1.本发明属于焊接技术领域,尤其涉及一种省煤器管焊接方法。
背景技术:
2.省煤器(英文名称economizer)是安装于锅炉尾部烟道下部用于回收所排烟的余热的一种装置,将锅炉给水加热成汽包压力下的饱和水的受热面,由于它吸收高温烟气的热量,降低了烟气的排烟温度,节省了能源,提高了效率,所以称之为省煤器;钢管式省煤器不受压力限制,可以用作沸腾式,一般由外径为32~51毫米的碳素钢管制成。有时在管外加鳍片和肋片,以改善传热效果。钢管式省煤器由水平布置的并联弯头管子(习称蛇形管)组成;省煤器在安装、维修等施工时,对省煤器管的焊接直接决定了省煤器的质量和寿命。
3.发明人发现,实际焊接环境中,针对省煤器管进行焊接时,往往因为焊工的焊接经验不足或焊接工艺的不完善,造成焊接质量得不到保障,严重影响了省煤器的使用质量和使用寿命。
技术实现要素:
4.本发明为了解决上述问题,提出了一种省煤器管焊接方法,本发明中的焊接方法涉及焊前准备、点焊定位、分层焊接、打底焊、填充焊和盖面焊等整个工艺过程,可以将其利用在锅炉省煤器模拟焊接的培训或实际焊接工艺中;为锅炉省煤器模拟焊接整体工艺的培训提供了完整依据,方法本身保证了对省煤器管的焊接质量。
5.为了实现上述目的,本发明提供了一种省煤器管焊接方法,采用如下技术方案:
6.一种省煤器管焊接方法,包括:
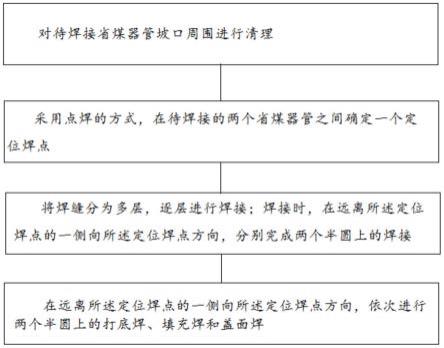
7.对待焊接省煤器管坡口周围进行清理;
8.采用点焊的方式,在待焊接的两个省煤器管之间确定一个定位焊点;
9.将焊缝分为多层,逐层进行焊接;焊接时,在远离所述定位焊点的一侧向所述定位焊点方向,分别完成两个半圆上的焊接;
10.在远离所述定位焊点的一侧向所述定位焊点方向,依次进行两个半圆上的打底焊、填充焊和盖面焊。
11.进一步的,焊接前,将焊材的一端打磨成锥形。
12.进一步的,进行点焊前,采用对口钳对待焊接的两个省煤器管进行固定;所述定位焊点位于正上方。
13.进一步的,点焊时,采用氩弧焊,焊接电流为80a-105a,电弧电压为8-10v,焊接速度为70-80毫米每分钟。
14.进一步的,逐层进行焊接时,采用在省煤器管上下两侧进行焊接的方式;进行第一个半圆焊接时,先从省煤器管正下方点处引弧,至第一方向的90度处收弧,然后从省煤器管上面在收弧处接头,焊至省煤器管正上方处收弧;第一个半圆焊接完成后,进行第二个半圆焊接,先从省煤器管正下方点处引弧,至第二方向的90度处收弧,然后从省煤器管上面在收
弧处接头,焊至省煤器管正上方处收弧。
15.进一步的,打底焊时,采用在省煤器管上下两侧进行焊接的方式;省煤器管下面完成收弧后,从省煤器管上面进行焊接时,在收弧位置的下方预设距离处引燃电弧,焊枪横向摆动,不填焊丝,至收弧点位置时,将原焊缝加热熔化后填丝焊接。
16.进一步的,打底焊时,焊枪做横向摆动,在焊缝左右两侧做停留动作。
17.进一步的,打底焊时,焊接电流为80-100a,电弧电压为11-12v,焊接速度为60-70毫米每分钟。
18.进一步的,填充焊时,采用在省煤器管上下两侧进行焊接的方式,焊接电流为80-100a,电弧电压为11-14v,焊接速度为60-70毫米每分钟。
19.进一步的,盖面焊时,采用在省煤器管上下两侧进行焊接的方式,焊接完毕后用保温材料包裹缓冷,冷却到室温后拆掉保温材料。
20.与现有技术相比,本发明的有益效果为:
21.1、本发明中的焊接方法涉及焊前准备、点焊定位、分层焊接、打底焊、填充焊和盖面焊等整个工艺过程,可以将其利用在锅炉省煤器模拟焊接的培训或实际焊接工艺中,为锅炉省煤器模拟焊接整体工艺的培训提供了完整依据,焊接时,采用在远离定位焊点的一侧向所述定位焊点方向进行焊接的方式,以及采用将焊缝分为多层,进行逐层焊接的方法,提高了焊接质量;
22.2、本发明焊接过程中,采用在省煤器管上下两侧进行焊接的方式,避免了焊接过程中与待焊接省煤器管相邻管道对焊接的阻挡问题,提供了一种针对省煤器结构的焊接方法。
