1.本发明属于机械加工领域,具体涉及一种尺寸随机黏性含能材料的切割装置。
背景技术:
2.在含能材料的生产过程中,存在物料形状随机切尺寸不固定的问题。目前的生产工艺为人工完成,工人通过人工搬运和手动控制铡刀切割完成切碎过程。劳动强度大,由于产品为易燃易爆危险品,人工增大了操作的危险性,产生爆炸风险。且产品中含刺激性气体,不利于工人长期劳动。目前生产采用轮班制以缓解有害气体对于人体产生的危害,大大降低了生产效率。因此设计制作该切碎机构的目的是安全生产,减少工人数及操作时间。
技术实现要素:
3.本发明目的在于解决含能材料生产过程中挤压工艺所使用的螺压机器对于物料尺寸的要求问题,提供了一套稳定性高,切割效果好,能够适应物料尺寸范围、形状随机的自动化切碎解决方案。
4.实现本发明目的的技术解决方案为:一种尺寸随机黏性含能材料的切割装置,包括一级切割机构、二级切割机构、三级切割机构和控制系统;
5.一级切割机构包括固定设置的切料台、推料机构和一级刀具机构,推料机构将黏性含能材料推至切料台,一级刀具将黏性含能材料切割成片状;
6.二级切割机构包括二级刀具机构和二级传送机构,二级传送机构将片状含能材料输送到指定位置,二级刀具机构将片状含能材料切割成条状;
7.三级切割机构和二级切割机构的结构相同、且呈垂直设置,三级传送机构将条状含能材料输送到指定位置,三级刀具机构将条状含能材料切碎;
8.控制系统用于接收信号、并控制一级切割机构、二级切割机构、三级切割机构动作。
9.进一步的,一级刀具机构包括曲柄连杆机构,一级刀具驱动电机,一级刀架,一级刀具轨道,一级刀片和一级粘刀挡板;
10.一级刀片设置在一级刀架上,一级粘刀挡板设置在一级刀具轨道上,一级刀具驱动电机通过曲柄连杆机构驱动一级刀架上下运动,从而带动一级刀片沿一级刀具轨道上下运动,且一级刀片穿过一级粘刀挡板。
11.进一步的,一级刀具机构还包括转轴和同步带,所述曲柄连杆机构包括曲柄和连杆;
12.一级刀具驱动电机通过同步带带动转轴转动,转动和曲柄的一端连接,曲柄的另一端和连杆连接,连杆的另一端和一级刀架连接,从而实现一级刀架的上下往复运动。
13.进一步的,一级刀具机构还包括一级刀座和一级刀具连杆,一级刀片设置在一级刀座上,一级刀座通过一级刀具连杆设置在一级刀架上。
14.进一步的,所述一级刀架包括两个相对设置在切料台两端的长条型板,两个长条
型板均通过曲柄连杆机构和转轴的两端连接;
15.所述一级刀具导轨呈“п”字型设置,且两相对的侧板上设有竖向导轨,一级刀片上下运动时,一级刀具连杆在竖向导轨内上下运动,一级粘刀挡板设置在两个相对的侧板之间。
16.进一步的,所述推料机构包括推料台、推板、推板导轨、丝杆滑块、推板平台,接触开关推板驱动电机;
17.所述丝杆滑块设置在推板平台上,推板平台上还设有供推板导轨往复移动的支架,推板导轨一端连接推板;
18.推板驱动电机驱动丝杆滑块中的丝杆转动,并将丝杆的转动转化为滑块的平动,从而驱动推板移动,接触开关负责判断推板表面是否接触到物料,将信息反馈给控制系统,推板导轨规定推板的往复路线和进程。
19.进一步的,二级传送机构为pvc输送带,配合二级传送机构的伺服电机完成物料运送。
20.进一步的,所述二级刀具机构包括二级粘刀挡板,二级刀架,二级刀座连杆,二级刀座,二级刀片和三杆气缸;
21.二级刀片设置在二级刀座上,二级刀座通过二级刀座连杆和二级刀架螺纹连接,三杆气缸通过连接件和二级刀架连接,二级刀架底部通过连接件连接三杆气缸,二级刀架内部设有二级粘刀挡板架,二级刀架和二级粘刀挡板架呈“п”字型,二级粘刀挡板架两个相对的侧板之间设有二级粘刀挡板。
