50%;焊丝线径为φ2.8mm、φ3.2mm、φ4.0mm中的任一种,堆焊层金属抗拉强度约为550mpa,断面延伸率为24%以上。堆焊层数为三层以上。
7.所述药芯中铬成分通过低碳铬铁粉、微碳铬铁粉、金属铬粉中任一种或任两种以上向打底层过渡获得。所述药芯焊丝中铬成分按重量百分比为16-19%。
8.所述药芯中锰成分通过碳锰铁、金属锰中任一种或两种组合向打底层过渡获得。所述药芯焊丝中锰成分按重量百分比为5%-6.5%;所述药芯中硅成分通过硅合金粉向打底层过渡获得。所述药芯焊丝中硅成分按重量百分比为0.3%-0.6%。
9.所述药芯中镍成分通过添加纯镍粉向打底层过渡获得,药芯焊丝中镍成分按重量百分比为2.3%-3.6%。
10.所述药芯中铝成分通过添加纯铝粉向打底层过渡获得。所述药芯焊丝中铝成分按重量百分比为0.2%-0.4%。
11.基于发明背景中所述,目前对于打底层焊丝的研究多以低碳低合金钢体系为主,即有效元素少之又少,仅能满足辊体表面破坏层长肉增厚的作用,对于工件具体工况环境下所受的具体失效抵抗能力微乎其微,虽然打底层焊丝不与破坏体直接接触,但其本身性能对外侧耐磨层金属及辊体裂纹的扩展均有较大影响,从而对整个再制造过程影响显著。
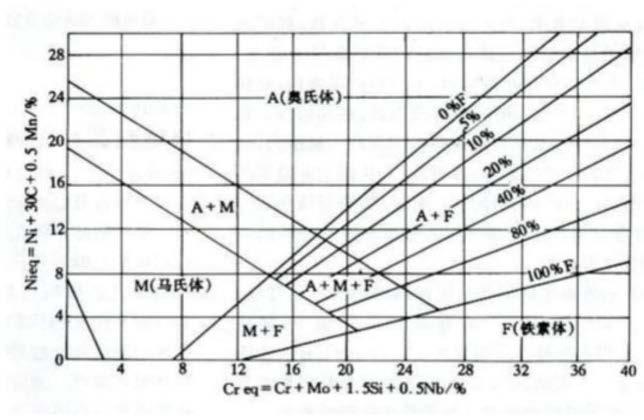
12.本发明的工作原理,焊层金属采用中锰低硅体系,并添加大量的奥氏体形成元素,使对焊层金属保持奥氏体和铁素体双相组织,铁素体和奥氏体的强度、硬度虽然不高,但具有良好的抗裂性能,作为水泥挤压辊打底层焊丝使用,修补基体表面,可以有效组织裂纹的扩展,止裂作用强。另外通过严格控制合金组分中的碳含量在0.1%以下,有利于提高焊接性能,焊接过程防止产生硬脆的马氏体组织,减小裂纹萌生倾向,消除裂纹倾向;配置中锰低硅体系,少量的硅与锰起到联合脱氧的作用,焊接过程中无需外部介质保护,但是在焊接时硅能与氧结合形成硅酸,降低材料的焊接性能,当含量超过3%时,还能降低焊层金属的塑性和韧性,因此控制硅含量在0.2-0.7之间;通过添加钛酸钾和氟硅酸钠非金属矿物质减少焊接飞溅,提高焊丝焊接性能。
13.与现有技术相比,本发明的有益效果为:1)焊前不需要预热,常温下即可用于电弧焊焊接使用,简化修复环节,降低生产及场地要求,降低生产成本。2)满足堆焊三层以上的使用要求;3)焊层金属与母材熔合好,结合强度高;4)焊层金属为奥氏体 铁素体双相组织,具有高抗裂性,抗拉强度约为550mpa,断面延伸率超过24%,能够有效阻止辊面的疲劳裂纹和焊接裂纹向辊体延伸、扩展,有效保护辊体不受损坏,延长使用寿命。
14.附图说明:图1 本发明实施例使用的拉伸试样示意图。
15.具体实施方式:下面结合实施例对本发明的实施方式作进一步说明:下面将详细地描述本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
16.实施例1一种挤压辊打底层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,实施例中
各成分元素通过添加微碳铬铁、中碳锰铁、45硅铁、镍粉、钛酸钾、铝粉、氟硅酸钠、铁粉等原料获得,药芯焊丝成分按重量百分比为:c 0.09%,cr 17.5%,mn 6.4%,si 0.3%,ni 4%,k4tio
4 1.2%,al 0.17%,na2sif
6 0.33%,其余为铁及不可避免的杂质。冷轧低碳钢带中的碳含量0.0265%;药芯在冷轧低碳钢带制成的冷拔焊丝管体中的装填系数46.9%;焊丝线径φ2.8mm。
17.实施例1已在辽宁某水泥厂挤压辊上应用,堆焊三层,目前已在线运行超过10000h,打底层焊丝与母材结合良好,焊层无显微裂纹。在线运行7200小时下线巡检观测,打底层状态良好,仍具备继续服役条件。
18.实施例2一种挤压辊打底层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,实施例中各成分元素通过添加低碳铬铁、金属铬粉、电解锰铁、45硅铁、镍粉、钛酸钾、铝粉、氟硅酸钠、铁粉等原料获得,药芯焊丝成分按重量百分比为:c 0.05%,cr 19.3%,mn 5.71%,si 0.43%,ni 3.59%,k4tio
4 1.4%,al 0.36%,na2sif
6 0.5%,其余为铁及不可避免的杂质。冷轧低碳钢带中的碳含量0.0221%;焊丝线径φ3.2mm,装填系数49.5%。
19.实施例3一种挤压辊打底层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,实施例中各成分元素通过添加微碳铬铁、金属铬粉、中碳锰铁、75硅铁、镍粉、钛酸钾、铝粉、氟硅酸钠、铁粉等原料获得,药芯焊丝成分按重量百分比为:c 0.06%,cr 18.5%,mn 5.7%,si 0.52%,ni 3.14%,k4tio
