1.本实用新型属于发动机缸体装配技术领域,特别是涉及一种用于装配发动机缸体碗型塞片的专用工具。
背景技术:
2.碗型塞片通常采用常规的直杆式敲击安装法,该种敲杆一般采用圆钢加工而成,敲杆头部采用阶梯结构,使碗型塞片嵌入敲杆阶梯结构内,放置在塞片安装孔上,用铁锤敲击敲杆完成碗型塞片的装配。
3.这种装配碗型塞片的方式存在的弊端有:碗型塞片定位不好,在装配过程中经常因为人工操作问题导致塞片装配质量不好,需要进行返修;因使用铁锤进行装配,装配深度难以有效保证,产品质量一致性不好;返修频繁,操作者作业效率低下,产生过多的劳动浪费。
技术实现要素:
4.为了解决上述背景技术中存在的问题,本实用新型提供一种用于装配发动机缸体碗型塞片的专用工具,具有装配后产品质量一致性好、装配效率高、返修率低的优点。
5.本实用新型解决其技术问题采取的技术方案是:一种用于装配发动机缸体碗型塞片的专用工具,包括装配冲头及导向定位板;所述导向定位板上设置有两个导向套筒安装孔,导向套筒安装在任一导向套筒安装孔中,所述装配冲头活动安装在所述导向套筒中,装配冲头的装配端镶嵌设置有用于吸附碗型塞片的仿形磁石,敲击装配冲头的尾部使其在导向套筒中进行轴向移动,即可完成碗型塞片的装配工作。
6.所述导向套筒过渡配合安装在导向套筒安装孔中,导向套筒的一端环绕设置有环形肩,所述导向套筒通过在环形肩上安装平端紧固螺钉进而固定在导向定位板上,进而将导向套筒固定在导向套筒安装孔中。
7.所述导向定位板上设置有两个用于装配定位的定位销,所述定位销螺纹安装在导向定位板上。
8.所述导向定位板上设置有两个用于拿持的把手,两个所述把手通过内六角螺栓固定在导向定位板上。
9.所述导向定位板上非工作区域开设有用于减轻整体重量的减重孔。
10.本实用新型的有益效果:该专用工具可在批产状态下保证产品质量一致性、大大缩短装配时间,提高生产效率,同时此专用工具提高操作人员的可操作性,降低作业者的劳动强度,保证产品的批产生产质量。
附图说明
11.在附图中:
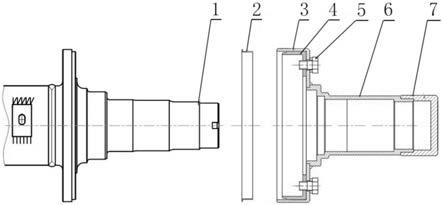
12.图1是本实用新型整体结构正视图;
13.图2是本实用新型整体结构剖视图;
14.图3是本实用新型应用效果示意图;
15.图中:1、装配冲头;2、导向定位板;3、定位销;4、导向套筒安装孔;5、导向套筒;6、平端紧固螺钉;7、把手;8、仿形磁石;9、减重孔;0、发动机缸体。
具体实施方式
16.现结合附图对本实用新型作进一步详细的说明。附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
17.一种用于装配发动机缸体碗型塞片的专用工具,包括装配冲头1及导向定位板2;所述导向定位板2上设置有两个导向套筒安装孔4,导向套筒5安装在任一导向套筒安装孔4中,所述装配冲头1活动安装在所述导向套筒5中,敲击装配冲头1的尾部使其在导向套筒5中进行轴向移动,即可完成碗型塞片的装配工作。
18.所述导向套筒5过渡配合安装在导向套筒安装孔4中,导向套筒5的一端环绕设置有环形肩,所述导向套筒5通过在环形肩上安装平端紧固螺钉6进而固定在导向定位板2上,进而将导向套筒固定在导向套筒安装孔4中。
19.所述导向定位板2上设置有两个用于装配定位的定位销3,所述定位销3螺纹安装在导向定位板2上。
20.所述导向定位板2上设置有两个用于拿持的把手7,两个所述把手7通过内六角螺栓固定在导向定位板2上。
21.所述导向定位板2上非工作区域开设有用于减轻整体重量的减重孔9。
22.工作原理:
23.本实用新型利用同轴原理,设计一种用于装配发动机缸体碗型塞片的专用工具,在保证缸体碗型塞片装配质量的同时,大幅度降低操作者的劳动强度。
