1.本发明一种水玻璃砂型型腔负压浇注的铸造方法涉及金属零件的铸造技术,属于材料成型及控制技术领域。
背景技术:
2.水玻璃砂型铸造的金属液充型过程处在大气条件下,水玻璃砂型型壁在金属液激热作用下产生大量气体,因此水玻璃砂型浇注采用底浇方式以避免金属液大面积与氧化性的空气和水玻璃砂型产生的气体接触反应氧化和金属液吸气,但水玻璃砂型型腔内始终充满着正压的氧化性气氛,金属液的氧化与吸气不可避免,使得水玻璃砂型铸造的气孔疏松严重,尤其是厚大件气孔疏松更为严重,且常规水玻璃砂型铸造的冒口采用明冒口,冒口补缩率低,铸件出品率低为60%~65%。
3.本发明一种水玻璃砂型型腔负压浇注的铸造方法,浇注系统采用暗冒口的浇冒口一体化、浇注方式为金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气进入负压的行腔,冒口顶端和铸型最高面上设置有抽真空连接管,用于浇注时对水玻璃砂型型腔抽真空,排除水玻璃砂型型壁产生的气体,使金属液的充型过程中处于负压条件下;冒口顶部和斜浇道上端的底部各设置固定有两根相互绝缘的深入内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间连接直流电源或低压安全交流电源及用于报警指示的灯泡、蜂鸣器和用于控制的抽真空电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的抽真空控制,其工作原理是:当金属液浇注上升至与两根金属丝电接点接触时,上述电路连通,灯泡亮、蜂鸣器响、抽真空电磁阀开启、继电器闭合。
4.水玻璃砂型型腔内负压浇注的铸造方法:水玻璃砂型造型硬化后表面涂覆能够承受0.08mpa负压的一定厚度、强度的涂料涂层,烘干后,在冒口顶部和斜浇管上端底部安装用于指示金属液位和控制抽真空的金属丝电接点、在合箱面上涂抹封箱密封胶,合箱,连接用于指示金属液液位的灯泡、蜂鸣器和控制抽真空电磁阀、继电器及电源,连接冒口抽真空连接管与真空储罐真空泵,将一密封性高的盖板密封浇口杯,浇注前手动启动抽真空对水玻璃砂型型腔内抽真空抽湿降低靠近型腔面的水玻璃型砂中的水分,排出气体管路上设置有露点仪以检测型腔内的水分含量,当排出气体露点降至小于5摄氏度即刻停止抽真空并移除浇口杯盖板、启动金属液液位指示和真空控制电路,开始浇注,当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时,此电路上的灯泡亮、蜂鸣器响、抽真空电磁阀开启,通过铸型最高面上的抽真空管对水玻璃砂型型腔内抽真空形成0.01mpa至0.04mpa的负压;当金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除金属液中的气体,消除铸件气孔缺陷、大幅提高冒口补缩效率。
5.水玻璃砂型型腔内负压浇注的铸造方法比较于普通水玻璃砂型铸造的优势显著,
优势如下:1)浇注前对型腔内抽真空抽湿,降低型砂湿度提高砂型强度,大幅降低型砂中水分即降低型砂在金属液激热作用下的发气量、降低型砂中的蒸汽压力,减少至杜绝涂层和型砂的剥落造成的夹砂缺陷,同时也减少至杜绝铸件皮下气孔;2)型腔内负压浇注降低金属液的氧化和吸气,减少至杜绝铸件的氧化反应性气孔和吸气性气孔;3)采用浇冒口一体化的顶浇方式,利于铸件顺序凝固补缩,大幅降低冒口体积,大幅提高金属液浇注出品率至80%以上。
技术实现要素:
6.本发明一种水玻璃砂型型腔负压浇注的铸造方法,浇注系统采用顶部暗冒口的浇冒口一体化、浇注方式为金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气进入负压的行腔,冒口顶端和铸型最高面上设置有抽真空连接管,用于浇注时对水玻璃砂型型腔和冒口抽真空,排除水玻璃砂型型壁产生的气体和金属液中气体,使金属液的充型过程中处于负压条件下。
7.冒口顶部和斜浇道上端的底部各设置固定有两根相互绝缘的深入型腔内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间连接直流电源或低压安全交流电源及用于金属液报警指示的灯泡、蜂鸣器和用于控制抽真空的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的真空控制,其工作原理是:当金属液浇注上升至与两根金属丝电接点接触时,上述电路连通,灯泡亮、蜂鸣器响、抽真空电磁阀开启、继电器闭合。
8.水玻璃砂型型腔内负压浇注的铸造方法:水玻璃砂型造型硬化后表面涂覆能够承受0.08mpa负压的一定厚度、强度的、气密性的涂料涂层,烘干后,在冒口顶部和斜浇管上端底部安装用于指示金属液位和控制抽真空的金属丝电接点、在合箱面上涂抹封箱密封胶,合箱,连接用于指示金属液液位的灯泡、蜂鸣器和控制抽真空的电磁阀、继电器及电源,连接冒口抽真空连接管与真空储罐真空泵,将一密封性高的盖板密封浇口杯,浇注前手动启动抽真空对水玻璃砂型型腔内抽真空抽湿降低靠近型腔面的水玻璃型砂中的水分,抽真空排出气体管路上设置有露点仪以检测型腔内的水分含量,当排出气体露点降至小于5摄氏度以下即刻停止抽真空并移除浇口杯密封盖板、启动金属液液位指示和抽真空控制电路,开始浇注,当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时,此电路上的灯泡亮、蜂鸣器响、抽真空电磁阀开启,通过铸型最高面上的抽真空管对水玻璃砂型型腔内抽真空形成0.01mpa至0.04mpa的负压;当金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除金属液中的气体,金属液凝固后得铸件。