4 1.3%,al 0.5%,na2sif
6 0.7%,其余为铁及不可避免的杂质。冷轧低碳钢带中的碳含量0.021%;焊丝线径φ4.0mm,装填系数48%。
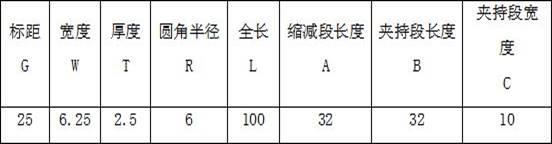
20.本发明自保护药芯焊丝的堆焊层强度试验:将实施例1-3中制备的药芯焊丝进行堆焊,采用直流反接堆焊,电压28v-34v,电流350a-450a。焊接过程中电弧稳定,烟尘少,飞溅少,焊后无渣。拉伸实验采用万能拉伸试验机在室温下测定,标准按照astm a370-2019标准制备小尺寸试样,尺寸选取如图1、表1所示,每个实施例取3组平行式样,最后得到该实施例焊层金属平均强度值,具体数值如表2。
21.表1 拉伸试样尺寸(mm)表2实施例中焊层金属力学性能
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种挤压辊打底层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,其特征在于,药芯焊丝成分按重量百分比为:c 0.05-0.15%,cr 15-20%,mn 4-7%,si 0.2-0.7%,ni 2-4%,k4tio
4 1-1.5%,al 0.1-0.5%,na2sif
6 0.3-1%,其余为铁及不可避免的杂质;冷轧低碳钢带中的碳含量<0.03%;药芯在冷轧低碳钢带制成的冷拔焊丝管体中的装填系数45%-50%;焊丝线径为φ2.8mm、φ3.2mm、φ4.0mm中的任一种,堆焊层金属抗拉强度约为550mpa,断面延伸率为24%以上;堆焊层数为三层以上。2.根据权利要求1所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯中铬成分通过低碳铬铁粉、微碳铬铁粉、金属铬粉中任一种或任两种以上向打底层过渡获得。3.根据权利要求2所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯焊丝中铬成分按重量百分比为16-19%。4.根据权利要求1所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯中锰成分通过碳锰铁、金属锰中任一种或两种组合向打底层过渡获得。5.根据权利要求4所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯焊丝中锰成分按重量百分比为5%-6.5%。6.根据权利要求1所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯中硅成分通过硅合金粉向打底层过渡获得。7.根据权利要求6所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯焊丝中硅成分按重量百分比为0.3%-0.6%。8.根据权利要求1所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯中镍成分通过添加纯镍粉向打底层过渡获得,药芯焊丝中镍成分按重量百分比为2.3%-3.6%。9.根据权利要求1所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯中铝成分通过添加纯铝粉向打底层过渡获得。10.根据权利要求9所述的一种挤压辊打底层用自保护药芯焊丝,其特征在于,所述药芯焊丝中铝成分按重量百分比为0.2%-0.4%。
技术总结
本发明涉焊接材料技术领域,尤其涉及一种挤压辊打底层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,其特征在于,药芯焊丝成分为C,Cr,Mn,Si,Ni,K4TiO4,Al,Na2SiF6。与现有技术相比,本发明的有益效果为:1)焊前不需要预热,常温下即可使用,简化修复环节,降低生产及场地要求,降低生产成本。2)满足堆焊三层以上的使用要求;3)焊层金属与母材熔合好,结合强度高;4)焊层金属为奥氏体 铁素体双相组织,具有高抗裂性,抗拉强度约为550MPa,断面延伸率24%以上,能够有效阻止辊面的疲劳裂纹和焊接裂纹向辊体延伸、扩展,保护辊体不受损坏,延长使用寿命。寿命。
技术研发人员:孙沛沛 孙静文 车双龙 丑煦泽 刘晓光
受保护的技术使用者:孙沛沛
技术研发日:2021.12.14
技术公布日:2022/6/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。