一种挤压辊过渡层用自保护药芯焊丝
1.技术领域
2.本发明涉焊接材料技术领域,尤其涉及一种挤压辊过渡层用自保护药芯焊丝。
背景技术:
3.近年来我国的水泥工业发展迅速,水泥企业的生产规模日益扩大,企业对生产设备的利用也不断增加。辊压机是水泥生产中进行粉磨的关键设备,挤压辊是辊压机的核心部件,主要用于挤压生料和熟料。挤压辊在工作时承受着巨大的压力,而且还会受到物料的磨损,长期使用会使挤压辊受到严重破坏。由于其造价比较高,更换时间比较长,因此会给水泥生产企业带来经济损失。通过对挤压辊的堆焊修复,可以使受损的挤压辊再次正常使用,这样就减少了挤压辊的更换次数,提高了机器本身的利用率,节省了企业购买新设备的费用,降低了企业的生产成本,为企业创造了经济效益。
4.目前对于挤压辊耐磨层相关焊丝研究较多,而挤压辊过渡层自保护药芯焊丝研究报道较少。有文献表明采用c5、cr26、mn1.6、si0.6成分体系作为挤压辊过渡层焊接材料,但是其高碳成分使焊丝焊接性能变差,焊前必须将辊体预热至150℃,焊后保温环冷,其硬度在200-250hb,不足以抵抗使用过程中焊层受到的强大冲击力;另一体系采用高硬度合金层,使用过程中受冲击力作用,焊层极容易呈大块状剥落和脱离,导致辊面失效,且这种焊丝成本较高,利用价值低,亟待研发过渡层专用自保护药芯焊丝材料。
技术实现要素:
5.本发明的目的是提供一种挤压辊过渡层用自保护药芯焊丝,克服现有技术的不足,通过添加合金原料控制合金成分,最终形成高铬高锰奥氏体金属堆焊层,组织韧性好,在受外力作用时产生弹性变形吸收外加应力和能量,保证堆焊金属具有较好的抗疲劳能力,并且当受到外力冲击后,表层奥氏体组织受应力诱导作用转变为马氏体组织,表面硬度增加,既满足外层高硬度需要,为辊面耐磨层提供强有力支撑,又不使内部产生裂纹和裂纹扩展,表现其高抗压强度和高冲击韧性,从而提高堆焊层抗冲击和耐磨损的性能,用于挤压辊过渡层再制造和修复。
6.为了实现上述目的,本发明采用以下技术方案实现:一种挤压辊过渡层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,其特征在于,药芯成分按重量百分比为:c 0.3-1%,cr 8-15%,mn 6-11%,si 0.3-1%,mo 0.3-1%,nb 1-3%,k4tio
4 0.7-1.5%,al 0.2-0.6%,稀土元素0.5-1.2%,其余为铁及不可避免的杂质;冷轧低碳钢带中的碳含量<0.03%;药芯在冷轧低碳钢带制成的冷拔焊丝管体中的装填系数45%-50%;焊丝线径为φ2.8mm、φ3.2mm、φ4.0mm中的任一种,焊丝堆焊两层后,硬度为hrc42
±
4,室温下夏比v型缺口冲击吸收功≥170j。
7.所述药芯中铬成分通过高碳铬铁粉、微碳铬铁粉、金属铬粉中任一种或任两种以
上向过渡层过渡获得;所述药芯焊丝中铬成分按重量百分比为9%-14%。
8.所述药芯中锰成分通过中碳锰铁、金属锰、锰硅合金中任一种或两种组合向过渡层过渡获得;所述药芯焊丝中锰成分按重量百分比为7%-10%。
9.所述药芯中硅成分通过硅合金粉向过渡层过渡获得;所述药芯焊丝中硅成分按重量百分比为0.4%-0.9%。
