数,包括激光功率、离焦
量、扫描速度和送粉速率;步骤40中,根据所需要的熔覆层的厚度与宽度,选择扫描速度、激光功率与焦离量,每熔覆完一道后,提升一定高度;步骤50中,根据需要熔覆层的厚度重复步骤30-50,直至得到表面平整、不等宽变化的熔覆层。
42.在其中一个实施例中,请参考图3,步骤10中,将叶片10沿扫描方向a分成若干段,不同段叶片10之间宽度不相等、高度相等,不同段叶片10与不同的激光光斑大小、激光功率和扫描速度匹配。优选的,步骤10中,因叶片10不等宽,不等宽的叶片10沿扫描方向分成宽度由小变大再变小的若干段,扫描速度由大变小再变大。例如叶片10为两端窄中部宽的纺锤形时,截取扫描时的任意时刻,其中在两端的扫描速度相等而同时大于中部的速度,即v1=v3》v2。
43.在其中一个实施例中,步骤10中,叶片10的非修复面外包覆铜板11,铜板11至少完全保护住叶片10的叶尖处。由于叶尖处超薄,如果不对叶尖处进行保护,实验过程中激光功率变大容易烧坏叶尖。本发明采用叶尖处铜板11保护法,在叶片10周围放置相似弧形状的铜板11,利用铜的导热性好,散热较快,可以将叶尖处的能量吸收,改善熔覆效果,起到保护超薄叶尖的作用。采用铜板11保护叶片10叶尖超薄处,有效避免功率过大导致叶尖过烧的现象,实验结果证明保护效果理想。
44.在其中一个实施例中,步骤20中,粉末粒度为50μm-105μm,如50μm、75μm或105μm等,球形度大于90%,熔覆前将粉末进行烘干处理。
45.为了实现超薄叶尖处的修复,需要采用合适的激光功率,激光功率过小时,能量密度不足难以充分熔化粉末,叶尖处修复难以堆积成形。激光功率过大时,能量密度过大对叶尖处基体稀释率过大,叶尖被烧蚀损坏。并采用负离焦量,如图2中第一负离焦量7、第二负离焦量8、第三负离焦量9等。实时改变负离焦量的大小改变激光光斑大小,实时改变激光功率和扫描速度,达到不等宽修复的目的。
46.在其中一个实施例中,步骤30中,上述工艺参数包括:激光功率为300w-1000w,如300w、600w或1000w等;离焦量为-3mm-0mm,如-3mm、-1.5mm或0mm等;扫描速度为0.36m/min-0.48m/min,如0.36m/min、0.40m/min或0.48m/min等;送粉速率为10g/min-50g/min,如10g/min、30g/min或50g/min等;选用氮气或氩气作为保护性气体。
47.一种超薄不等宽叶片激光内送粉变斑熔覆修复装置,请参考图2,包括:光路系统、粉管5和环状准直气4。其中,激光束1在光路系统内变换为倒锥形中空光束,待修复叶片10位于倒锥形的尖端处;粉管5设于倒锥形中空光束的中空无光区,粉管5的喷头向叶片10方向即竖直向下方向落下粉末6;环状准直气4环绕设于粉管5外侧,可通过管道实现,气流呈环状并沿粉管5中粉末6下落方向流动,使粉末6在下落过程中,始终位于聚焦光束内部的中空区,直至焦点附近进入光斑。
48.在其中一个实施例中,倒锥形中空光束、粉管5和环状准直气4的中心轴重合。单根粉管5居中,粉管5外侧设置有环状准直气管,实现光、粉、气同轴。光、粉、气同轴,粉末6利用率高,所熔覆的修复层精度可控制在10μm以内。
49.在其中一个实施例中,粉管5的外径不大于1.5mm,内径不大于0.8mm。优选的,粉管5的外径为1.5mm,内径为0.8mm。采用比一般激光熔覆用的更细的粉管5(常用的粉管5为外径3mm,内径2mm),可以在不等宽超薄叶片10上修复出宽度为0.2mm-2mm、高度为3mm的熔覆层。
50.在其中一个实施例中,光路系统包括圆锥反射镜2和环绕设于圆锥反射镜外侧的圆环形反射聚焦镜3,激光通过圆锥反射镜2后再反射至圆环形反射聚焦镜3上,变换为倒锥形中空光束。
51.本发明可实现在非规则曲面进行多角度熔覆修复。针对非规则曲面零件的表面形状,分别给出如图6、图7和图8所示的三种情况。图6为曲面叶片10斜切之后的零件图,图7为曲面叶片10弧线切之后的形状,图8为多条弧线弯曲的曲面叶片10形状。根据叶片10的实际形状,根据实际需求,利用库卡示教器进行编程,规划激光头运动路径,改变激光功率与速度,负离焦量大小等。光头可偏转0-90
°
进行多角度弯曲叶片10熔覆。
52.与现有技术相比,本发明具有如下有益效果:本发明超薄不等宽叶片激光内送粉变斑熔覆修复方法及修复装置,在一般激光熔覆技术的基础上进行改进,弥补了传统激光熔覆修复难度大和修复后加工余量大的缺点。本发明采用光内送粉技术,粉末从喷嘴中垂直射入激光中进行充分熔融,粉管周围的准直气的输送保证了粉束良好的集中性,提高了粉末利用率,减少了因粉末发散导致未充分熔融的粉末黏附在熔覆层表面上的现象,使用本实验室中空激光光头,光斑最小直径约为0.5mm,使用铜板保护两端叶尖超薄处,实现在0.2mm超薄叶尖处修复出叶片形状。采用变斑修复原理,实时改变负离焦量大小,激光功率和扫描速度,优化工艺参数后可以得到表面平整、组织致密、不等宽变化且强度较高的熔覆层。不受被加工零件形状限制,可实现非规则曲面和多角度的熔覆。
53.以上述依据本技术的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项申请技术思想的范围内,进行多样的变更以及修改。本项申请的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