附图说明
23.构成本实施例的一部分的说明书附图用来提供对本实施例的进一步理解,本实施例的示意性实施例及其说明用于解释本实施例,并不构成对本实施例的不当限定。
24.图1为本发明实施例1的流程图;
25.图2为本发明实施例1的焊材打磨后的结构示意图;
26.图3为本发明实施例1的焊接试件焊接处结构示意图;
27.图4为本发明实施例1的定位焊点位置示意图;
28.图5为本发明实施例1的焊缝分层示意图;
29.图6为本发明实施例1的焊接顺序示意图;
30.图7为本发明实施例1的填充焊示意图。
具体实施方式:
31.下面结合附图与实施例对本发明作进一步说明。
32.应该指出,以下详细说明都是示例性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
33.实施例1:
34.本实施例提供了一种省煤器管焊接方法,包括:
35.s1、焊前准备,主要是对待焊接省煤器管坡口周围进行清理;
36.本实施例中,焊前准备的具体内容可以为:钢材牌号可以选为:12cr1mov,规格2根;焊材牌号及规格可以为:焊丝tig-r31,钨极wce-20,使用前打磨出如图2的形状和尺寸,比如将焊材的一端打磨成锥形;氩气纯度为≥99.9%。
37.如图3所示,本实施例中的坡口型式可以为对接v型坡口,坡口面角度32
°±1°
;焊接位置可以为水平固定;焊材保证无锈蚀、油污;试件坡口及内、外壁两侧10mm范围内打磨出金属光泽;焊接环境温度可以为10-28℃,湿度《60%;试件清理可以为:用瓶式内磨机和角向磨光机将试件坡口两侧20mm范围内及管道周围的油污、锈蚀、毛刺清理干净,直至打磨出金属光泽。试件装配如图3所示,钝边为0.5-1mm,装配间隙为2.5-3.0mm。
38.s2、定位焊,主要是采用点焊的方式,在待焊接的两个省煤器管之间确定一个定位焊点;
39.如图4所示,将一根管子一端定位后,可以通过焊接的方式,点焊在放置好的模拟焊接架上,或在实际焊接环境中的对应部件上,模拟焊接架可以为通过型钢焊接而成的架子,用对口钳将另一端管子组对,留出合适间隙,用氧乙炔焰加热试件至200-250℃左右,然后在管道的正上方,也就是时钟位置12点处进行点固焊,焊点长度10mm左右。
40.本实施例中,需要保证定位焊点的焊接质量,不得有裂纹、夹渣、冷缩孔和未焊透等缺陷;为了接好头定位焊缝两端预先修出斜坡,也可以焊接时焊出斜坡;焊接规范参数见表1:
[0041][0042]
s3、将焊缝分为多层,逐层进行焊接;焊接时,在远离所述定位焊点的一侧向所述定位焊点方向,分别完成两个半圆上的焊接;
[0043]
如图5所示,正式施焊时,本实施例中,焊缝层次可以为3层3道焊缝;焊接层间温度可以控制在250-300℃,焊接参数可以参考点焊参数或根据实际要求进行常规选择或改进;
[0044]
焊接顺序如图6所示,采用在省煤器管上下两侧进行焊接的方式;进行第一个半圆焊接时,先从省煤器管正下方点处引弧,至第一方向的90度处收弧,然后从省煤器管上面在收弧处接头,焊至省煤器管正上方处收弧;第一个半圆焊接完成后,进行第二个半圆焊接,先从省煤器管正下方点处引弧,至第二方向的90度处收弧,然后从省煤器管上面在收弧处接头,焊至省煤器管正上方处收弧;具体的,焊接每一层时,可以配置2个焊工进行,焊工可以右手持枪左手填丝,2个焊工分别在省煤器管的上下两侧进行焊接,下面的人先焊,从省煤器管正下方,也就是6点处引弧,至3点处收弧,上面的人从3点处接头,焊至12点处收弧;
接着焊接另外半圈,下面的人从6点处接头向左焊至9点处收弧,上面的人从9点处接头焊至12点处收弧,焊接完成。以此类推,完成三层焊缝的焊接。
[0045]
s4、打底焊;
[0046]
本实施例中,采用在省煤器管上下两侧进行焊接的方式;省煤器管下面完成收弧后,从省煤器管上面进行焊接时,在收弧位置的下方预设距离处引燃电弧,焊枪横向摆动,不填焊丝,至收弧点位置时,将原焊缝加热熔化后填丝焊接;焊接时,可以配置2个焊工进行,焊工可以右手持枪左手填丝,2个焊工分别在省煤器管的上下两侧进行焊接;
