1.本发明属于增材制造与铸造技术的交叉领域;具体涉及种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法。
背景技术:
2.冷冻砂型铸造技术其原理是利用纯水做砂型铸造用粘结剂,预混适量水分的型砂颗粒,通过低温冻结后形成砂胚,经浇注溶体获得铸件的铸造技术。冷冻砂型铸造技术具有绿色环保、废砂可直接回收利用,铸件组织致密,力学性能优异等优点。但单纯的冷冻砂型在接触高温溶体部位出现易溃散等缺点,并且单一的冷冻砂型抗冲击性差。
3.砂型3d打印技术是典型的粉末(或颗粒)材料3d打印技术,该技术最早由美国麻省理工大学于1989年在us5204055a1这篇专利中提出。该方法的具体过程为先在平台上均匀的铺一层粉末,打印头扫描并在特定区域内喷射一种液料,使得喷射部位的粉末粘结在一起,然后打印平台下降相应的的层厚距离,重复上述步骤,直至完成所有层的铺粉打印工作。
4.综上所述,该技术存在以下一些问题。
5.(1)金属熔体浇铸冷冻砂型时,其接触部分会产生大量水汽,并容易溃散。
6.(2)树脂类粘结剂使用量大,这类材料一般为高分子有机物或者强腐蚀性化合物,易挥发出刺激性气味,对环境危害大;并且废砂回收成本高。
7.(3)现有技术中,基于上述技术的粉末3d打印设备普遍特征在于,铺粉和打印是分步骤依次完成的,存在等待时间,使得单层铺粉打印周期较长,从而导致设备打印效率大大受限。
8.(4)现有技术中,砂型3d打印中,只能实现单程打印,无法有效利用在单程打印结束后的回程时的时间,使得砂型打印效率受到限制。
9.(5)单一种类砂型其各部位物性参数基本相同,无法灵活调控砂型基础性能和浇注过程铸件凝固温度场。
技术实现要素:
10.为解决上述问题,本发明公开了一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,使得金属熔体浇铸时,高温熔体直接接触树脂砂型部分,从而避免了高温熔体直接与冷冻砂型接触而溃散;通过该发明可以解决传统砂型3d打印技术存在树脂类粘结剂使用量大、并且传统打印效率低下,无法有效利用回程时间、树脂砂型性能调控困难、单一冷冻砂型易溃散、抗冲击强度差等缺点。
11.为了上述目的的实现,本发明的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法按照以下步骤进行;步骤1:利用计算机切片软件,将所需铸件的三维几何模型进行切片处理,得到每层截面的轮廓信息;机器系统各装置回零,等待工作。
12.步骤2:根据该复合砂型所需的工艺需求,将不同轮廓区域利用计算机软件标记出不同灰度,内部轮廓为树脂打印区域,外部轮廓为冷冻打印区域;步骤3:将原砂经过砂型预处理工艺,分别与固化剂和制冷剂均匀混合得到两种型砂;步骤4:将两种混了固化剂和制冷剂的型砂通过供料工艺均匀分别装入铺砂打印装置中,将工作台下移一段距离,控制系统控制铺砂装置按需铺设树脂喷射打印和冷冻打印所需的固化剂混砂和预冷原砂,底砂铺设完毕以后,铺砂系统回到初始位置;步骤5:通过计算机切片软件识别树脂砂打印和冷冻打印区域范围,控制共用铺砂装置按需铺覆一层混有固化剂的型砂和预冷原砂。
13.步骤6:即在向右打印的单向行程中,通过计算机控制系统控制双向扫描打印铺砂—打印装置,实现右边铺砂装置铺砂,此时树脂打印系统、冷冻打印系统和低温喷头气流随动装置工作完成向右方向的单程打印工作。
14.步骤7:向右单程结束后;在返程的过程中,冷冻打印平台下降一定的高度,,双向扫描铺砂—打印装置回零,计算机控制系统控制双向扫描铺砂—打印装置使左边铺砂装置铺砂,然后树脂打印系统、冷冻打印系统和低温喷头气流随动装置工作完成向左方向的单程打印工作步骤8:重复步骤5,6,7,层层铺砂,层层左右扫描,层层冷却,最终完成冷冻复合砂型的打印;步骤9:等待复合砂型在成型室冷却成型,清理费砂,取出砂型。