24.装配步骤如下:
25.步骤1:将导向定位板2安放在发动机缸体0的碗型塞片装配面上,此时定位销3将插进发动机缸体0对应的销槽中对导向定位板2进行定位。
26.步骤2:将碗型塞片吸附到装配冲头1的仿形磁石8上。
27.步骤3:将装配冲头1放置在导向套筒5内。
28.步骤4:用铁锤敲击装配冲头1尾部,使装配冲头1沿导向套筒5进行轴向移动,进而将碗型塞片装配在相应位置上。
29.步骤5:检查碗型塞片装配质量。
30.通过上述步骤即可完成整个碗型塞片的装配过程,工装简单、操作方便,产品质量一致性好,较传统装配方法精度更高、操作性能更优、劳动强度更小,可极大的改善批量生产中的产品质量。
31.该专用工具设置的导向定位板2上设置有两个导向套筒安装孔4,在对不同型号的发动机缸体0进行碗型塞片装配时,可根据不同的装配位置将导向套筒5安装在任意导向套筒安装孔4中,而后进行碗型塞片的安装。
32.导向定位板2上设置的减重孔9可有效减小专用工具的自身重量,在技术人员使用该专用工具时减小技术人员的工作负担。
33.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于装配发动机缸体碗型塞片的专用工具,其特征在于:包括装配冲头(1)、导向定位板(2)及导向套筒(5);所述导向定位板(2)上设置有两个导向套筒安装孔(4),所述导向套筒(5)安装在任意一个导向套筒安装孔(4)中,所述装配冲头(1)活动安装在所述导向套筒(5)中,装配冲头(1)的装配端镶嵌设置有用于吸附碗型塞片的仿形磁石(8),敲击装配冲头(1)的尾部使其在导向套筒(5)中进行轴向移动,即可完成碗型塞片的装配工作,所述导向定位板(2)上设置有两个用于装配定位的定位销(3)。2.根据权利要求1所述的一种用于装配发动机缸体碗型塞片的专用工具,其特征在于:所述导向套筒(5)过渡配合安装在导向套筒安装孔(4)中,导向套筒(5)的一端环绕设置有环形肩,所述导向套筒(5)通过在环形肩上安装平端紧固螺钉(6)进而固定在导向定位板(2)上,进而将导向套筒(5)固定在导向套筒安装孔(4)中。3.根据权利要求2所述的一种用于装配发动机缸体碗型塞片的专用工具,其特征在于:所述定位销(3)螺纹安装在导向定位板(2)上。4.根据权利要求3所述的一种用于装配发动机缸体碗型塞片的专用工具,其特征在于:所述导向定位板(2)上设置有两个用于拿持的把手(7),两个所述把手(7)通过内六角螺栓固定在导向定位板(2)上。5.根据权利要求4所述的一种用于装配发动机缸体碗型塞片的专用工具,其特征在于:所述导向定位板(2)上非工作区域开设有用于减轻整体重量的减重孔(9)。
技术总结
一种用于装配发动机缸体碗型塞片的专用工具属于发动机缸体装配技术领域。该专用工具解决了装配后产品质量一致性差、装配效率低、返修率高的现有问题。导向定位板上设置有两个导向套筒安装孔,导向套筒安装在任一导向套筒安装孔中,装配冲头活动安装在导向套筒中,装配冲头的装配端镶嵌设置有用于吸附碗型塞片的仿形磁石,敲击装配冲头的尾部使其在导向套筒中进行轴向移动,即可完成碗型塞片的装配工作。该专用工具产品装配一致性高、缩短装配时间、生产效率高;此专用工具操作性好,降低作业者劳动强度的同时保证产品的质量。者劳动强度的同时保证产品的质量。者劳动强度的同时保证产品的质量。
技术研发人员:李洋 郑启明 李朋 周维 尹学浩 孙鑫 温春富 姜云瀚
受保护的技术使用者:哈尔滨东安汽车动力股份有限公司
技术研发日:2021.11.04
技术公布日:2022/6/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。