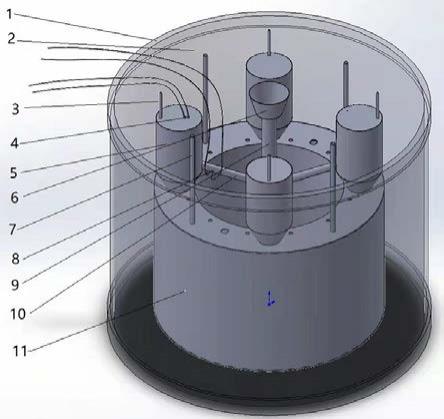
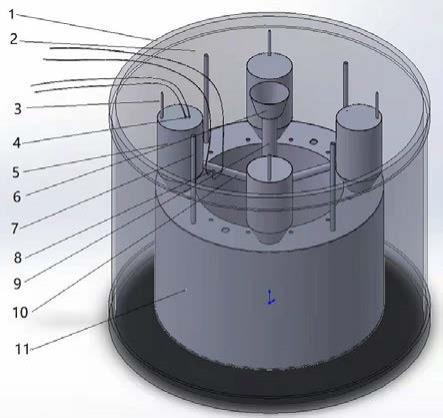
9.说明书附图说明图1:水玻璃砂型型腔负压浇注的铸造方法的结构示意图图1中:1:砂箱,2:水玻璃砂,3:冒口抽真空连接管,4:冒口金属丝电接点,5:冒口,6:浇口杯,7:型腔内抽真空管,8:斜浇道金属丝电接点,9:直浇道,10:斜浇道,11)型腔。
技术特征:
1.本发明一种水玻璃砂型型腔负压浇注的铸造方法,其显著特征如下:1)浇注系统采用暗冒口的浇冒口一体化、浇注方式为金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气进入负压的型腔;2)冒口顶端和铸型最高面上各设置有抽真空连接管,用于浇注时对水玻璃砂型冒口和型腔分别抽真空,排除冒口中金属液的气体和排除水玻璃砂型型壁产生的气体,使金属液的充型过程中处于负压条件下;3) 冒口顶部和斜浇道上端的底部各设置固定有两根相互绝缘的深入型腔内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间连接直流电源或低压安全交流电源及用于金属液报警指示的灯泡、蜂鸣器和用于控制抽真空的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的抽真空控制,其工作原理是:当金属液浇注上升至与两根金属丝电接点接触时,上述电路连通,灯泡亮、蜂鸣器响、抽真空电磁阀开启、继电器闭合;4)金属液浇注前对密封的水玻璃砂型型腔内抽真空抽湿降低靠近型腔面的水玻璃型砂中的水分;5)抽真空排出气体管路上设置有露点仪以检测型腔内的水分含量;6)当排出气体露点降至小于5摄氏度即刻停止抽真空并移除浇口杯密封盖板、启动金属液液位指示和抽真空控制电路,开始浇注;7)当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时,此电路上的灯泡亮、蜂鸣器响、抽真空电磁阀开启,通过铸型最高面上的抽真空管对水玻璃砂型型腔内抽真空形成0.01mpa至0.04mpa的负压;8)当金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除金属液中的气体,金属液凝固后得铸件。2.根据根据权利要求1,浇注系统采用暗冒口的浇冒口一体化、浇注方式为金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气进入负压的型腔,适用于水玻璃砂型、树脂砂型、金属型。3.根据权利要求1,冒口顶端设置有抽真空连接管,用于浇注时对水玻璃砂型冒口抽真空,排除金属液中气体和排除水玻璃砂型型壁产生的气体,使金属液的充型过程中处于负压条件下,适用于水玻璃砂型、树脂砂型、金属型。4.根据权利要求1,铸型最高面上设置有抽真空连接管,用于浇注时对水玻璃砂型型腔抽真空,排除水玻璃砂型型壁产生的气体,使金属液的充型过程中处于负压条件下,适用于水玻璃砂型、树脂砂型、金属型。5.根据权利要求1,斜浇道上端的底部设置固定有两根相互绝缘的深入型腔内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间连接直流电源或低压安全交流电源及用于金属液报警指示的灯泡、蜂鸣器和用于控制抽真空的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的真空控制,适用于水玻璃砂型、树脂砂型、金属型。6.根据权利要求1,冒口顶部设置固定有两根相互绝缘的深入型腔内空一定长度的直
径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间连接直流电源或低压安全交流电源及用于金属液报警指示的灯泡、蜂鸣器和用于控制抽真空的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的真空控制,适用于水玻璃砂型、树脂砂型、金属型。7.根据权利要求1,当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时,此电路上的灯泡亮、蜂鸣器响、抽真空电磁阀开启,通过铸型最高面上抽真空管对型腔内抽真空形成0.01mpa至0.04mpa的负压,适用于水玻璃砂型、树脂砂型、金属型。8.根据权利要求1,当金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除金属液中的气体,适用于水玻璃砂型、树脂砂型、金属型。
技术总结
本发明一种水玻璃砂型型腔负压浇注的铸造方法,金属液浇注过程中型腔内为负压,浇注系统采用暗冒口的浇冒口一体化、浇注方式为金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气进入负压的型腔,并在冒口顶部和斜浇管上部设置金属丝电接点和用于金属液液位报警指示的灯泡、蜂鸣器和用于控制抽真空的电磁阀、继电器,用于指示和控制金属液浇注过程。用于指示和控制金属液浇注过程。用于指示和控制金属液浇注过程。
技术研发人员:黄齐文 曹华堂 潘璋
受保护的技术使用者:武汉华材表面科技有限公司
技术研发日:2022.03.05
技术公布日:2022/6/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。