22.进一步的,一级、二级和三级刀片均为双面开刃的窄刀形式,刀片宽度为150-250mm,刃角为10
°‑
20
°
,选用工具钢材料,表面涂覆聚对二甲苯防粘纳米涂层材料;
23.一级、二级和三级粘刀挡板位于刀片两侧,呈“v”形摆放,挡板和刀架间有倾斜角度30
°‑
40
°
,挡板为铝合金材料,配合涂覆聚对二甲苯涂层材料,挡板与刀片之间留有间隙。
24.进一步的,一级切割机构还包括与控制系统连接的光电传感器,用于检测物料在切料台上的位置,并将物料的位置信息传输给控制系统,以配合一级刀具的往复运动完成切割动作;
25.二级切割机构还包括限位开关,限位开关控制气缸运动进程,防止撞刀;所述限位开关优选为磁性开关;
26.在输送带两侧增设对射光电传感器,实现物料前进与二级刀具下落的控制配合。
27.本发明与现有技术相比,其显著优点在于:
28.本装置通过推料板将物料推至一级刀具机构,刀具下落完成切片动作,物料落于二级切割机构输送带上,带动物料至二级刀具处,完成切条动作,后物料落至横向摆放的三级切割机构输送带上完成90
°
换向,后随输送带运动至三级刀具处,实现切碎工作。
29.垂直布局的二级和三级切割机构传送带实现了物料的顺利换向,避免移动粘性物料过程中产生重叠摆放影响切割效果。
30.粘刀挡板布于各级切割刀具机构的刀片两侧,以防止带有粘性的物料附着于刀片表面影响切割工作,采用倒“v”形布局以保证刀具回程时粘连在刀片两侧的物料顺利下落,且挡板与刀片表面留有安全间隙以防破坏刀片表面涂层。
31.parylene纳米防粘涂层涂敷于刀片及粘刀挡板表面,以解决物料带有粘性,受力
后易附着在刀片及挡板表面问题,避免清洁困难。
32.一级切割机构的一级刀具采用双刃窄刀刀片设计并配合工具钢材料以降低大体积物料的切割难度,保证刀具的下刀和回程动作流畅完成。通过防爆电机驱动曲柄连杆结构增强对于大尺寸含能物料的切削能力,避免卡团现象。增设专门的切割台面和推杆配合切割方式取代传统的传送带上切割方式,避免破坏传送带表面。
33.分级切割方式针对形状较立体的物料设计,保证体积较大物料可被顺利切碎。
34.整个整理过程无需人工干预,能够将形状不规则且尺寸随机的物料顺利切碎并符合下一工序要求,通过控制系统对于传感器的信息采集控制刀具和物料传送。
35.结构简单,模块化设计,运行难度低,易于维护且不影响其他工序正常运行。
附图说明
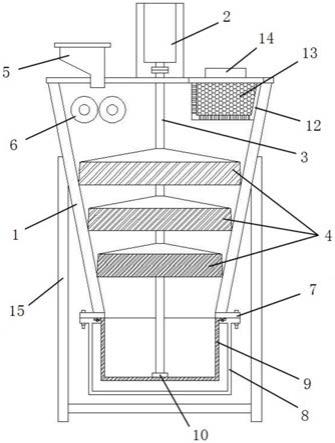
36.图1是本发明尺寸随机黏性含能材料的切割装置示意图。
37.图2是本发明的一级切割机构示意图。
38.图3是本发明的一级刀具机构示意图。
39.图4是本发明的推料机构示意图。
40.图5是本发明的二三级切割机构示意图。
41.图6是本发明的二级切割机构示意图。
42.图7是本发明的一级刀片示意图。
43.附图标记说明:
44.1-一级切割机构,2-二级切割机构,3-三级切割机构,4-一级刀具机构,5-推料机构,6-一级刀具轨道,7-一级刀架,8-连杆,9-曲柄,10-一级刀片,11-一级刀具驱动电机,12-一级刀座,13-一级刀具连杆,14-一级粘刀挡板,15-切料台,16-转轴,17-推料台,18-推板,19-推板导轨,20-丝杆滑块,21-推板平台,22-推板驱动电机,23-二级刀具机构,24-二级传送机构,25-三级刀具机构,26-三级传送机构,27-二级粘刀挡板,28-二级刀架,29-二级刀座连杆,30-二级刀座,31-二级刀片,32-输送带,33-三杆气缸。