[0047]
具体的,如图6所示,采用手工钨极氩弧焊(gtaw);焊道为单层单道焊;采用高频引弧,省煤器管下方的人从时钟位置6点处,将焊枪端部放在坡口内侧,按动开关电弧即可引燃;电弧引燃后,把坡口两侧钝边熔化后,加丝焊接;焊接过程中,焊枪做横向摆动,在左右两侧要适当停留,填丝动作要稳;焊到障碍处,即3点位置收弧,障碍收弧应打出熔孔;
[0048]
省煤器管上方的焊工,可以在收弧的下方5-6mm处引燃电弧,焊枪横向摆动,不填焊丝,带至3点位置,使电弧将原焊缝加热熔化后填丝焊接;在接头部位电弧在两侧的停留时间要适当加长,以利于接头根部圆滑过渡;另外半圈焊接同上;焊接参数如表2所示:
[0049][0050]
s5、填充焊,采用在省煤器管上下两侧进行焊接的方式;
[0051]
本实施例中,填充焊采用手工钨极氩弧焊(gtaw);焊道为单层单道焊;采用连续送丝法并注意控制焊缝的层间温度省煤器管下方的人从仰焊部位6点处引弧,将焊缝融化后出现熔池再填焊丝,焊枪作横向摆动,焊枪摆动频率及焊接速度较快,主要是控制线能量和层间温度,焊接过程中不能损坏坡口,以坡口边缘为基准线预留0.5-1mm左右的深度,给盖面奠定基础,焊到3点位置收弧。
[0052]
如图7所示,焊接时,可以配置2个焊工进行,焊工可以右手持枪左手填丝,2个焊工分别在省煤器管的上下两侧进行焊接;省煤器管上方的焊工,可以在弧坑前3-5mm引弧拉至弧坑,大约3点位置,待焊缝熔化后填丝焊接,焊枪与焊丝随焊接位置的变化而变化,焊缝收尾部位可以搭接5-10mm收弧;另外半圈焊接同上;焊接参数如表3所示:
[0053]
[0054][0055]
s6、盖面焊,采用在省煤器管上下两侧进行焊接的方式;
[0056]
本实施例中,采用手工钨极氩弧焊(gtaw);焊道为单层单道焊;换一根磨好的钨极,焊枪操作和焊丝给送方法与填充层焊接基本相同,盖面的焊枪角度很重要,焊枪与试件两侧的角度为90
°
焊枪与焊接前进方向的角度为120
°‑
130
°
左右;焊接时,可以配置2个焊工进行,焊工可以右手持枪左手填丝,2个焊工分别在省煤器管的上下两侧进行焊接;省煤器管下方的焊工在时钟位置6点用高频引弧,将焊缝融化后出现熔池再填焊丝,采用连续送丝法,焊丝始终放在熔池中间,焊枪作横向摆动将熔化铁水带至坡口两侧边缘并将坡口边缘熔化0.5-1.0mm稍做停顿,使之与母材熔和良好;特别是内坡口边缘停留时间稍长,摆动动作要均匀,摆停分明,送丝根据熔池的形状大小来决定送丝快慢,焊丝并始终处在氩气保护区内,焊至3点位置收弧。
[0057]
省煤器管上方的焊工,可以在弧坑前3-5mm引弧拉至弧坑,大约3点位置,待焊缝熔化后填丝焊接,焊枪与焊丝随焊接位置的变化而变化,焊至时钟位置12点填满弧坑,可以继续向前搭接5-10mm收弧;焊接完毕后用保温材料包裹缓冷,冷却到室温后拆掉保温岩棉;另外半圈焊接同上;焊接参数如表4所示:
[0058][0059]
本实施例中的焊接方法涉及焊前准备、点焊定位、分层焊接、打底焊、填充焊和盖面焊等整个工艺过程,可以将其利用在锅炉省煤器模拟焊接的培训或实际焊接工艺中;为锅炉省煤器模拟焊接整体工艺的培训提供了完整依据,方法本身保证了对省煤器管的焊接质量;本实施例模拟或实现了现场实际工架和焊接工艺,为现场焊接提供技术支撑,提高了省煤器管的焊接一次合格率,为企业节省大量时间,节约了大量资金,带来巨大效益。
[0060]
以上所述仅为本实施例的优选实施例而已,并不用于限制本实施例,对于本领域的技术人员来说,本实施例可以有各种更改和变化。凡在本实施例的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实施例的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。