1.本实用新型属于运输车自动化装卸领域,具体涉及一种空港行李运输车自动装卸设备。
背景技术:
2.近年来,随着经济的高速发展,人们乘坐飞机出行的频次日益增加。行李运输车辆的高效、便捷运输是提高机场物流水平的关键,但是目前国内机场所使用的行李运输车辆尾板结构设计有待优化,致使行李装卸效率低下,所以提高行李装卸效率并降低人工装卸成本具有重要意义。
3.为提高机场行李装卸、运输效率和机场物流水平诸多专家学者提出了多种机场行李转运方案。如在专利,cn201810237329.8中的发明公开了一种可移式航空机场行李运输传送设备,在专利,cn201921066401.1中公开了一种交通运输用机场行李运输设备。本发明针对专利cn202010396972.2《一种货物装载车以及机场托运行李自动载运系统》中换向尾板的设计对行李造成侧面摩擦和冲击且没有给出尾板传送带机构具体的动力传动方案,设计了一种可自动调节行李装卸位置并且不会对行李两侧面造成冲击和摩擦的行李运输车尾板并设计了所有运动机构的动力传动方案。现有的机场行李运输车尾板结构如图1所示,现有的行李运载车尾板换向机构是由尾板上方的两个挡板的左右摆动实现的。在行李运输过程中,现有的行李运输车尾板和行李之间除了尾板行李底面之间产生摩擦,尾板的换向挡板与运输的行李的两侧面还会产生很大的摩擦力,对行李的两侧面造成极大的磨损,大大增加了行李由于磨损造成损毁的几率。挡板的左右摆动还会对行李的测面造成冲击,极可能造成行李箱和所运输的包裹内的物品损毁,并且也容易使行李箱造成损坏。
4.本实用新型提供了一种空港行李运输车自动装卸设备。在调节行李位置时与行李侧面不产生摩擦,不会对运输的行李产生侧向冲击力。基于该自动化换向尾板提供行李的自动载运和横向位置调节装置,省去了大量人力,只需运输车司机一人即可完成行李装卸。
技术实现要素:
5.为解决现有的行李运输车尾板与行李之间的侧面摩擦和侧向冲击造成行李损坏的问题,本实用新型提供一种可使行李自动载运和横向位置调节的自动化换向尾板装置,大幅提高机场行李运输车的效率,节省人力、物力资源,技术方案如下:
6.一种空港行李运输车自动装卸设备,包括金属材料制成的尾板基架,尾板基架结构如图10所示。其特征在于所述基架中部设置有纵向扁平条状金属滚轮基架并预留横向调节辊子的位置。尾板基架左端内测对称的设置动力辊轴承孔,尾板基架右端内测对称的设置传送带的主动辊和从动辊轴承孔,尾板基架上预留动力传动机构的安装位置,尾板基架的下方两侧预留液压缸的安装位置。
7.优选的,尾板基架上端安装有两个动力辊,尾板基架下侧安装有动力辊电机,电机通过尾板基架上的带传动机构带动动力辊转动,保证行李进出车厢,尾板基架下端安装有
传送带的主动辊和从动辊,在主动辊和从动辊上安装有尾板传送带,可实现行李在尾板上的自动装卸。
8.优选的,尾板基架中间位置的左右两侧安装有中间位置的两侧行李传送带的主动及从动辊的轴承,轴承上安装有主动和从动辊,主从动辊上安装有行李传送带,在尾板基架的下端安装有行李传送带主动辊电机,电机通过尾板基架上安装的带传动机构带动传送带转动。
9.进一步地,在中间位置左右传送带的内测有两个安装在横向调节棍子基架上的横向动力辊子,横向动力辊子中间安装有由轮毂电机带动的一排纵向的橡胶滚轮,橡胶滚轮安装在尾板基架上。
10.所述行李运输车尾板中,横向调节辊子基架上带有动力辊轴承孔,在横向调节辊子基架上安装有两个可正反转的横向动力辊子,在横向调节辊子基架的下侧安装有两个电机,电机通过带传动机构带动横向动力辊子转动。
11.进一步地,横向调节辊子基架与尾板基架采用液压结构连接。横向调节辊子基架两侧与液压杆连接,液压缸安装在尾板基架上,液压杆的伸缩可带动横向调节辊子基架的上下移动,同步带动横向动力辊子的上下移动。
附图说明
12.图1为专利cn202010396972.2《一种货物装载车以及机场托运行李自动载运系统》中的尾板结构示意图;
13.图2为行李运输车尾板与车厢的安装示意图;
14.图3为行李运输车尾板的正面结构示意图;
15.图4为行李运输车尾板底部结构示意图;
16.图5为图4尾板动力结构的剖面示意图;
17.图6为图4中传动辊子的电机动力传动结构a放大示意图;
18.图7为图4中左侧中间传送带动力结构c放大示意图;
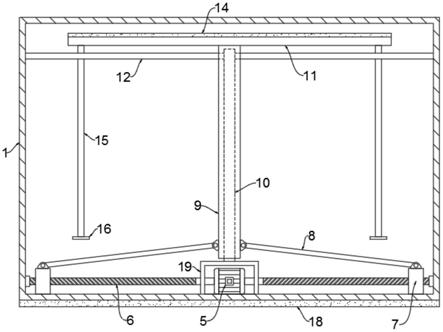