具体实施方式
45.下面结合附图对本发明作进一步详细描述。
46.如附图1所示,切割装置由一级切割机构1、二级切割机构2和三级切割机构3组成。
47.如附图2所示,一级切割机构1由一级刀具机构4和推料机构5组成。
48.如附图3所示,一级刀具机构4由一级刀具导轨6、一级刀片10、一级刀座12、一级刀具连杆13、一级粘刀挡板14、一级刀架7、连杆8、曲柄9、一级驱动电机11、一级粘刀挡板14、切料台15和转轴16组成。一级刀片10通过一级刀座12连接到一级刀架7上,一级刀具导轨6固定刀具的运动轨迹,一级刀架7连接连杆8,连杆8连接曲柄9,一级刀具驱动电机11通过同步带轮带动转轴16转动,转轴16带动曲柄9转动,使得连杆8运动,带动一级刀架7往复运动。刀具下落后,回程经过一级粘刀挡板14,解决粘刀现象,刀具复位。
49.如附图4所示,推料机构由推料台17、推板18、推板导轨19、丝杆滑块组件20、推板平台21、推板驱动电机22组成。驱动电机22带动推板平台21上的丝杆滑块组件20运动,通过丝杆滑块组件20将驱动电机22的旋转运动转化为直线运动,滑块连接推板18,推板导轨19
辅助进行路线规划,推板18接触物料后在推料台上移动推至切料台15上,在切料台15上完成切割。
50.一级切割机构1还包括与控制系统连接的光电传感器,用于检测物料在切割台上的位置,并将物料的位置信息传输给控制系统,以配合一级刀具的往复运动完成切割动作。
51.如附图5所示,二三级切割机构组合如图所示,呈垂直放置,便于对物料进行水平和竖直方向切割动作。二级切割机构由二级刀具机构23和二级传送机构24组成,三级切割机构与二级切割机构结构相同。
52.如附图6所示,二级刀具机构23由二级刀片31、二级刀座30、二级刀座连杆29、二级刀架28、三杆气缸33、二级粘刀挡板27组成。刀片31通过刀座30夹持,刀座30连接刀座连杆29,刀座连杆29固定于刀架28上,且通过螺纹配合实现可调性,刀架28连接(连接板和刀架杆)三杆气缸33,三杆气缸驱动刀架完成往复运动。二级传送机构24由输送带32和伺服电机组成。伺服电机带动物料至指定位置,在刀片下落完成切割后,伺服电机启动送走物料。所述传送机构为pvc输送带,配合伺服电机完成物料运送。
53.如附图7所示,一级刀片10为双刃结构,便于完成对于粘性材料切割后的回程动作,刀片宽度为150-250mm,刃角为10
°‑
20
°
,选用工具钢材料,表面涂覆parylene防粘涂层。挡板与刀具之间留有少量间隙,防止与刀片之间发生刮蹭,产生火花、破坏刀片涂层。
54.所述气缸驱动包括三杆气缸33和限位开关,选用三杆气缸33上下运动带动刀具进行切割,以保证气缸运动更加稳定。限位开关控制气缸运动进程,防止存在撞刀风险。限位开关为磁性开关,磁性开关加设在二三级切割刀具的气缸上。由于气缸的进程不够精确和稳定,加设磁性开关对于气缸进程做检测,每次推进150mm后停止推进动作,以防刀具下落进程过大对传送带造成损坏。
55.在传送带两侧增设对射光电传感器,实现物料前进与二级刀具下落的控制配合。
56.所述三级刀具机构与二级切割机构结构相同,仅摆放方向不同,与二级传送机构呈垂直放置,以便于进行竖直向切割。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。