15.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:所采用的铺砂-打印一体化系统,铺砂的同时可完成打印,并且树脂打印系统与冷冻打印系统共用一个装置。
16.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:计算机切片软件,根据复合铸型的要求,所切出的不同区域的灰度是根据打印方式不同而划分,内层轮廓为树脂打印区域,外层轮廓为冷冻打印区域。
17.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘接剂复合砂型制造方法,其特征在于: 该双向扫描铺砂—打印装置,有两个独立的铺砂装置控制系统,向右单向打印时,最右边的的铺砂装置铺砂,左边的铺砂控制系统关闭。返程向左打印的过程中,控制最左边的铺砂装置铺砂,右边的铺砂装置不铺砂,进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘接剂复合砂型制造方法,其特征在于:有两个独立的打印系统,树脂打印系统和冷冻打印系统在往返打印的过程中,同时工作,并且树脂打印系统和冷冻打印系统各系统可以装配两个及多个打印喷头,提高工作效率。
18.进一步地,所述的树脂打印区域,其内部轮廓打印厚度范围为5mm~2cm。
19.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:左边为树脂打印系统,右边为冷冻打印系统,并且所述的铺粉装置与打印系统可以实现铺粉-打印一体化。所述的铺粉装置可实现双向往返铺粉,并且双向铺粉方向与所述的打印区域布置的方向垂直。所述的打印方向,与铺粉方向垂直,并且树脂打印头与冷冻打印头的方向可沿着铺粉方向移动实现左右双向扫描打印。
20.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:冷冻打印系统装置还配有一个低温气体随动扫描装置。其低温气体随动扫描装置与冷冻打印头运动方向一致。可以实现左右双向扫描。
21.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:所述的原砂为铸造用耐火型砂,可以是石英砂、陶粒砂、宝珠砂、铬铁矿砂、锆英石砂、石灰石砂、刚玉砂、镁砂、耐火熟料砂、橄榄石砂中的一种或多种。
22.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:所述水基粘结剂 为包含丙三醇、十六烷基三甲基溴化铵等改性溶质的适用于冷冻砂型打印的水基溶液。
23.进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:所采用的树脂打印系统中的粘结剂可以是呋喃树脂粘结剂、酚醛树脂粘结剂、无机粘结剂;进一步地,所述的一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法,其特征在于:冷冻打印头后面的低温气体随动扫描装置,喷出的制冷气体可以是n2、低温co2气体,可以实现当前冷冻砂型的凝固成形。
24.通过上述技术方案有以下优点;(1)本方案采用少量的树脂粘结剂,减少了有害气体排放,并且大量水基粘结剂的型砂具有回收率高,环保绿色等优点。
25.(2)本方案采用铺砂-打印一体化装置,打印喷头可随铺砂装置实现打印-铺砂同时进行,并且打印头的可以沿着铺粉方向移动实现左右双向扫描打印。从而提高了砂型打印效率。
26.(3)本方案通过计算机切片软件,合理设计出树脂打印区域厚度范围为5mm~2cm,打印部位为型腔内壁附近,冷冻打印区域为外部基体部分,这样使得砂型具有强度高,不易溃散等优点。
附图说明
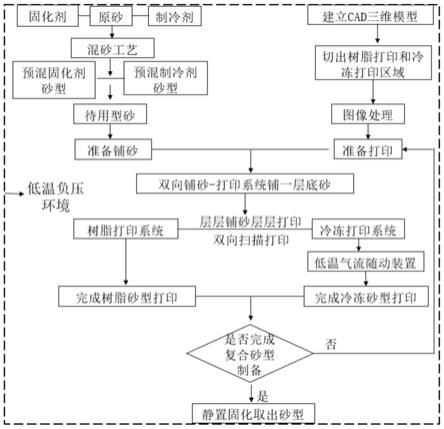
27.图1是一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法流程图。
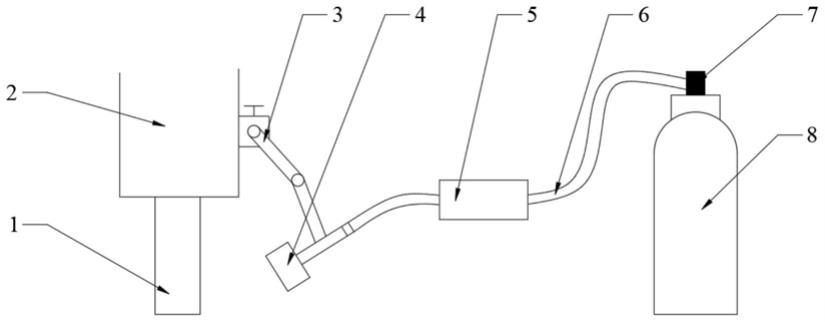