10.所述药芯中钼成分通过添加钼铁粉向过渡层过渡获得,药芯焊丝中钼成分按重量百分比为0.45%-0.85%。
11.所述药芯中铌成分通过添加铌铁向过渡层过渡获得,药芯焊丝中铌成分按重量百分比为1.2%-2.6%。
12.所述药芯中铝成分通过添加纯铝粉向过渡层过渡获得;所述药芯焊丝中铝成分按重量百分比为0.3%-0.5%。
13.所述药芯焊丝中k4tio4的成分按重量百分比为0.8%-1.4%。
14.所述药芯焊丝中稀土元素为ce、la或稀土合金中的任一种,其成分按重量百分比为0.6%-1.1%。
15.本发明的工作原理是:本发明所述过渡层形成的组织主要为奥氏体组织 弥散碳化物硬质相,通过控制cr和mn元素的加入,使堆焊层金属属于高铬高锰型奥氏体堆焊金属,其特点是面心立方晶格的奥氏体组织,该奥氏体组织的韧性好,在受外力作用时可以产生弹性变形吸收外加应力和能量,保证堆焊金属具有较好的抗疲劳能力,并且当受到外力冲击后,表层奥氏体组织受应力诱导作用会转变为马氏体组织,使表面硬度增加,但其内部组织仍为奥氏体组织,心部硬度低,形成一个表硬心软的配合,使既满足外层高硬度需要,为辊面耐磨层提供强有力支撑,又不使内部产生裂纹和裂纹扩展,表现其高抗压强度和高冲击韧性。过渡层中mn虽然是比较弱的奥氏体形成元素,但是稳定奥氏体的作用很强。mn可以扩大奥氏体相区,并使奥氏体向铁素体的转变向低温移动,过渡层中mn的含量很高,因此使得奥氏体的转变温度大幅度的下降,最后只得到单相奥氏体。其次,堆焊层中碳含量也很少,析出相m7c3很少,只有少部分γ相与析出相m7c3发生包晶转变,组织中大部分仍为γ相。nb元素属于强碳化物形成元素,在高温下优先与c形成高硬度、高耐磨的碳化物,强化熔覆金属的碳化物,增加了抗磨损程度;很少部分nb强化了基体,细化晶粒,促使合金体系向奥氏体转化,使基体组织有足够的韧性,防止在磨损过程中掉块。nb元素与高cr、高mn配合,硬度较低的奥氏体和形变诱导马氏体组织对高硬度nbc起到支撑作用,则能保证焊层具有优良综合力学性能。稀土元素的增加一方面减少了晶体缺陷,即降低了裂纹萌发的可能性,另一方面增加了境界总面积,使裂纹扩展驱动力消失,遏制了裂纹的进一步扩展,,极大地抑制了高合金含量高硬度而易引起的显微裂纹的产生和扩展。
16.与现有技术相比,本发明的有益效果为:1)采用新型fe-c-cr-mn-nb体系用于挤压辊过渡层堆焊材料,过渡层的组织主要为奥氏体组织 弥散碳化物硬质相,具有较高的综合力学性能,堆焊两层后,硬度为hrc42
±
4,室温下夏比v型缺口冲击吸收功≥170j;2)过渡层金属在服役过程中,在受外力作用下,自发由奥氏体组织部分诱变为硬度更高的马氏体组织,使整体具有表硬心韧的结构;3)满足堆焊两层以上的使用要求,焊层金属具有高塑性和高韧性,能够有效阻止辊面的疲劳裂纹和焊接裂纹向辊体延伸、扩展,有效保护辊体不受损
坏,延长使用寿命。
附图说明
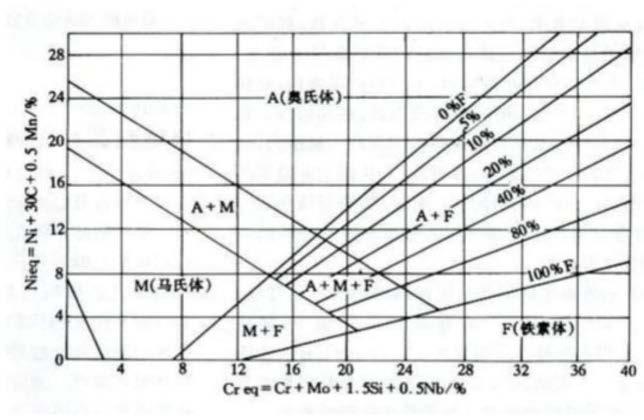
17.图1是本发明实施例1的舍弗勒组织图。
18.具体实施方式:下面结合实施例和附图对本发明的实施方式作进一步说明:下面将详细地描述本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
