1.本发明涉及一种消失模型腔内负压浇注的金属铸造方法,属于材料成形与控制技术领域。
背景技术:
2.消失模实型铸造方法是利用封闭密封砂箱与消失模表面具有较高气密性的涂料涂层之间负压紧实固持砂箱中的干砂保持消失模实型铸造型腔的一种铸造方法,浇注充型凝固过程中金属液始终处于大气压条件下,实型模气化使铸件增碳、增氢、气孔缺陷较多,且出品率低。
3.本发明发明一种消失模型腔内负压浇注的铸造方法,浇注系统采用暗冒口的浇冒口一体化、浇注系统采用金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气进入负压的型腔。
4.冒口顶端上设置有与消失模连接为一体的、密封的抽真空气室和抽真空连接管,用于抽真空排除冒口中及距离冒口较近的型腔中金属液中的气体。
5.消失模铸型最高面上设置有抽真空管用于浇注时对消失模型腔抽真空,排除消失模气化产生的气体,使金属液的充型过程中处于负压条件下。
6.冒口顶部和斜浇道上端的底部各设置固定有两根相互绝缘的深入内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间连接直流电源或低压安全交流电源及用于报警指示的灯泡、蜂鸣器和用于控制的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的控制,其工作原理是:当金属液浇注上升至与两根金属丝电接点接触时,上述电路连通,灯泡亮、蜂鸣器响、抽真空电磁阀开启、继电器闭合。
7.消失模型腔内负压浇注的铸造方法:将上述消失模整体系统外表面涂覆能够承受0.08mpa负压的一定厚度、强度的涂料涂层,烘干后置于砂箱中填充水玻璃砂或粘土砂或干砂或陶瓷丸或钢丸,露出抽真空连接管和浇口杯,并连接抽真空管与抽真空系统:真空储罐和真空泵,连通上述指示控制电路;浇注金属液,当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响、抽真空电磁阀开启,通过冒口抽真空气室对消失模型腔抽真空形成0.01mpa至0.04mpa的负压;金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空气室抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除金属液中的气体,消除铸件气孔缺陷、大幅提高冒口补缩效率,消失模型腔内负压浇注的铸造方法可消除铸件增碳、增氢、气孔等缺陷,大幅提高铸造出品率。
技术实现要素:
8.本发明一种消失模型腔内负压浇注的铸造方法,其显著特征是金属液浇注充型过程中通过冒口抽真空气室和对消失模型腔抽真空,排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液充型过程中消失模涂料涂层所形成
的型腔内保持一定的负压。
9.本发明一种消失模型腔内负压浇注的铸造方法的浇注系统采用浇冒口一体化、浇注系统采用金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气被吸入负压的型腔。
10.冒口顶端设置有与消失模连接为一体的、密封的抽真空气室和抽真空连接管,用于浇注时对消失模型腔内抽真空,排除消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液的充型过程中处于负压条件下。
11.冒口顶部和斜浇道上端的底部各设置固定有两根相互绝缘的、深入型腔内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间外连接直流电源或低压安全交流电源及用于报警指示的灯泡、蜂鸣器和用于控制真空的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的抽真空控制,其工作原理是:当金属液浇注上升至与两根金属丝电接点接触时,上述电路连通,灯泡亮、蜂鸣器响、抽真空电磁阀开启、继电器闭合。
12.消失模型腔内负压浇注的铸造方法:将上述消失模及浇冒系统组成的整体系统外表面涂覆能够承受0.08mpa负压的一定厚度、强度、气密性的涂料涂层,烘干后置于砂箱中填充用于保持铸型的造型材料,露出抽真空连接管和浇口杯,并连接抽真空管与抽真空系统:真空储罐和真空泵,连通上述指示控制电路。
13.浇注金属液,当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时,此电路上的灯泡亮、蜂鸣器响、抽真空电磁阀开启,通过冒口抽真空气室和铸型最高面上的抽真空管对消失模型腔抽真空,排除消失模气化产生的气体和消失模涂料涂层产生的气体,使金属液充型过程中处于0.01mpa至0.04mpa的负压条件下。
14.金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时,此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空气室抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除冒口中金属液和冒口近距离型腔中金属液中的气体,消除铸件气孔缺陷、大幅提高冒口补缩效率。
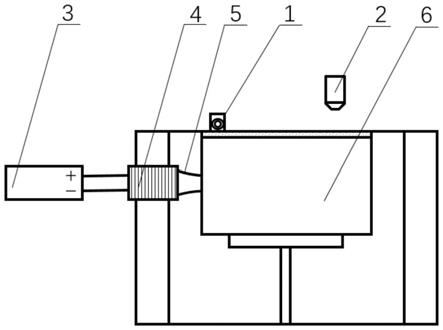
15.说明书附图说明图1:消失模型腔内负压浇注的铸造方法的结构示意图图1中:1:砂箱,2:型砂,3:冒口抽真空连接管,4:冒口金属丝电接点,5:冒口抽真空气室,6:浇口杯,7:型腔抽真空连接管,8:斜浇道金属丝电接点,9:直浇道,10:斜浇道,11)涂料涂层消失模。
技术特征:
1.本发明一种消失模型腔负压浇注的铸造方法的显著特征如下:1)金属液浇注充型过程中通过冒口抽真空气室和铸型最高面上的抽真空连接管对消失模型腔抽真空,排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液充型过程中消失模涂料涂层所形成的型腔内保持一定的负压; 2)本发明一种消失模型腔内负压浇注的铸造方法的浇注系统采用暗冒口的、浇冒口一体化,浇注系统采用金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气通过浇口杯被吸入负压的型腔;3)冒口顶端设置有与消失模连接为一体的、密封的抽真空气室和抽真空连接管,用于浇注时对消失模型腔内抽真空排除腔内消失模气化产生的气体、消失模涂料涂层产生的气体,和排除冒口内的金属液和冒口较近距离的铸型内的金属液中的气体;4)冒口顶部和斜浇道上端的底部各设置固定有两根相互绝缘的深入型腔内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间外连接直流电源或低压安全交流电源及用于报警指示的灯泡、蜂鸣器和用于控制抽真空的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程中抽真空的控制,其工作原理是:当金属液浇注上升至与两根金属丝电接点接触时,上述电路连通,灯泡亮、蜂鸣器响、抽真空电磁阀开启、继电器闭合;5)消失模型腔内负压浇注的铸造方法:将由消失模与浇冒口系统组成的整体系统外表面涂覆能够承受0.08mpa负压的一定厚度、强度、气密性的涂料涂层,烘干后置于砂箱中填充造型材料,露出抽真空连接管、浇口杯及金属丝电接点连接导线,并连接抽真空管与抽真空系统:真空储罐和真空泵,连通上述指示控制电路;浇注金属液,当金属液流至斜浇道上端连通此处的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响、冒口抽真空电磁阀和铸型最高面上的抽真空电磁阀同时开启,消失模型腔抽真空形成0.01mpa至0.04mpa的负压;金属液浇注至连通冒口顶部的两根金属丝电接点所连接的电路时此电路上的灯泡亮、蜂鸣器响指示停止浇注金属液,抽真空电磁阀开启通过冒口抽真空气室抽真空形成0.04mpa至0.08mpa的负压,并保持负压一定时间排除金属液中的气体,消除铸件气孔缺陷、大幅提高冒口补缩效率,提高铸件出品率。2.根据权利要求1所述,金属液浇注充型过程中通过冒口抽真空气室对消失模型腔抽真空,排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液充型过程中消失模涂料涂层所形成的型腔内保持一定的负压。3.根据权利要求1所述,金属液浇注充型过程中通过铸型最高面上的抽真空管对消失模型腔抽真空,排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液充型过程中消失模涂料涂层所形成的型腔内保持一定的负压。4.根据权利要求1所述,金属液浇注充型过程中同时通过冒口抽真空气室和铸型最高面上地抽真空连接管对消失模型腔抽真空,排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液充型过程中消失模涂料涂层所形成的型腔内保持一定的负压。5.根据权利要求1所述,浇注系统采用暗冒口的浇冒口一体化、浇注系统采用金属液沿直浇道下降至底部再沿斜向上的与冒口连通的斜浇道的回流管浇注方式,用金属液密封阻隔空气通过浇口杯被吸入负压的型腔。
6.根据权利要求1所述,冒口顶端设置有与消失模连接为一体的、密封的抽真空气室和抽真空连接管,用于浇注时对消失模型腔内抽真空排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体和排除冒口中金属液及冒口近距离铸型中金属液中的气体。7.根据权利要求1所述,冒口顶部设置固定有两根相互绝缘的深入冒口内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间外连接直流电源或低压安全交流电源及用于报警指示的灯泡、蜂鸣器和用于控制的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的控制。8.根据权利要求1所述,斜浇道上端的底部设置固定有两根相互绝缘的深入冒口内空一定长度的直径为2毫米至6毫米的金属丝电接点,两根金属丝电接点之间外连接直流电源或低压安全交流电源及用于报警指示的灯泡、蜂鸣器和用于控制的电磁阀、继电器,用于金属液浇注液位的显示和浇注过程的控制。9.根据权利要求1所述,金属液浇注充型过程中型腔内的负压为0.01mpa至0.04mpa。10.根据权利要求1所述,浇注完成后保持冒口抽真空气室0.04mpa至0.08mpa负压30秒至20分钟时间,排除金属液中气体。11.根据权利要求1所述,一种消失模型腔负压浇注的铸造方法适用于水玻璃砂。12.根据权利要求1所述,一种消失模型腔负压浇注的铸造方法适用于树脂砂。13.根据权利要求1所述,一种消失模型腔负压浇注的铸造方法适用于粘土砂。14.根据权利要求1所述,一种消失模型腔负压浇注的铸造方法适用于干砂。15.根据权利要求1所述,一种消失模型腔负压浇注的铸造方法适用于陶瓷丸作造型材料。16.根据权利要求1所述,一种消失模型腔负压浇注的铸造方法适用于金属丸作造型材料。
技术总结
本发明一种消失模型腔内负压浇注的铸造方法,其显著特征是金属液浇注充型过程中通过冒口抽真空气室对消失模型腔抽真空,排除型腔内消失模气化产生的气体、消失模涂料涂层产生的气体及金属液中的气体,使金属液充型过程中,消失模涂料涂层所形成的型腔内保持一定的负压,本发明与现有的消失模真空铸造方法的显著区别是:型腔内的负压环境和大气环境。型腔内的负压环境和大气环境。型腔内的负压环境和大气环境。
技术研发人员:黄齐文 曹华堂 潘璋
受保护的技术使用者:武汉华材表面科技有限公司
技术研发日:2022.03.05
技术公布日:2022/6/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。