28.图2是一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法的装置结构示意图。
29.图3是图2的俯视图。
30.图4是一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法的打印路径示意图。
31.图中附图标记:1、树脂粘结剂料盒;2、树脂打印喷头;3、冷冻打印喷头;4、水基粘结剂料盒;5、低温气体随动扫描装置;6、冷冻打印平台;7、固化剂料盒;8、负压上料装置a;9、负压上料装置b;10、制冷剂料盒;11、原砂储存罐a;12、原砂储存罐b;13、压力调节器;14、制冷铜板;15、低温气体存储罐;16、调压装置;17、制冷装置;18、左铺砂装置;19、滚珠丝杠;20、y方向滑块;21、右铺砂控制装置;22、x方向滑块;23、左铺砂控制装置;24、右铺砂装置。
具体实施方式
32.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
33.一种树脂喷射与冷冻打印双向扫描多粘结剂复合砂型制造方法按照一下步骤实施。如图1所示,首先将原砂通过负压上料装置a8和负压上料装置b9混砂制备成混有固化剂的型砂和预冷型砂,然后将这两种型砂分别送到左铺砂装置18和右铺砂装置24中,每个铺砂槽中都有独立的控制装置,向右打印时,计算机控制系统控制右边的铺砂装置24启动打印开始后,可升降冷冻工作台6下移一定的距离,右铺砂控制装置21控制装有预冷型砂的铺砂装置铺设一层底砂,底砂铺设完成后,铺砂装置回零,工作台下降一定的高度,然后通过控制系统,根据电脑显示打印砂型的轮廓信息,按需均匀铺设预混固化剂型砂和预冷原砂,与此同时树脂打印系统和冷冻打印系统,低温气流随动扫描装置5开始工作完成单程的打印工作,单程结束后,工作台下降一个高度,双向扫描铺砂-打印装置回到最右边零点位置,开启左铺砂控制装置,关闭右铺砂装置,然后铺砂装置按需均匀铺设预混固化剂型砂和预冷原砂,同时树脂打印系统和冷冻打印系统,低温气流随动扫描装置工作,在完成打印后,双向扫描铺砂—打印装置回到初始位置,工作台继续下移一个层厚,然后层层铺砂,层层双向扫描,重复上述步骤,直至完成复合树脂冷冻复合砂型的打印。砂型打印完成后,砂型放入低温成型室进一步冷冻静置之后。成型完毕后,清除没有粘接的原砂,取出砂型,回收余砂。
34.双向扫描铺砂—打印装置,如图3所示,该装置工作包含由两个x方向滑块,两个y方向滑块,通过伺服电机驱动滚珠丝杠实现树脂打印装置和冷冻打印装置、低温气体随动扫描装置的x方向和y方向的运动;左、右铺砂装置18、24均有两个或者多个铺砂槽;分别有两个独立的左、右铺砂控制装置23、21铺设型砂,整体的双向扫描铺砂—打印装置能随着x方向滑块和y方向滑块沿着滑轨移动。其双向铺砂打印方法的具体实现方式为;首先双向扫描铺砂—打印装置通过计算机控制系统调节回到零点位置,然后向右打印时,打开右边铺砂控制装置,使的右边铺砂装置24铺砂,底砂经过刮板刮平的同时,树脂打印系统和冷冻打印系统开始按照计算机识别的树脂打印区域和冷冻打印区域喷射树脂粘结剂和水基粘结剂,随后低温气体随动扫描装置5扫描冷冻打印区域,向右单程结束后,工作台下降一定的高度,随后双向扫描铺砂—打印装置回到最右边归零位置,打开左边铺砂控制装置23使得左边铺砂装置铺砂,右边铺砂装置不铺砂,打印系统和低温气随动扫描装置正常工作,完成返程时的铺砂和打印工作,然后重复上述工作,直至完成复合砂型的制备。
35.图4即为树脂与冷冻打印双向扫描多粘接剂复合砂型制造方法的双向扫描打印的路径方向,通过该方法实施可以有效地使得砂型打印速率提高2倍以上。
36.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段还包括由以上技术特征任意组合所组成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。