19.实施例1一种挤压辊过渡层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,实施例中各成分元素通过添加微碳铬铁、中碳锰铁、高碳锰铁、45#硅铁、钼铁粉、铌铁粉、钛酸钾、铝粉、稀土元素、铁粉等原料获得,药芯焊丝成分按重量百分比为 c 0.43%,cr 12.29%,mn 8.2%,si:0.76%,mo 0.74%,nb 1.96%,k4tio
4 1.3%,al 0.50%,稀土元素 0.87%,余量为fe及杂质。冷轧低碳钢带中的碳含量0.0265%;药芯在冷轧低碳钢带制成的冷拔焊丝管体中的装填系数46.9%;焊丝线径为φ2.8mm。
20.nieq(%)=ni 30c 0.5mn
ꢀꢀꢀ
公式1creq(%)=cr mo 1.5si 0.5nb
ꢀꢀ
公式2按公式1、公式2计算得出creq=15.15,nieq=17,计算结果如图1落在奥氏体相区内,也与实际金相组织图观察结果一致。
21.实施例1已在辽宁某水泥厂挤压辊上应用。目前已在线运行超过6300h,过渡层焊丝与打底层及耐磨层金属结合良好,焊层无显微裂纹,堆焊两层后硬度为hrc42
±
4,室温下夏比v型缺口冲击吸收功约185j。
22.实施例2一种挤压辊过渡层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,实施例中各成分元素通过添加微碳铬铁、高碳铬铁、高碳锰铁、电解锰、锰硅合金粉、钼铁粉、铌铁粉、钛酸钾、铝粉、稀土元素、铁粉等原料获得,药芯焊丝成分按重量百分比为c 0.62%,cr 13.86%,mn 9.19%,si 0.56%,mo 0.59%,,nb 1.5%,k4tio
4 0.9%,al 0.25%,稀土元素 0.7%,余量为fe及杂质。线径φ3.2mm,装填系数49.3%。
23.堆焊两层hrc40.6
±
2.2,室温下夏比v型缺口冲击吸收功为175j。
24.实施例3一种挤压辊过渡层用自保护药芯焊丝,包括药芯和冷轧低碳钢带组成,实施例中各成分元素通过添加微微碳铬铁、高碳铬铁、金属铬粉、高碳锰铁、电解锰、锰硅合金粉、钼铁粉、铌铁粉、钛酸钾、铝粉、稀土元素、铁粉等原料获得,药芯成分按重量百分比为:c 0.76%,cr 14.2%,mn 7.6%,si 0.66%,mo 0.69%,nb 2.2%,k4tio
4 1.22%,al 0.42%,稀土元素 0.5%,余量为fe及杂质。线径φ4.0mm,装填系数47.9%。
25.堆焊两层hrc45
±
1.3,室温下夏比v型缺口冲击吸收功为170j。
26.对比例1本对比例除了将稀土元素替换为等质量的铁粉外,其他条件均与实施例1相同。
27.堆焊两层后表明硬度略低于实施例1,且堆焊层金属表面有肉眼可见裂纹,焊接过程有轻微爆裂声音产生。
28.对比例2本对比例除了将铌元素替换为等质量的铁粉外,其他条件均与实施例1相同。
29.堆焊两层后焊层金属硬度为hrc30,对焊层显微裂纹明显。
30.申请人声明,本发明通过上述实施例来说明本发明的详细结构特征,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。