19.图8为图4中横向调节辊子基架液压升降d放大示意图;
20.图9为图4中横向动力辊子动力传动结构e放大示意图;
21.图10为尾板基架结构图;
22.图11为横向调节辊子基架结构图;
23.图12为橡胶滚轮及轮毂电机的结构放大图。
24.附图中各部件名称:
25.1.运输车厢;2.尾板基架;3、4.尾板上端纵向动力辊子;5.中间右侧传送带;6.中间左侧传送带7、8.横向动力辊子9.动力橡胶滚轮10.尾板下端传送带11.横向调节辊子基架12、13、14、15.动力电机16、20.通用v型带轮17、22.v型传动带18.液压杆19.液压缸21.横向动力辊子带轮23.橡胶滚轮套24.滚轮轮毂电机
具体实施方式
26.一种空港行李运输车自动装卸设备的结构如图2~图4所示,行李运输车尾板基架2如图10所示,横向调节辊子基架如图11所示。如图2所示,行李运输车尾板安装在行李运载
车厢尾部。调节行李运输方向的自动化行李运输车尾板基架2的上端安装有动力辊子3,4,动力辊子3、4的转动可带动行李进出运载车厢。如图5所示,在尾板基架2的底面上安装有动力电机12,在尾板基架2上安装有v型带轮,由电机12通过v型带,带动动力辊子3和4转动,为行李进出车厢提供动力。尾板基架2上面进一步地安装有三条纵向的行李装卸传送带5,6和10(传送带5,6和10的主动辊和从动辊是内部零件,图上未标出),传送带5和6位于尾板中间位置左右两侧,传送带负责尾板上左右两侧的行李的运输,安装在尾板基架2的传送带10位于尾板的尾部,为所有上下尾板的行李提供动力。传送带5、6,和10都由电机13带动,电机13上连接v型带轮,通过带传动带动传送带5和10的主动辊转动,传送带10的主动辊另一侧上也安装v型带轮如图7所示,通过带传动进一步的带动传送带6的主动辊转动,进一步地带动传送带6转动,实现了传送带5、6、10的同步转动,来运输传送带上的货物。由电机的正反转,带动动力辊子3,4和传送带5、6和10实现正转或反转,当往车厢装货时电机正转,带动动力辊子和传送带正转,实现货物的自动装车,当行李卸车时,电机反转,带动动力辊子和传送带反转,实现货物的自动卸车。
27.进一步的,在中间传送带5和6的内测有安装在横向调节辊子基架11上的横向动力辊子7和8。横向动力辊子7和8的前端安装有v型带轮,如图9所示,由安装在横向调节辊子基架11上的电机14和电机15通过v型带传动来带动横向动力辊子7和8上的带轮转动,从而实现横向动力辊子7和8的同步转动,横向动力辊子7和8的转动可以带动运输的行李在尾板上的左右移动,来调整行李装卸的左右或中间位置,实现行李进出车厢的横向位置调向。
28.进一步地,如图3所示,在横向动力辊子7和8之间有一排纵向的4个橡胶滚轮9,4个橡胶滚轮9安装在尾板基架2中间滚轮安装位置上。如图12所示,4个橡胶滚轮9分别由橡胶滚轮中间位置的同步轮毂电机24带动,可以运输位于尾板中间位置的行李的装卸。
29.进一步地,在横向调节辊子基架11上连接液压杆18,尾板基架2上安装液压缸19,液压杆18的伸缩可带动横向调节辊子基架11上下移动,进一步地带动横向动力辊子7和8上下移动,在货物需要调节横向的位置时,液压杆18会缩短,带动横向调节辊子基架11向上运动,同步带动横向动力辊子7和8向上移动,当横向动力辊子7和8的高度超过中间一排橡胶滚轮9时,电机14和电机15启动,带动横向动力辊子7和8转动,可带动货物实现横向的左右移动,电机14和电机15正转带动横向动力辊子7和8正转,将行李移送到中间的右侧传送带5。电机14和电机15反转,带动横向动力辊子7和8反转,将行李移送到中间左侧的传送带6,从而实现行李的左右位置的调节。
30.当行李处在中间位置而不需要左右移动时,如图8所示,液压杆18伸长,带动横向调节辊子基架11向下运动,同步带动横向动力辊子7和8向下移动,使得横向动力辊子7和8的高度略低于横向动力辊子7和8中间的一排橡胶滚轮9时,并保持横向动力辊子7和8静止,不会影响中间行李的纵向移动,即不会影响中间位置行李的装卸,且可给中间位置的行李提供支撑,不会造成中间位置行李的侧滑。启动4个橡胶滚轮9的同步轮毂电机24,带动4个橡胶滚轮9转动,可以为中间位置的行李装卸提供力,实现行李的自动装卸。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。